
Fターム[4F202AR12]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 寸法(←長さ、大きさ、厚み等) (1,120)
Fターム[4F202AR12]に分類される特許
81 - 100 / 1,120
樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法
【課題】 計算機支援による最適化手法を用いて設計された金型を使用した射出成形法によってウェルド発生の可能性を有する樹脂成形体を得る場合において、ウェルド発生を低減化するための樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法の提供。
【解決手段】 ウェルド発生が低減化された樹脂成形体の設計方法であって、計算機支援による最適化手法を用いて設計され、該最適化手法において、樹脂成形体のデザインの制約を受ける制約パラメータと、前記制約を受けず任意に設定できる可変パラメータとを、少なくともそれぞれ1つずつ用い、前記制約パラメータの少なくとも1つと、前記可変パラメータの少なくとも1つとは、連動するものであることを特徴とする樹脂成形体の設計方法等による。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
合成樹脂製キャップ成形用の金型構造

【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
射出成形装置及び長尺成形品の製造方法
【課題】精度が必要な面においてヒケを抑制する。
【解決手段】第1金型と第2金型とを型締めすることで長尺に形成され、該長手方向に直交する断面において型開き方向に沿った互いに対向する一対の第1面の寸法Aと、型開き方向と直角方向に沿った互いに対向する一対の第2面の寸法Bとの比が1となる部分が長手方向中間部に生じるように該寸法Aと該寸法Bとの比が連続的に変化する部分を含むキャビティと、前記第1金型及び前記第2金型に設けられ、前記第2面の寸法Bが前記第1面の寸法Aより大きい範囲の温度を、前記一対の第2面の温度よりも前記一対の第1面の温度が高くなるように調整する第1温調回路と、を備える。これにより、第1面よりも第2面が精度を要求される場合に、当該第2面でのヒケを抑制できる。
(もっと読む)
金型製造方法及び金型
【課題】小型で高品質のレンズや当該レンズを成形可能なレプリカ型等を、高精度に成形することが可能となる金型の製造方法、及びその金型を提供すること。
【解決手段】本技術に係る金型製造方法は、ベースに孔を形成することを含む。前記ベースの孔に、第1の部材が有する孔が所定の位置となるように、前記第1の部材が所定の回転位置で挿入される。前記第1の部材の孔に、第2の部材が有する成形領域が所定の位置となるように、前記第2の部材が所定の回転位置で挿入される。
(もっと読む)
照明光路制御用光学レンズシートの製造用金型及び前記金型を用いて製造する前記シートおよび前記金型を用いて前記シートを製造する方法並びに液晶表示装置並びにディスプレイ
【課題】本発明は、液晶表示装置などのディスプレイの光源からの照明光路制御用光学レンズシートに関するものであって、その表面を形成している単位となる光学レンズが規則的に配置されている場合、液晶パネルの画素と光学レンズが干渉してモアレを生じ易いという問題と、その単位となる光学レンズの表面形状によっては、耐擦傷性や輝度の低下を生じるという問題があり、それらの解決を課題とする。
【解決手段】単位となる光学レンズの表面に、その単位寸法より微細な寸法の微細凹凸部を、3箇所以上で前記表面に沿って、前記表面を覆うように設けることにより、前記課題を解決するものである。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
光コネクタ部材およびその製造方法
【課題】樹脂製として軽量化などを図りながら、広い温度領域(−40℃〜125℃程度)で使用する場合でも光通信の伝達損失を低減できる光コネクタ部材、および、この光コネクタ部材の製造方法を提供する。
【解決手段】光コネクタ部材1は、異なる光ファイバケーブルの端部にそれぞれ設けられるフェルール2を2つと、これらのフェルール2を円筒内周面3cで同軸に突き合わせて嵌合保持する円筒状のスリーブ3とからなり、フェルール2およびスリーブ3は、それぞれ、充填材を配合した樹脂組成物の成形体であり、少なくともフェルール2とスリーブ3との嵌合保持部分において、フェルール2における充填材Aの配向およびスリーブ3における充填材Bの配向がいずれも軸方向であり、フェルール2とスリーブ3との線膨張係数(−40℃〜125℃における平均線膨張係数)の差が、±5×10-6 /℃以内である。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13のJIS Z0237に準じた保持力は、10mm以上又は落下であり、硬化工程において、2個の成形型11,12のいずれか一方又は両方が、成形型組立工程で固定した位置から粘着テープ13の内面を移動して互いの間隔を狭める。
(もっと読む)
成形型の製造方法
【課題】成形面を構成する樹脂層の形状精度が高い成形型の製造方法を提供すること。
【解決手段】この成形型は、基部10と、基部10の表面上に形成された樹脂層20とを備える。基部10は樹脂層20と比べて剛性が高い。基部10の表面上に、厚さ(Tb)が1mm以上の樹脂層20がライニング等によって形成される。次いで、形成された樹脂層20のうち成形面に対応する部分の厚さがTbからTaになるまで、その部分の表面部がエンドミル加工等の切削加工によって仕上げられる。これにより、成形面P1が完成する。成形面P1の形状精度として、切削加工によって得られる形状精度と同等の高い精度が得られる。また、樹脂層が形成される基部の剛性が高いので、樹脂層のみから構成される成形型と比べて、樹脂層が変形し難くなり、成形面の形状精度がより一層高められる。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、偏光フィルム14の外周部を折り曲げて偏光フィルム14の外周の側面を形成する工程と、第1のレンズ用モールド16及び偏光フィルム14の側面の周囲を包囲して第1のレンズ用モールド16と偏光フィルム14とを保持する第1の間隔保持用部材46によって、偏光フィルム14を第1のレンズ用モールド16に固定する工程と、第1及び第2のレンズ用モールド16,18及び第1の間隔保持用部材46と第2のレンズ用モールド18との周囲を包囲して、第1の間隔保持用部材46と第2のレンズ用モールド18とを保持する第2の間隔保持用部材47によって、偏光フィルム14の両側に外界と区画されるキャビティーを形成する工程と、を含む。
(もっと読む)
繊維強化プラスチックの成形方法とその成形装置
【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
入れ子成形方法、金型
【課題】金型に固定される入れ子の端部の変形を、より簡易的な方法で防止する。
【解決手段】成形品11に穴を形成するために、金型31の意匠成形面32に固定され、且つ成形品11の穴13のエッジをR面取り形状とするために、意匠成形面32側の端部に、意匠成形面32に向かって末広がりとなる逆R形状の鍔部34が形成される入れ子33を成形する場合、鍔部34が削り出される前の入れ子母材61を金型31とは異なる治具62に固定し、先端形状がR面取り形状に対応する刃具を備えた切削加工機にて、入れ子母材61の側面を、刃具の先端が治具62に食い込む位置まで切削し、入れ子母材61から鍔部34を削り出すことにより、入れ子33を成形する。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
射出成形用金型装置
【課題】ホットランナーと併用されるコールドランナーでの溶融樹脂材料の流動性を確保して、その樹脂材料の固化を防ぐとともに、成形に必要な速度および圧力の最適な制御を可能とする。
【解決手段】ホットランナーを延長するかたちでそのホットランナーと直列にコールドランナー4を設けてある。コールドランナー4は分割ブロック17側の分割面18に形成した断面略半円状の溝部19とキャビティブロック2側の分割面20とで形成される。溝部19側に厚み寸法が徐変する断熱層23を形成して、コールドランナー4に断熱効果を持たせてある。断熱層23はいわゆるパーティングラインに相当する部分に至る前に消失していて、当該部位では非断熱構造としてある。
(もっと読む)
射出成形品の製造方法
【課題】結晶性熱可塑性樹脂から構成される樹脂成形品に対して、予め熱処理を施さなくても、使用環境下での寸法変化を充分に抑える技術を提供する。
【解決手段】金型内表面に断熱層が形成された金型を用い、結晶性熱可塑性樹脂から構成される樹脂組成物を、射出成形する。本発明においては、溶射法で形成された多孔質ジルコニアから構成され、熱伝導率が2W/m・K以下であり、厚みが200μm以上である断熱層が形成された金型の使用が好ましい。本発明の製造方法で得られる射出成形品は、射出成形時の金型温度が、結晶性熱可塑性樹脂のガラス転移温度(Tg)+30℃以上、Tg+80℃以下であり、射出成形時の金型温度+20℃の環境で2時間放置した際の成形品の寸法変化率が0.2%以下になる。
(もっと読む)
ナノインプリント用のモールド
【課題】所定の微細な凹凸パターンを表面に有するモールドを用いたナノインプリントにおいて、基板上の硬化性樹脂にモールドを押し付け、その後これらを剥離する際に、硬化性樹脂パターンのそれぞれの凸部の端部が倒れることを抑制する。
【解決手段】ライン状の複数の凸部14および複数の凹部15から構成される微細な凹凸パターン13を表面に有するナノインプリント用のモールド1において、凹凸パターン13が、所定形状の端部15aを有する凹部15を少なくとも1つ含むものであり、所定形状が、上記端部15aを有する凹部15における当該端部15以外の部分であって当該端部15aに接続している接続部分15bの断面のアスペクト比よりも小さいアスペクト比の断面を当該端部15aが有するような形状であるものとする。
(もっと読む)
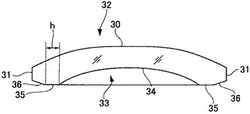
台タイヤ製造方法及びタイヤ製造方法並びに台タイヤ
【課題】未加硫の台タイヤの加硫において、加硫不足や過加硫が生じることを抑制し、均一な加硫度の台タイヤを得ることが可能な台タイヤ製造方法、及び、当該台タイヤを用いたタイヤ製造方法並びに台タイヤを提供する。
【解決手段】トレッドゴムを貼着するトレッド領域を有する加硫済み台タイヤの製造方法であって、未加硫の台タイヤを加硫金型により外側から包囲し、台タイヤにおけるサイド領域を第1加熱手段により加熱し、サイド領域よりもタイヤ厚さが厚いトレッド領域を第2加熱手段により加熱し、第2加熱手段によってトレッド領域に与えられる熱量が、第1加熱手段によってサイド領域に与えられる熱量よりも少なくなるように加硫成型するようにした。
(もっと読む)
81 - 100 / 1,120
[ Back to top ]