
Fターム[4F202AR07]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 位置(←角度、開度) (1,010)
Fターム[4F202AR07]に分類される特許
21 - 40 / 1,010
タイヤ用加硫金型および自動二輪車用タイヤ
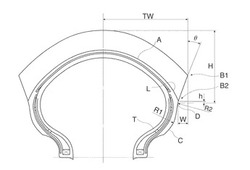
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品

【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
インプリント用位置合わせマーク、該マークを備えたテンプレートおよびその製造方法
【課題】インプリント用テンプレートに設ける洗浄耐性に優れたハイコントラストの位置合わせマーク、該マークを備えたテンプレート及びその製造方法を提供する。
【解決手段】光透過性基材の一主面に凹凸パターンを形成したテンプレート10を、被加工基板上の光硬化性材料に押し付けると共に、テンプレート10を介して光硬化性材料を感光させる光を照射することによって、光硬化性材料を光硬化させて凹凸パターンを転写するインプリント方法に用いるテンプレートの位置合わせマーク13であって、前記位置合わせマーク13が、光透過性基材を掘り込んで形成した凹凸パターン部と、凹凸パターン部の光透過性基材上に形成された遮光膜パターン部16からなり、前記遮光膜パターン部16が遮光膜14と該遮光膜上に設けた耐洗浄性保護膜15との2層膜で構成されていることを特徴とする。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
竪型射出成形機
【課題】型厚調整装置がエンドプレートから下方に突出させたタイバーと支持面との衝突をより確実に防止する竪型射出成形機を提供すること。
【解決手段】本発明に係る竪型射出成形機100は、タイバー13a〜13cに接続された可動プラテン11とエンドプレート12との間の距離を調整する型厚調整部50と、型厚調整部50による調整量を制限する型厚調整制限部60と、を備える。型厚調整制限部60は、検出部62、63と、検出部62、63に対して鉛直方向に相対的に変位する被検出部64とを有し、検出部62、63が被検出部64の近接を検出したときに型厚調整部50による調整を停止させる。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いるものであって、該空気入りタイヤは、インナーライナーを内面に備え、該インナーライナーは、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層を含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
型締装置及び型締方法
【課題】モータの出力増大を伴うことなくトグル機構にデッドロックが発生することを防止しうる型締装置及び型締方法を提供する。
【解決手段】可動プラテン13を固定プラテン12に対して進退させるトグル機構20と、トグル機構20と接続されたクロスヘッド24を移動させる型締モータ26とを含む型締装置において、クロスヘッド24をトグル機構20がクニッキングを有する所定の型締位置に移動させて型締モータ26を停止させた型締状態で当該型締位置に保持可能とする。
(もっと読む)
樹脂の射出成形の設計パラメータ決定方法、射出成形品の製造方法及び樹脂の射出成形の設計パラメータ決定プログラム
【課題】 射出成形品の形状が複雑で入り組んだものである場合等であってもウエルドを適切な位置に発生させる。
【解決手段】 設計パラメータ決定方法は、射出成形品の形状モデルを生成する形状モデル生成ステップ(S01)と、射出成形品においてウエルドの発生が制御される特定領域の情報を入力する特定領域情報入力ステップ(S02)と、形状モデルにおいて特定領域から樹脂を流入したときの各位置の当該樹脂の充填時間を算出する充填時間算出ステップ(S03)と、形状モデルへの樹脂の流入状態を求める数値解析手法、及び当該形状モデルにおける各位置のウエルドの発生に対して上記の充填時間に基づき重みづけされる評価関数を用いた最適化手法によって設計パラメータを決定する設計パラメータ決定ステップ(S04〜S09)と、設計パラメータを出力する設計パラメータ出力ステップ(S10)とを含む。
(もっと読む)
型締装置、成形機、型盤、型締装置の制御方法、及び型盤の制御方法
【課題】高精度に調整可能な型締装置を提供する。
【解決手段】一つの形態に係る型締装置1は、金型11が取り付けられる型盤3と、型盤3の傾きを調整可能な駆動部31と、型盤3または金型11の角度に関する情報を検出する測定部33と、測定部33からの情報に基づいて駆動部31を動作させる制御部34とを備える。
(もっと読む)
レンズ用金型及びウェーハレベルレンズ
【課題】成形されたレンズの中心位置やレンズピッチを高精度に測定することができるレンズ用金型及びウェーハレベルレンズを提供する。
【解決手段】本技術の一形態に係るレンズ用金型は、第1の成形面と、複数の第2の成形面と、複数のエッジ部とを具備する。上記第1の成形面は、第1の軸方向に平行な平面で形成される。上記複数の第2の成形面は、上記第1の軸方向に直交する第2の軸方向に平行な主軸をそれぞれ有する球面又は非球面で形成される。上記複数の第2の成形面は、上記第1の成形面に上記第1の軸方向に沿って第1のピッチで配置される。上記複数のエッジ部は、上記第1の成形面に前記複数の第2の成形面の各々に対応して設けられ、上記第1の軸方向に沿って上記第1のピッチで形成される。
(もっと読む)
タイヤ加硫装置及びタイヤ製造方法
【課題】未加硫タイヤを加硫するときに、加硫モールドと加硫リングの間に隙間が生じるのを防止する。
【解決手段】加硫リング21は、未加硫タイヤ90のビード部91に装着される。加硫モールド10は、未加硫タイヤ90と加硫リング21を収容する。嵌合部15は、加硫モールド10の内周に設けられて加硫リング21が嵌合する。嵌合部15は、加硫モールド10内に向かって次第に拡がる環状の傾斜面15Aを有する。加硫リング21は、嵌合部15よりも温度が低いときに、傾斜面15Aに隙間なく嵌合する傾斜した外周面21Aを有する。加硫リング21は、温度の上昇に伴う熱膨張により傾斜面15Aに沿って変位する。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
ローラーモールドの作製装置および作製方法
【課題】温度変化によりマスクとローラーモールドの相対位置にズレが生じたとしても当該ローラーモールドのレジスト上での描画位置のズレを最小化できるようにする。
【解決手段】温度変化による影響を受けない系として扱うことができる絶対系を規準としてローラーモールド100の位置を測定し、さらに、電子ビーム照射装置2から照射された電子ビームの一部を透過させるマスク3の位置を測定し、ローラーモールド100と、該ローラーモールド100を支持するローラー支持治具20と、マスク3と、該マスク3を支持するマスク架台30とのうちの少なくとも一つにおいて相対的位置ズレが生じた場合に、ローラーモールド100およびマスク3の位置の絶対系との差分に基づく相対的ズレ量を検出し、ローラーモールド100およびマスク3の少なくとも一方を動かし、電子ビームによるローラーモールド100のレジスト上での描画位置のズレを最小化する。
(もっと読む)
樹脂成形品の成形金型及び成形方法
【課題】複数の固定部に金属製の円筒体又は長円筒体を正確に配置することができる良好な樹脂成形品の成形金型及び成形方法を提供する。
【解決手段】成形金型51は、箱本体の複数の固定部にそれぞれ形成される挿通孔の内面に、金属製の円形カラー33又は長円形カラーをインサート成形するためのキャビティ54,55を備える。円形カラー33が装着される円筒ボス部61備えたキャビティ54には、円形カラー33が円筒ボス部61に挿入される際には干渉せず、長円形カラーが円筒ボス部61に挿入される際には干渉して該長円形カラーが円筒ボス部61に挿入されるのを阻止する複数の突起63が突設されている。
(もっと読む)
表面パネルの製造方法
【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
光学素子の製造方法
【課題】新しい成形金型を使用する場合であっても、光学素子の性能不良を防止することができる光学素子の製造方法を提供すること。
【解決手段】新しい成形金型40を使用する場合であっても、所定回数のドライサイクル運転を行った後にレンズLPの生産開始を行うことにより、レンズLPの性能不良を防止することができる。つまり、予め所定回数のドライサイクル運転を行うことで初期摩耗状態を起こし、位置決め部材である凹状部材59及び凸状部材69の摩耗の進行が比較的緩やかになった後にレンズLPの生産を行うことでレンズLPの性能が安定する。これにより、レンズLPの歩留まりを向上させることができる。
(もっと読む)
21 - 40 / 1,010
[ Back to top ]