
Fターム[4F202AR12]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 寸法(←長さ、大きさ、厚み等) (1,120)
Fターム[4F202AR12]に分類される特許
41 - 60 / 1,120
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
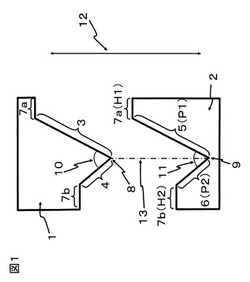
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
モールドの製造方法、および微細凹凸構造を表面に有する成形体

【課題】細孔の間隔が大きいモールドを製造する場合であっても、特殊な装置を用いることなく、最初に形成される酸化皮膜を薄膜化でき、結晶粒界に由来するマクロな凹凸を転写面に生じさせにくいモールドを製造する方法、および該モールドの微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体の提供。
【解決手段】アルミニウム基材10の表面に、複数の細孔12を有する酸化皮膜14が形成されたモールド18を製造する方法であって、電解液中でアルミニウム基材10に間欠的に電流を流して陽極酸化し、該アルミニウム基材10の表面に複数の細孔12を有する酸化皮膜14を形成する工程(工程(a))を有する、モールドの製造方法、およびこれより得られたモールド18の表面に形成された複数の細孔12からなる微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
硬化物の成形型および硬化物の製造方法
【課題】気泡混入のない硬化物を好適に製造し得る硬化物の成形型を提供する。
【解決手段】上型10および下型20からなり、硬化性材料30を上型10と下型20とにより挟み込むことによって、表面に素子が形成された硬化物を成形する金型1であって、上型10には突出部40が設けられている。
(もっと読む)
解析装置、その方法及びそのプログラム
【課題】安定的に解を求めることができるようにサポート範囲を設定する解析装置を提供する。
【解決手段】タイヤ100をメッシュフリー法によって解析する解析装置30において、複数の節点によってサブセル領域4に分割された3次元のタイヤモデル6が入力する入力部32と、各節点を中心に、3次元よりなる楕円形のサポート範囲7をそれぞれ設定し、このサポート範囲7に含まれる節点の3次元の位置情報と、サポート範囲7の各節点と中心にある節点すらの距離に応じて重み係数が定まる核関数とを用いて、サポート範囲7ないの変位を示す近似関数を求める解析部34とを有する。
(もっと読む)
型、それを用いたインプリント装置、インプリント方法および物品の製造方法
【課題】基板上の樹脂に生成されるパターンの欠陥の発生を抑えるのに有利な型を提供する。
【解決手段】この型7は、被処理体9に対して成形すべきパターンが形成されたパターン部7aを有する。型7は、被処理体9に向かう側とは反対の側に位置し、被処理体9に向かう面の中央部にて突出したパターン部7aを有する第1平板20と、被処理体9に向かう側に位置し、第1平板20に形成されたパターン部7aが被処理体9と対向するように貫通する開口部7cを有する第2平板22とを含む。ここで、第1平板20と第2平板22とは、内部空間である第1空間21を介して重なり合い、第1平板20は、パターン部7aを被処理体9に押し付ける方向に変形可能である。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
モールド金型及びこれを用いた樹脂モールド装置
【課題】ワークの厚みにばらつきが大きい場合にも、型締めバランスが安定し、フラッシュばりの生じない成形品質の高い薄型パッケージを量産できるモールド金型を提供する。
【解決手段】他方の金型3には、一方の金型2の可動クランパ6とワーク支持部14に載置されたワークWをクランプする際に、ワーク支持部14によりワーク板厚のばらつきを吸収して可動クランパ6に押し当てるくさび機構16が設けられている。
(もっと読む)
グリーンタイヤの保持装置
【課題】横倒し状態で一時的にグリーンタイヤをストックする際に、グリーンタイヤの変形を防止する膨張収縮体を、グリーンタイヤの内部に円滑にセットできるグリーンタイヤの保持装置を提供する。
【解決手段】グリーンタイヤGが横倒し状態で載置されるタイヤ載置台2と、タイヤ載置台2の上方に設置されるベースプレート4と、ベースプレート4の外周側に突出して、平面視で放射状に取り付けられる3枚以上の折畳み板5と、折畳み板5の上に載置されるゴム製の膨張収縮体7とを備え、折畳み板5の一端部をベースプレート4に回転可能に連結して、折畳み板5をベースプレート4の外周側に突出した横倒し状態にして、その上に載置されている膨張している膨張収縮体7を、収縮させるとともに折畳み板5を立ち上げることにより押圧して、ベースプレート4の中心側に向かって収容する。
(もっと読む)
金型構造及び射出成形装置
【課題】別途機器を配設せずに、射出時の圧力によって固定型と可動型とのキャビティ周辺におけるパーティング部におけるバリなどの成形不良の発生を防止し、加工コストや材料コストを抑制することが可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、可動型30がサポート部材32と成形型33とを備えて構成され、固定型20と可動型30とが近接した際にサポート部材32が弾性変形することによって、固定型20と可動型30との接触面に発生する成形圧力のエネルギーを吸収して、接触面に発生する成形圧力が略均一になるように、サポート部材32における剛性の分布が定められる。
(もっと読む)
アンダーカット処理機構
【課題】成形品Pのアンダーカット部P1が型抜き方向と交差する両側に凹凸する形状であっても、限られた設置スペース内でより大きな移動ストロークを実現して容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、アンダーカット部P1を成形する一対の成形コア51,52は型抜き方向に移動する保持駒40に連結支持され、型抜き時に各成形コア51,52は、互いに対接する成形位置から離隔する離型位置に向ってガイド手段33,34に案内され、それぞれ保持駒40の一端側から他端側へと互いに逆向きに前後ですれ違うように移動する。
(もっと読む)
空気入りタイヤの加硫方法および加硫装置
【課題】加硫工程でのインナーライナの擦れ故障を防止し、加硫モールド閉型時のグリーンタイヤのゴム噛みを防止する空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】グリーンタイヤ15の内部に最終シェーピング圧力を負荷した際に、レーザ変位計13によりグリーンタイヤ15の最大外径DTを逐次計測し、計測した最大外径DTと、予め把握している加硫モールドにおけるグリーンタイヤ15の最大外径に相当する位置の内径DMとを制御部10により比較して径寸法差dを算出し、算出した最大外径DTが予め把握している加硫モールドの内径DMよりも小さく、かつ、径寸法差dが予め設定されている許容範囲内になるように、制御部10により制御弁14を制御して最終シェーピング圧力を逐次調整する。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
射出成形方法
【課題】多点ゲート方式にて射出成形を行うにあたって、二方向から溶融樹脂材料が流入する場合であってもウエルドの発生を抑制するとともに、仮にそのウエルドの発生が不可避であっても当該ウエルドを目立ちにくいものとする。
【解決手段】バンパーフェイシアBfのバンパーサイド部Sbにはモール溝Mが延在していて、そのモール溝Mの底部に開口部としての複数の係合溝Hが間歇的または不連続で形成されている。バンパーサイド部Sbの成形に際して、矢印D方向からの溶融樹脂材料の流入をもってモール溝Mの末端まで回り込ませるものとする。その後にサイドゲート21から溶融樹脂材料を流入させる。これにより、モール溝mまたはその近傍でのウエルドの発生を抑制する。
(もっと読む)
ロール金型の製造方法と光学フィルムの製造方法、並びに、ロール金型と光学フィルム
【課題】ロール金型表面の全周において光学フィルムの品質上問題となるような不連続部分のないシームレスな微細パターンを形成することができるロール金型の製造方法を提供する。
【解決手段】円環基板の外周面上にマスター原版型のパターンの反転形状を繰り返し転写して円環マスターを作製し(ステップS2)、その円環マスターを用いて、円環状の内周面にパターンが転写された電鋳マスターを作製し(ステップS3)、その電鋳マスターの内周面に電気メッキによって金属層を析出させることにより、円環状の外周面にパターンを有するロール金型を作製する(ステップS4)。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いるものであって、該空気入りタイヤは、インナーライナーを内面に備え、該インナーライナーは、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層を含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
41 - 60 / 1,120
[ Back to top ]