
Fターム[4F202AR12]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 寸法(←長さ、大きさ、厚み等) (1,120)
Fターム[4F202AR12]に分類される特許
121 - 140 / 1,120
射出成形金型、射出成形方法およびレンズ
【課題】樹脂製の薄い凹レンズにおいて、ウェルドラインによる光学特性の低下を防止しつつ、生産性の低下を防止できる射出成形金型を提供する。
【解決手段】レンズ成形空間部3の成形面には、金型より熱伝導率の低い断熱層14,24が設けられている。レンズ成形空間部3内では、ゲート61,62から流入した溶融樹脂うちのフランジ成形部32の光学機能成形部31の右側を通った溶融樹脂と、フランジ成形部32の光学機能成形部31の左側を通った溶融樹脂とが、フランジ成形部32のゲート61,62に対向する側で会合する。この際に、ゲート61,62からレンズ成形空間部3内に流入された溶融樹脂のうちのフランジ成形部32から最薄部を含む光学機能成形部31を通った溶融樹脂がゲート61,62に対向する側で光学機能成形部31とフランジ成形部32との境界を越えてフランジ成形部32に至るように設定されている。
(もっと読む)
射出成形システム

【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
タイヤ用水系白色離型剤
【課題】 タイヤ製造時に周囲を黒く汚染せず、良好な平滑性および離型性を有し、加硫成型後に透明となり適度な光沢を付与するタイヤ用水系白色離型剤を提供することである。
【解決手段】 タイヤ用水系白色離型剤は、二酸化ケイ素を構成成分に含む無機成分と、ゴムと、ワックスと、水とを含有する。そして、無機成分、ゴムおよびワックスの合計量に対して、無機成分の重量割合が5〜45重量%、ゴムの重量割合が10〜85重量%、ワックスの重量割合が10〜85重量%であるとよい。
(もっと読む)
流延ダイ、ダイヘッドの製造方法及びフィルムの製造方法
【課題】ソリを抑えながら幅広化のダイヘッド本体にDLC層を設ける。
【解決手段】ドープが流通する流路が設けられた流延ダイは、ダイ本体を備える。ダイ本体の上部には流路の入口が開口する。ダイ本体の下方先端部には流路の出口が開口する。ダイ本体は1対の側板と1対のリップ板とを有する。流路は1対の側板と1対のリップ板とによって囲まれてなる。リップ板は、流路の入口の構成部材であるリップ板本体と、出口の構成部材であるダイヘッド82とからなる。ダイヘッド82はボルトによりリップ板本体と締結可能である。ダイヘッド82は、楔形のダイヘッド本体85とダイヘッド本体85の表面全体に設けられたDLC膜86からなる。DLC膜86は、イオン蒸着法によりダイヘッド本体85に設けられる。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
射出成形法によるマイクロニードル製造用の金型
【課題】剣山型マイクロニードルを射出成形で作製するための金型、特に金型の穴の目詰まりの清掃が容易で良好な状態に維持し易い金型を提供する。
【解決手段】直方体状の金属製平板の角に複数の切り込み部分を形成させ、そのような2枚1組の金属平板で1列の微小針が作製できるような窪みを持った鋳型を作製する。その鋳型を必要な個数だけ集めて金型を作製することによって、分解して清掃が容易な金型として射出成形に使用して、良好な形状の剣山型マイクロニードルを作製できることを見出した。この結果により、金属平板の組合せにより、金型の穴の目詰まりの清掃が容易で良好な状態に維持し易い射出成形用の金型が提供できるようになった。
(もっと読む)
樹脂成型レンズ
【課題】見栄えの良いレンズであって、しかもゲート痕が発生してもスイッチノブにキズが付くことがない樹脂成型レンズを提供する。
【解決手段】シーソー式スイッチノブを挿入する挿入口を備えた室内照明灯の樹脂成型レンズ20において、金型D1とD2で樹脂成型するにあたり、挿入口の内側側面に樹脂成型用ゲートGおよびG1を設置して形成し、かつ、ゲートG、G1により発生するゲート痕G2の高さよりも背の高い突起20Tをゲート痕G2の近傍に形成するようにした。
(もっと読む)
印写リソグラフィの方法
【課題】テンプレートに付けたパターンを印写可能媒体に印写することによってパターンを基板に転写する印写リソグラフィで、この印写可能媒体として熱可塑性または熱硬化性樹脂を使うとき、それだけを必要な温度に迅速に加熱する装置・方法を提供する。
【解決手段】テンプレート30の転写すべきパターンの上に薄い金属層35が設けてあり、このテンプレート30を印写可能媒体34に接触させ、それとそれを保持するホルダ31を通してレーザ36のビーム37で照射する。このビーム37を金属層35が効率的に吸収し、この金属層からの熱を印写可能媒体34へ効率的に伝達するので、印写可能媒体34の加熱が迅速であり、熱が基板32に入って基板を歪めることがない。
(もっと読む)
クロスプライタイヤの製造方法
【課題】成形不良の発生、及びカーカスコードの配列乱れを抑制する。
【解決手段】円筒状の成形ドラム上で、タイヤ構成部材を重ね合わせて積層することにより円筒状の生タイヤを形成する円筒状生タイヤ形成工程と、前記成形ドラムから取り外された円筒状の生タイヤを、ブラダーを有するプリシェーピング手段の前記ブラダーの膨張によりトロイド状の生タイヤにプリシェーピングするプリシェーピング工程と、このプリシェーピングされたトロイド状の生タイヤを、加硫金型に投入して加硫成形する加硫成形工程とを含む。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
対物レンズの製造方法
【課題】従来の成形方法では、微細な回折構造を有する対物レンズを安定して成形することができなかった。
【解決手段】青色レーザを用いた光ピックアップ装置に搭載され、表面に微細構造を有する対物レンズの製造方法であって、二酸化炭素の含浸率が0.5〜1.5wt%の樹脂材料を射出成形装置に供給する供給工程と、前記供給された樹脂材料を金型内に射出し、レンズ形状に成形する成形工程と、を備える。このような構成により、微細構造を有する対物レンズを安定して成形することができる。
(もっと読む)
微細加工を施した合成樹脂シートおよびこれを使用した合成樹脂成形品
【課題】
高級感に満ちた加飾面を備えたインモールド成形用の合成樹脂シート、および当該合成樹脂シートを備え、当該合成樹脂シートと一体化された合成樹脂成形品を提供することを課題とする。
【解決手段】
インモールド成形法に使用され、加飾面を有する合成樹脂シートにおいて、 当該合成樹脂シートの片面又は両面に、高さ又は深さ100μm以下、幅100μm以下の微細な凹凸状ラインの集合体から構成される図形、模様、文字、およびこれらの組合せを備え、当該凹凸状ラインの集合体は、視認できる少なくとも2以上の集合体から構成され、1の凹凸状ラインの集合体の高さ又は深さと、その他の凹凸状ラインの集合体の高さ又は深さが異なる構成の合成樹脂シートとした。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いて、インナーライナーを内面に備える空気入りタイヤを製造する方法であって、インナーライナーは、0.05mm以上0.6mm以下の厚さのSIBS層を有し、該SIBS層は、炭素数4のモノマー単位を重合して得られる重合体を0.5質量%以上40質量%以下含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、前記タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
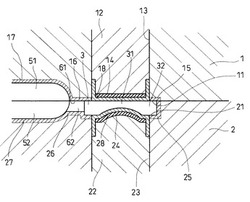
成形装置と成形方法
【課題】成形品の品質低下、薄肉のキャビティ内への溶融素材の充填性の阻害及び金型や摺動部材の摺動動作の阻害をそれぞれ防止した成形装置と成形方法の提供。
【解決手段】薄肉成形品の形状に形成されたキャビティ5と、キャビティ5に溶融素材を送りこむ射出口7と、を金型2に設けた成形装置(と成形方法)において、キャビティ5に設けられた開口部(12〜14)から金型2の外部に連通する通気路(21〜23)と、自動開閉機構(15〜17)を介して前記開口部の閉塞位置から開放位置まで進退動作することにより、開口部(12〜14)を開閉する開閉部材(18〜20)と、を設け、開閉部材(18〜20)は、キャビティ5内の溶融素材が開口部(12〜14)に到達する前に前記開口部を閉塞するようにした。
(もっと読む)
プリフォームの射出成形装置
【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
空気入りタイヤの成形方法および装置
【課題】成形ユニットを用いてグリーンタイヤを成形する際に、ターンアップした部材を強固に圧着できる空気入りタイヤの成形方法および装置を提供する。
【解決手段】外周面にグリーンタイヤを装着したまま加硫用モールドの中に配置される成形ユニット3の成形ブラダ4を収縮させた状態にして、バンド部材11を外嵌するように配置し、バンド部材11の外周側所定位置に規制リング7を少なくとも3つ配置して成形ブラダ4を膨張させつつ、一対のブラダ保持部5の間隔を小さくして、すべての規制リング7でバンド部材11の膨出量を規制して、バンド部材11の両端部をターンアップした後、両端側の規制リング7を退避させて、残りの規制リング7だけでターンアップを行なって形成した中間グリーンタイヤG1に外嵌するように配置したベルト部材を、成形ブラダ4を膨張させて中間グリーンタイヤG1の外周面に貼り合わせる。
(もっと読む)
121 - 140 / 1,120
[ Back to top ]