
Fターム[4F202AR07]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 位置(←角度、開度) (1,010)
Fターム[4F202AR07]に分類される特許
121 - 140 / 1,010
熱ナノインプリントリソグラフィ用モールド、それを作製するプロセス、およびそれを用いた熱ナノインプリントプロセス
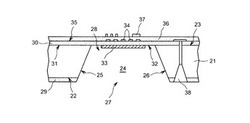
【課題】熱ナノインプリントリソグラフィ用モールドを提供する。
【解決手段】第1主面22、および第2主面23と、スルーキャビティ24を有し、基板21と、熱伝導層33と、任意で、前記熱伝導性機械的支持層33の下方に位置する絶縁層と、前記第2開口28の上方32における前記第2の膜30の領域内において前記第2の膜30の他方の側35に位置する加熱手段34と、前記加熱手段34を覆い、前記第2の膜30を少なくとも部分的に覆う絶縁断熱層36と、前記第2開口28の上方における前記絶縁断熱層36の領域内において前記絶縁断熱層36上に位置するインプリントパターン37と、前記加熱手段34に電流を供給するための手段38とを備える。
(もっと読む)
超広幅フィルム製造用キャスティングベルト

【課題】本発明は、超広幅フィルム製造用キャスティングベルトに関する。
【解決手段】本発明は、ソルベントキャスティング工程による光学フィルム製造時に使用されるキャスティングベルトに関し、より詳細には、液晶ディスプレイの偏光板や光学補償フィルムなどに使用されるフィルム製造時に、ドープをキャスティングしてゲル状フィルムを生成するために使用される広幅フィルム製造用キャスティングベルトに関する。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
射出成形用金型の製造方法
【課題】ウェルドラインのない樹脂成形品の安定的な射出成形を可能とした射出成形用金型の有利な製造方法を提供する。
【解決手段】ウェルドライン発生キャビティ部分58の予測位置から決定した加熱手段54の埋設概略位置に、収容部60の形成可能領域が確保されているものの、収容部60が未だ形成されていない予備成形用金型を作製した後、この予備成形用金型を用いた予備成形を行って、予備成形品のウェルドライン発生位置からウェルドライン発生キャビティ部分58の正確な位置を見つけ出し、その後、収容部60の形成可能領域のうち、ウェルドライン発生キャビティ部分58の正確な位置に最も近い位置に収容部60を形成し、更に、この収容部60内に加熱手段54を収容するようにした。
(もっと読む)
プッシュプルキャップ及び、注出路用の成形金型
【課題】本発明は、2つの金型の端面同士を突き当てることで注出路を繰り返し成形しても、表面の滑らかな注出路を形成できるプッシュプルキャップと、こうしたキャップ等に用いられる注出部材の内側に注出路を形成するに際し、この注出路の内周面を傷付けることなく、表面の滑らかな注出路を形成できる成形金型を提供する。
【解決手段】本発明は、一方の金型D2の端面E2に突き当てる端面E1を有し、金型D2と共に注出路4を形成する成形金型D1であって、金型D1の外周面のうち、その端面E1の位置Xから金型の抜き側の所定位置Yまで、金型D1の外周面を窪ませてなる段差Sを設け、金型D1の端面E1に繋がる周方向端縁Fを段差Sよりも金型D1の抜き側の外周面f1(a)から突出させないようにすることで、金型D1の周方向端縁Fが注出路に設けられた凸部3sよりも金型D1の抜き側に形成された注出路4の内周面3fに接触しないようにする。
(もっと読む)
インプリントリソグラフィ
【課題】インプリントテンプレートアライメントマークを改善する。
【解決手段】アライメントマークを備えたインプリントリソグラフィテンプレートが提供される。アライメントマークは、インプリントリソグラフィテンプレートの屈折率とは異なる屈折率を有する誘電体材料から形成され、誘電体材料は、誘電体材料を通過したアライメント放射と誘電体材料を通過しなかったアライメント放射との間に位相差を生じるような厚さを有する。
(もっと読む)
成形条件設定方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
大面積線形アレイのナノインプリンティング
インプリンティング及びインプリント・リソグラフィ・テンプレートを基板上のフィールドと位置合わせするためのシステム及び方法が説明される。基板のフィールドは細長い側を有することができ、細長い側の位置合わせ感度を意図的に最小にすることができる。 (もっと読む)
DSI成形で中空体を成形する製造方法
【課題】樹脂漏れの防止を図りつつコストの低減化を図る上で有利なDSI成形で中空体を成形する製造方法を提供する。
【解決手段】1次形成において、射出口30に対向する内壁26の箇所に、接合用通路24内で射出口30に向かって膨出する肉厚部36を設けておく。肉厚部36は、溶融樹脂34の流れを円滑化するため、中心部36Aの肉厚を最大とし、中心部36Aから離れるにつれて肉厚を次第に減少させて形成する。すなわち、肉厚部36は、射出口30の中心線の延長上に位置し内壁26の肉厚を最大とする中心部36Aと、中心部36Aの両側に接続され接合用通路24の延在方向に沿って中心部36Aから離れるにしたがって中心部36Aの肉厚を次第に減少させる2つの傾斜面36Bとを含んで形成しておく。
(もっと読む)
板状成形品の型締力増幅機構付金型
【課題】板状成形品の成形においては、例えば3インチ40mm×70mmの導光板の成形において、射出成形機では射出速度1000mm/sec,型締め力100tonのハイスペックな射出成形機が必要となっていた。ハイスペックの射出成形機はその設備費用を高くしていた。型締め力100tonに満たない射出成形機では、例えば、射出速度300mm/sec,型締め力30〜50tonでは射出圧縮成形方法を利用して成形することが必要であった。射出圧縮成形方法用の金型は金型構造上、金型の摺動部にかじりが発生したり成形品にバリが発生したりして保守費用を高くしていた。
【解決手段】
本発明は、ハイスペックな成形機や射出圧縮成形用の金型構造を不要とするために、キャビティーの厚さ方向を型締め方向と垂直に配置しクサビ状部品で型締め荷重を置換増幅する金型構造を用いたものである。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】ピーキーな挙動を防ぎながら、主溝の溝底部の動きを規制して操縦安定性能を改善できる空気入りタイヤと、その空気入りタイヤの製造方法を提供すること。
【解決手段】トレッド面Trに、タイヤ周方向に沿って延びる主溝8と、主溝8により区画された陸部9とが設けられた空気入りタイヤにおいて、主溝8の内方域に、その主溝8の溝底部に沿って断面U字状に湾曲した補強材10を埋設するとともに、主溝8に隣接した陸部9の内方域では補強材10を欠落させた。
(もっと読む)
半導体装置の製造方法
【課題】モールド金型のキャビティ内で硬化した樹脂封止体を破損させることなく、キャビティから取り出すことのできる技術を提供する。
【解決手段】モールド金型のキャビティ内にある樹脂封止体12cを下金型3から離型するときに、まず、下型エジェクタピン5aにより樹脂封止体12cを、その厚さの、例えば1〜2割程度押し上げた後、プランジャ14を上昇させる。次に、プランジャ14によりカル内の樹脂封止体12cを押し上げることにより樹脂封止体12cの全体を斜めに押し上げて、下型エジェクタピン5aの先端部から剥離する。
(もっと読む)
基体、基体の製造方法、及び管状体の製造方法
【課題】本発明における離型層及び中間層が芯体上に設けられていない場合に比べて、繰り返し使用による基体表面の離型性の劣化が抑制された基体を提供する。
【解決手段】芯体12と離型層16と、の間に中間層14を設けて、離型層16の外側の面の水の接触角を40°以上70°以下とし、中間層14における離型層16側の面の水の接触角を離型層16の接触角未満とする。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】 各種金型に対して精度の高い型厚調整を行うとともに、型厚調整モータにおける小型化,省エネルギ化及び低コスト化を図る。
【解決手段】 型締モータ4を駆動制御してトグルリンク機構5のクロスヘッド5hを金型閉鎖位置Xsよりも型開側の位置となる予め設定した予備位置Xrまで移動させる第一工程T1と、第一工程T1の終了後、型厚調整モータ2を駆動制御して金型Cが閉じる型閉位置Xcまで圧受盤3を前進移動させる第二工程T2と、第二工程T2の終了後、型締モータ4を駆動制御してクロスヘッド5hを前進移動させるとともに、型締モータ4のトルク制限を行うことにより金型Cを加圧し、かつ型厚調整モータ2を駆動制御して圧受盤3を移動させつつクロスヘッド5hを金型閉鎖位置Xsまで移動させる第三工程T3と、第三工程T3の終了後、所定の型締力に対応する金型Cの締め代Lpを設定する第四工程T4とを備える。
(もっと読む)
タイヤの製造方法
【課題】タイヤの加硫成型において生タイヤの内面にブラダーから均等に圧力を与えるための簡便な方途について提案する。
【解決手段】生タイヤを成型金型内に配置し、該生タイヤの内側からタイヤ径方向外側へブラダーを押し付けて加硫成型を行うに当たり、前記生タイヤのショルダー部内側に中子を固定し、該中子を介してブラダーの押し付けを行う。
(もっと読む)
光学フィルム製造用ロールのレンズ形状の製造方法及びそれによりレンズ形状の形成された光学フィルム製造用ロール
【課題】光学フィルム製造用ロールに直接的に線形又は非線形レンズ形状を形成することができ、レンズの模様を多様化することができ、また、レンズ形状の曲率を任意に調節でき、曲率を半球以上に深く形成できる光学フィルム製造用ロールのレンズ形状の製造方法及びそれによりレンズ形状の形成された光学フィルム製造用ロールを提供する。
【解決手段】光学フィルム製造用ロールのレンズ形状の製造方法は、銅(Cu)又はニッケル(Ni)で表面メッキされたメッキ層を含む円筒形ロールに樹脂塗膜を形成する第1工程と、前記円筒形ロールの前記樹脂塗膜の表面をのみ(chisel)で打撃して、予備レンズ形状を形成する第2工程と、前記予備レンズ形状の形成された前記円筒形ロールをエッチング液でエッチングする第3工程と、前記樹脂塗膜を除去する第4工程とを含む。
(もっと読む)
成形用金型及びその調整方法
【課題】キャビティブロックの面振れを防止する。
【解決手段】キャビティブロック28は、先端に成形面54を有する円柱形状になっている。固定側型板27には、断面円形の貫通穴部30が形成されている。貫通穴部30には、キャビティブロック28が先端から挿入される。固定側型板27の背後には、固定側受板が取り付けられる。貫通穴部30の間口には、径方向に沿う第2直線溝78が形成されている。キャビティブロック28の後端面71には、第1直線溝77が形成されている。第1直線溝77は、成形面54に対して一定な方向に向けて形成されている。第1及び第2直線溝77,78同士が一致するようにキャビティブロック28を貫通穴部30に挿入し、断面円形の平行ピン80を第1及び第2直線溝77,78に挿入する。平行ピン80は、径方向の両端が第1及び第2直線溝77,78の幅方向の両側内壁に線接触する。
(もっと読む)
樹脂モールド金型及び樹脂モールド装置
【課題】被成形品を確実にクランプして樹脂モールドすることができ、高精度の樹脂モールドを可能として製造歩留まりを向上させることができる樹脂モールド金型及び樹脂モールド装置を提供する。
【解決手段】被成形品10をクランプして樹脂モールドする第1の金型70と第2の金型80とを備え、前記第1の金型70に、被成形品10に搭載された搭載部品10bに端面を対向させ、型開閉方向に摺動する第1のインサート部材73と、第1のインサート部材73を型開閉方向に押動して型開閉方向の位置を調節する押動部材75,77が装着され、前記第2の金型80に、前記被成形品10を支持し、型開閉方向に摺動する第2のインサート部材83と、該第2のインサート部材83を型開閉方向に押動して型開閉方向の位置を調節する押動部材85、87が装着されている。
(もっと読む)
121 - 140 / 1,010
[ Back to top ]