
Fターム[4F202AR12]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 寸法(←長さ、大きさ、厚み等) (1,120)
Fターム[4F202AR12]に分類される特許
201 - 220 / 1,120
樹脂成形品、樹脂成形品の成形方法および成形用金型

【課題】材着用と塗装用の樹脂成形品の成形用金型を共通させ、無塗装の場合でも樹脂成形品の耐傷付き性が低下せず、塗装した場合でも樹脂成形品の外観品質が低下しないようにすることを目的とする。
【解決手段】本発明は、表面にシボが成形された樹脂成形品であって、前記シボの深さを3μm以上5μm以下とし、前記シボのピッチを550μm以上750μm以下とし、前記シボのシボ表面の60°グロスを28以上35以下としたことを特徴とする。
(もっと読む)
微細構造体及び微細構造体の製造方法

【課題】構造体自体の更なる小型化を可能とし、耐久性に優れた合成樹脂製の微細構造体を提供することを目的とする。
【解決手段】本発明は、一方の面に開口する一又は複数の微細空間を有する微細構造体であって、上記一又は複数の微細空間を区画する隔壁の平均厚さ(T)が20μm以上350μm以下であり、基材としてシリコーン樹脂が用いられていることを特徴とする。上記一又は複数の微細空間の深さ(D)の隔壁の平均厚さ(T)に対するアスペクト比(D/T)としては2以上25以下が好ましい。また、当該微細構造体は、微細粒子を含有するとよい。
(もっと読む)
成形機および型を形成するプロセス
未加硫タイヤの保管装置
【課題】一時保管中の未加硫タイヤの変形量が予測不能又は予測よりも大きい又は不明であっても、製品タイヤのセンターずれを抑制できるようにする。
【解決手段】保管装置の受け皿は、横置きされた未加硫タイヤGTのトレッド部からサイドウォール部迄を支持する第1の受け皿1と、第1の受け皿1上に配置され、未加硫タイヤGTのハンプ部を支持する第2の受け皿2からなる。第1の受け皿1は矢印a1に示すように昇降する。第2の受け皿2は矢印a2に示すように傾斜が変化する。第1の受け皿1の高さ、第2の受け皿2の傾斜を調整することで、未加硫タイヤGTのセンターの高さと目標高さとの差異を予め定められた値以下にする。
(もっと読む)
改良型の共射出成形
多孔構造体の製造方法
【課題】従来の多孔構造体の場合よりも多数の貫通孔を形成することが可能で、かつ、従来の多孔構造体の場合よりも機械的強度を高くすることが可能な多孔構造体を製造することが可能な多孔構造体の製造方法を提供する。
【解決手段】筒状外周部材10の内側に、円筒状内周部材20a,20bと、円柱状最内周部材30とが順次挿入された構造を有し、かつ、筒状外周部材、円筒状内周部材及び円柱状最内周部材のうち、径方向に隣接する2つの部材間に複数の貫通孔が形成されてなる多孔構造体1を製造するための多孔構造体の製造方法。筒状外周部材に対して、1以上の円筒状内周部材及び円柱状最内周部材を軸方向に沿って圧入することにより、筒状外周部材、円筒状内周部材及び円柱状最内周部材が一体化された多孔構造体1を製造する。
(もっと読む)
成形装置
【課題】外周不要部分を成形装置から払い出すことが可能な成形装置を提供する
【解決手段】水平方向に相対移動可能とされ、基材70をプレス成形可能な一対の型2と、基材70の側部にアンダーカット部72Aを成形可能なスライド型5と、を備え、基材70のうち、一対の型2及びスライド型5を型閉じすることによって形成される成形空間Sから外部にはみ出た外周不要部分71を切断することで成形品60が成形される成形装置1であって、外周不要部分71のうち成形空間Sから下方にはみ出た下部不要部分73を切断する下部切断刃16と、外周不要部分71のうち下部不要部分73と連なって成形空間Sから側方にはみ出た側部不要部分72を切断する切断刃15と、下部不要部分73を一対の型2から離脱させることで、下部不要部分73及び側部不要部分72の双方を一括して下方に払い出す払い出し装置30と、を備えていることを特徴とする。
(もっと読む)
コアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品
【課題】型製作費を抑えつつ容器状発泡成形品の側壁の先端面に玉縁を設けることが可能なコアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品を提供する。
【解決手段】本発明に係るコアバック式発泡樹脂成形型21は、側壁52の先端縁(先端厚肉部53)を成形するための厚肉成形部24Bと、側壁52の先端縁以外の部分(側壁主体部54)を成形するための側壁主体成形部24Bとをキャビティ24に備えている。このキャビティ24に溶融樹脂を充填して成形型21をコアバックさせると、厚肉成形部24Bにて成形された先端厚肉部53の端面が隆起して玉縁55が形成される。即ち、成形型21に玉縁用の溝を形成しなくても玉縁55を形成することができ、成形型21の型製作費を抑えることができる。
(もっと読む)
複合成形品用射出成形機の型締装置およびその作動方法
【課題】 第1の盤と第2の盤との間に、両面に中間金型が取付けられ型開閉方向と直交する方向の回転軸を中心に回転する回転盤が設けられ、型閉されて複数のキャビティが形成される複合成形品用射出成形機の型締装置における盤の熱膨張を調整する。
【解決手段】 第1の金型19が取付けられる第1の盤20と第2の金型15が取付けられる第2の盤16との間に、両面に中間金型38,39が取付けられ型開閉方向と直交する方向の回転軸36a,36bを中心に回転する回転盤37が設けられ、前記第1の金型19と中間金型38,39、前記第2の金型15と中間金型38,39とがそれぞれ型閉されてキャビティが形成される複合成形品用射出成形機11の型締装置12において、前記第1の盤20と第2の盤16の組合せ、および回転盤37の少なくとも一方には盤の熱膨張を調整する調整機構51を設ける。
(もっと読む)
型締装置及び射出成形機
【課題】駆動機構間の誤差や金型の取り付け誤差が解消されるように駆動源に対する制御量を補正すること。
【解決手段】第1の型締部の互いに異なる被付勢部位に対して前記第1の型締部を進退させる移動力を付勢する、複数軸タイプの駆動手段と、軸毎の各々のモータを制御して型締時の型締力を制御する型締力制御手段と、各々の前記被付勢部位の移動量を検出する検出手段と、型締時の制御量を補正するための補正値を設定する補正手段とを備え、前記補正手段は、型締方向に前記第1の型締部が移動するよう各々の前記モータを制御する移動制御手段と、前記検出手段が検出した移動量と前記移動制御手段の制御における指令移動量との差分が規定値を超えた前記被付勢部位について対応する前記モータの制御量に関する制御情報を保存する保存手段と、各々の前記モータの前記制御情報に基づいて前記補正値を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
樹脂成形品の製造方法
【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
型締装置
【課題】型締部の移動の時間、特に、型締後の型締部の退避移動の時間を短縮すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部を移動させる駆動手段と、前記駆動手段を制御して、前記第1の型締部が前記第2の型締部に近接する方向に移動するように前記駆動手段に駆動力を発揮させる型締め制御と、前記第1の型締部が前記第2の型締部から離間する方向に移動するように前記駆動手段に駆動力を発揮させる退避移動制御と、を実行する制御手段とを備え、前記制御手段は、前記型締め制御の後、前記駆動手段の駆動力を消失させる消失制御を行った後、前記退避移動制御を行うことを特徴とする。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
環状医療具の成形型及びこの成形型を用いて成形された環状医療具
【課題】医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能であり、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型及びこの成形型を用いて成形された環状医療具を提供する。
【解決手段】雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3cを有する環状医療具3を成形することを特徴とする。
(もっと読む)
立壁を有するポリカーボネート樹脂成形品の製造方法、およびそれにより得られた成形品
【課題】立壁を有するポリカーボネート樹脂成形品の、効率的で、樹脂原料の多様化に対応可能であり、かつ歪みの大幅な低減を可能とする製造方法を提供する。
【解決手段】成形品厚みをT(mm)、立壁の高さをH(mm)、成形品と立壁部がなす角度をθ(°)としたときに、下記式(1)、(2)、(3)、(4)および(5)
H≦141T−422 (8mm<T≦10mm) (1)
H≦121T−262 (6mm<T≦8mm) (2)
H≦101T−143 (4mm<T≦6mm) (3)
H≦76T−46 (T≦4mm) (4)
90°≦θ≦180° (5)
を満足する形状を有する、立壁を有するポリカーボネート樹脂成形品の製造方法であって、(i)可動側金型が圧縮ストローク分だけ余分に開かれた中間型締め状態において金型キャビティ内へ溶融した粘度平均分子量が17,000〜29,000のポリカーボネート樹脂を射出する工程(工程−i)、(ii)射出後に樹脂を圧縮して最終型締めを行う工程(工程−ii)、(iii)最終型締め後更に樹脂を圧縮する工程(工程−iii)、および(iv)樹脂を金型キャビティ内より取り出し可能となる温度まで冷却させ成形品を取り出す工程(工程−iv)からなり、シリンダー温度が280℃以上、金型温度が80℃以上であることを特徴とする立壁を有するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
燃料電池用高分子電解質膜の製造方法
燃料電池の発電効率を向上させるために、本発明は、以下の工程(A)〜(E)を包含する、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部の配列を有する表面を具備する高分子電解質膜を製造する方法を提供する:複数の微細凹部(103)の配列を有する表面を具備する鋳型を準備する工程(A)、ここで、各微細凹部は底面および側壁を具備し、各底面および各側壁は親水性を有し、各側壁は平滑であり、各複数の微細凹部は3μm以上12μm以下の深さおよび0.4以上2.0以下のアスペクト比を有し、前記表面に親水性の高分子電解質溶液を供給する工程(B)、前記高分子電解質溶液を固化して高分子電解質膜を形成する工程(C)、前記高分子電解質膜を親水性液体に浸漬する工程(D)、および前記親水性溶液中で前記鋳型から前記高分子電解質膜を剥離して、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部を有する配列を具備する高分子電解質膜を形成する工程(E)。 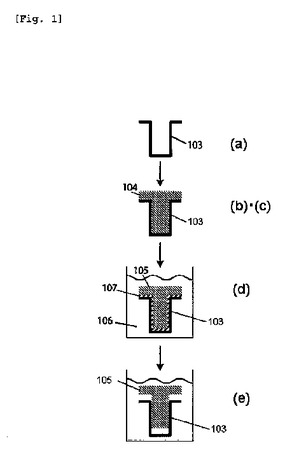 (もっと読む)
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
高コントラスト位置合わせマークを有するテンプレート
高コントラスト材料の位置合わせマークを有するテンプレートを形成するためのシステム及び方法を説明する。高コントラスト材料は、位置合わせマークの凹部内に位置することができる。 (もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
動力伝達機構の異常検出手段を備えた射出成形機
【課題】モータなどによって駆動され回転運動を直線移動に変換する複数の駆動装置を有する動力伝達機構に発生する異常検出を、ひずみセンサを用いることによって行うことが可能な射出成形機を提供する。
【解決手段】回転運動を直線移動に変換する複数の駆動装置であるボールネジ14a,14bを駆動するエジェクタ用サーボモータ10と、ボールネジ14a,14bの支持部材であるベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bと、同時刻に前記それぞれの支持部材に取り付けられたひずみセンサで検出されたひずみ量を読み取り、ベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bで検出されたひずみ量の差の絶対値があらかじめ設定した設定値より大きいか否かを判別し、異常信号を出力する制御装置20と、制御装置20からの異常信号により警報を発生する警報装置22とを備えた射出成形機。
(もっと読む)
201 - 220 / 1,120
[ Back to top ]