
Fターム[4F202AR07]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 位置(←角度、開度) (1,010)
Fターム[4F202AR07]に分類される特許
41 - 60 / 1,010
表面パネルの製造方法
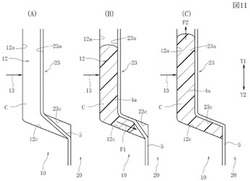
【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
光学素子の製造方法

【課題】新しい成形金型を使用する場合であっても、光学素子の性能不良を防止することができる光学素子の製造方法を提供すること。
【解決手段】新しい成形金型40を使用する場合であっても、所定回数のドライサイクル運転を行った後にレンズLPの生産開始を行うことにより、レンズLPの性能不良を防止することができる。つまり、予め所定回数のドライサイクル運転を行うことで初期摩耗状態を起こし、位置決め部材である凹状部材59及び凸状部材69の摩耗の進行が比較的緩やかになった後にレンズLPの生産を行うことでレンズLPの性能が安定する。これにより、レンズLPの歩留まりを向上させることができる。
(もっと読む)
テンプレート、テンプレートの表面処理方法、テンプレート表面処理装置及びパターン形成方法
【課題】生産性の高いパターン形成方法を実現するテンプレート、テンプレートの表面処理方法、テンプレートの表面処理装置及びパターン形成方法を提供する。
【解決手段】実施形態によれば、凹凸パターンが設けられた転写面を有し、前記凹凸パターンの凹部に、光によって硬化する前の状態の光硬化性樹脂液を充填し、前記光によって前記光硬化性樹脂液を硬化させて形成される樹脂の表面に前記凹凸パターンを反映した形状を形成するためのテンプレートが提供される。前記テンプレートは、基材と、表面層と、を備える。前記基材は、凹凸が設けられた主面を有し、前記光硬化性樹脂液が硬化する光に対して透過性である。前記表面層は、前記基材の前記凹凸を覆い、前記凹凸の形状を反映した前記凹凸パターンを形成する。前記表面層の、前記光によって硬化する前の状態の前記光硬化性樹脂液に対する接触角は30度以下である。
(もっと読む)
プラスチックレンズ用成形型の製造方法およびプラスチックレンズ用成形型製造装置
【課題】プラスチックレンズ用成形型を品質が高くかつ均一となるように製造できるようにする。
【解決手段】テープ16が巻回されたモールド組立体11をクランプ装置31に保持させる保持ステップS1を有する。テープ16の予め定めた目標注入口位置を注入口形成装置5に位置決めする位置決めステップS2を有する。注入口形成装置5によってテープ16に注入口を形成する注入口形成ステップS3を有する。モールド組立体11の外周面における注入口と対応する位置に注入補助部材を接着させる接着ステップS4とを有する。
(もっと読む)
成形用金型装置
【課題】対をなす各割型の合わせ面にそれぞれ第1、第2の各ガイド部材を対称位置に1個づつ設けるだけで割型間の全ての方向の位置ずれを防止できるようにする。
【解決手段】金型装置1は一対の割型2a,2bを有し各割型の合わせ面21a、21bを合わせることにより内部に成形空間が形成される。一方の割型2aの合わせ面21aの対称位置に第1のガイド部材4,4が設けられるとともに、他方の割型2bの合わせ面21bの対称位置であって前記第1のガイド部材4との対応位置に第2のガイド部材5,5が設けられている。第1のガイド部材4は、球面状の凸曲面40を有し、その凸曲面40が合わせ面21aより突出するように割型2aに取り付けられる。第2のガイド部材5は、前記凸曲面40に適合する曲率の凹曲面50を有し、その凹曲面50が合わせ面21bに臨むように割型2bに取り付けられる。
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13のJIS Z0237に準じた保持力は、10mm以上又は落下であり、硬化工程において、2個の成形型11,12のいずれか一方又は両方が、成形型組立工程で固定した位置から粘着テープ13の内面を移動して互いの間隔を狭める。
(もっと読む)
入れ子成形方法、金型
【課題】金型に固定される入れ子の端部の変形を、より簡易的な方法で防止する。
【解決手段】成形品11に穴を形成するために、金型31の意匠成形面32に固定され、且つ成形品11の穴13のエッジをR面取り形状とするために、意匠成形面32側の端部に、意匠成形面32に向かって末広がりとなる逆R形状の鍔部34が形成される入れ子33を成形する場合、鍔部34が削り出される前の入れ子母材61を金型31とは異なる治具62に固定し、先端形状がR面取り形状に対応する刃具を備えた切削加工機にて、入れ子母材61の側面を、刃具の先端が治具62に食い込む位置まで切削し、入れ子母材61から鍔部34を削り出すことにより、入れ子33を成形する。
(もっと読む)
台タイヤ製造方法及びタイヤ製造方法並びに台タイヤ
【課題】未加硫の台タイヤの加硫において、加硫不足や過加硫が生じることを抑制し、均一な加硫度の台タイヤを得ることが可能な台タイヤ製造方法、及び、当該台タイヤを用いたタイヤ製造方法並びに台タイヤを提供する。
【解決手段】トレッドゴムを貼着するトレッド領域を有する加硫済み台タイヤの製造方法であって、未加硫の台タイヤを加硫金型により外側から包囲し、台タイヤにおけるサイド領域を第1加熱手段により加熱し、サイド領域よりもタイヤ厚さが厚いトレッド領域を第2加熱手段により加熱し、第2加熱手段によってトレッド領域に与えられる熱量が、第1加熱手段によってサイド領域に与えられる熱量よりも少なくなるように加硫成型するようにした。
(もっと読む)
タイヤ加硫機
【課題】熟練の技術が要求されることなく、経験の浅い作業者であっても、短時間にコンテナモールドの位置決めを行うことができ、コンテナオフセンターの問題を解消することができるタイヤ加硫機を提供する。
【解決手段】コンテナモールド30を下側プラテン23の中心に位置決め可能なコンテナモールド位置決め手段を備えたタイヤ加硫機であって、コンテナモールド位置決め手段は、下側プラテン23の中心から放射され、かつ中心の回りにほぼ等間隔に位置する複数の放射線上に、それぞれ配置される位置決め用の複数のチャックと、チャックを放射線に沿って往復動させるチャック機構40とを備えており、チャックを待機位置(初期位置)から中心に向けて移動させてコンテナモールド30を外側から把持することにより、コンテナモールド30の位置決めを行う。
(もっと読む)
成形品取出方法及び装置
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
導光板を成形する金型、及び該金型を製作する方法
【課題】入射光を、効率的に反射、拡散して面発光の輝度を高めることのできるバックライトとして用いられる導光板を、高密度で成形可能な金型(ドットスタンパー)及びその製作方法を実現する。
【解決手段】ドットスタンパー1の金属基材板3の表面にドリル4を用いて互いに隣接する4つの円錐孔8〜11を一部が重複するように穿孔することにより、4つの円錐孔8〜11で囲まれ穿孔されていない金属基材板3の部分を頂部15として、頂部15を中心に周囲に広がり、平面視で湾曲状の円錐面の一部から成る4つの傾斜面と、該4つの傾斜面のうち互いに隣接する傾斜面の境界に位置し、平面視が直線であって垂直断面が湾曲状の稜線17とを備えた凸部5を形成する。
(もっと読む)
タイヤの製造方法、及び、タイヤの加硫成型装置
【課題】PCTを用いた加硫成型前のタイヤを加硫成型装置で加硫成型する場合に、PCTのトレッド面に形成されている溝の変形を抑制できるタイヤの製造方法及びタイヤの加硫成型装置を提供する。
【解決手段】本発明に係るタイヤの製造方法は、加硫済みのトレッド(PCT12)を用いて形成された加硫成型前のタイヤ2を加硫成型する場合に、加硫成型装置1の成型空間内に所定状態に設置された加硫成型前のタイヤ2のトレッド面3と対向する当該加硫成型前のタイヤ2の内面4に熱と圧力とを加えて当該タイヤ2を加硫成型するタイヤの製造方法において、前記トレッド面3に形成されている溝5の内面6と前記加硫成型装置1の成型面7との間に形成される空間8に、加硫成型中における前記溝5の形状変形を抑制するための溝形状変形抑制手段を設けた。
(もっと読む)
型締装置
【課題】比較的簡単な構造により型締時に固定盤と可動盤との間の平行度を維持することができる型締装置を提供する。
【解決手段】ベース12と、固定金型19が取付けられる固定盤15と、前記固定盤15に対して複数のタイバ20により連結される受圧盤18と、固定盤15と受圧盤18の間に設けられ可動金型22が取付けられる可動盤21と、前記固定金型19と可動金型22を型締する型締機構37とが配設された型締装置において、少なくとも両側下面15fがベース12に対して摺動可能であって側面15bが案内部材23に対して摺動可能または所定のクリアランスを有して取付けられた固定盤15と、リニアガイド機構57によりベース12に対して移動自在であって前記タイバ20に対して無負荷状態に配設された可動盤21と、が設けられている。
(もっと読む)
型締装置
【課題】比較的簡単な構造により型締時に固定盤と可動盤との間の平行度を維持することができる型締装置を提供する。
【解決手段】ベース12と、固定金型19が取付けられる固定盤15と、前記固定盤15に対して複数のタイバ20により連結される受圧盤18と、固定盤15と受圧盤18の間に設けられ可動金型22が取付けられる可動盤21と、前記固定金型19と可動金型22を型締する型締機構37とが配設された型締装置において、受圧盤18には型開閉方向の軸Bに直交する面Cに対して上下方向および左右方向の盤の角度が変更可能な角度調整機構40が設けられている。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】より安価に型締部を基準姿勢に戻すことができる射出成形機等に用いられる型締装置及び射出成形機を提供する。
【解決手段】型締装置は、第1及び第2の型締部40と、駆動源としてのモータ92及び前記第1の型締部の移動を案内する軸91を含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段90と、各々の前記被付勢部位の移動量を検出する検出手段93とを備える。前記モータを制御して、前記第1の型締部をその限界まで傾かせた第1姿勢とし、更に、逆方向に限界まで傾かせた第2姿勢とし、前記検出手段が検出した、前記第1姿勢から前記第2姿勢に移行する間の前記被付勢部位の移動量に基づいて、前記第1の型締部の姿勢を基準姿勢に復帰させる。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
41 - 60 / 1,010
[ Back to top ]