
Fターム[4F202AR13]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 形状(←表面粗さ、光沢等) (444)
Fターム[4F202AR13]に分類される特許
1 - 20 / 444
樹脂部材の製造方法、転写用型及び転写装置
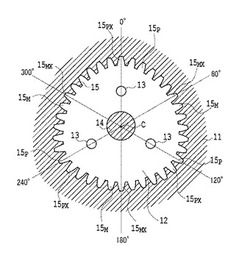
歯車射出成形用金型およびこの金型の製造方法
【課題】樹脂を射出成形することによって得えられる従来の歯車の高精度化を企図した場合、金型構造が複雑となる上に特別な付帯設備が必要である。
【解決手段】歯車を射出成形するための本発明による金型は、歯車となる樹脂が充填される成形キャビティが画成され、この成形キャビティが歯車の歯部となる歯部成形部を有し、この歯部成形部が成形キャビティの周方向に沿って異なる転位量を持った転位歯部成形部を有する。この場合、成形キャビティに連通して溶融状態の樹脂が通る射出ゲート部に近接する転位歯部成形部がプラス側の転位量を有し、射出ゲート部から離れた転位歯部成形部がマイナス側の転位量を有するものであってよい。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置

【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
円筒状モールド
【課題】被転写材の外縁部に生じる不使用領域を削減でき、被転写材の利用効率を向上できる円筒状モールドを提供すること。
【解決手段】本発明の円筒状モールド(10)は、一対角が鈍角であり他対角が鋭角である平行四辺形状の基材(11)の一対の斜辺(11c,11d)を接合して円筒状にしてなる円筒状モールド(10)であって、一対の対辺(11c,11d)が接合された接合辺部(11c)は、基材(11)上において、円筒状モールド(10)の筒軸方向(D1)に対して所定の角度(θ1)を持つことを特徴とする。
(もっと読む)
成形装置
【課題】ノズルタッチ時の金型の局所的変形を抑えて高精度の光ピックアップ用レンズその他の光学素子を形成することができる成形金型を提供すること。
【解決手段】ノズルタッチ部65aの密着面である楕円体状面S31bによってタッチ力をノズルタッチ部65a内に広く分散させることができるので、ノズルタッチ部65a周辺における第1金型41の局所的な変形を抑えることができる。これにより、第1金型41と第2金型42とによって成形されるレンズの偏芯を低減して、高精度のレンズ(具体的には光ピックアップ用の対物レンズ)を形成することができる。
(もっと読む)
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
ロール金型の製造方法、ロール金型、及び光学シートの製造方法
【課題】格子状に凹凸形状を有する層を備える光学シートを形成するロール金型を製造するに際し、製造効率を向上させることが可能なロール金型の製造方法を提供する。
【解決手段】格子状の凹凸形状を有する光学シートの凹凸形状部分を成形するロール金型10を製造する方法であって、円筒状又は円柱状の金型本体11を回転させ、金型本体の表面に、該金型本体の正面視で回転軸及び金型本体の直径方向に対して傾斜した螺旋状の第一の溝14を、回転軸方向に切削工具30を送って形成する工程と、金型本体を回転させ、該金型本体の表面に、金型本体の正面視で回転軸及び金型本体の直径方向に対して前記第一の溝とは異なる角度で傾斜した螺旋状の第二の溝16を、回転軸方向に切削工具35を送って形成する工程と、を含む。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
金型再生用シート
【課題】クリーニング性が高く、かつ、金型クリーニング材料の組成物の混合状態を識別することができる金型再生用シートを提供する。
【解決手段】紙製シートまたは布帛シートからなる基材シート1の少なくとも片面に、未加硫ゴム系組成物または熱硬化性樹脂系組成物からなる金型クリーニング材料が、帯状パターンに形成されている。その帯状パターンの構成要素である各突条2Aは、互いに隙間をあけて平行に形成されており、その隙間は、金型をクリーニングする際のエア抜き用空隙となっている。また、そのエア抜き用空隙部分に位置する基材シート1の表面部分に、上記組成物からなる薄膜3が形成されている。この薄膜3は、それ自体の色合いや表面の状態で上記組成物の混合状態を識別できるものとなっている。
(もっと読む)
型、それを用いたインプリント装置、インプリント方法および物品の製造方法
【課題】基板上の樹脂に生成されるパターンの欠陥の発生を抑えるのに有利な型を提供する。
【解決手段】この型7は、被処理体9に対して成形すべきパターンが形成されたパターン部7aを有する。型7は、被処理体9に向かう側とは反対の側に位置し、被処理体9に向かう面の中央部にて突出したパターン部7aを有する第1平板20と、被処理体9に向かう側に位置し、第1平板20に形成されたパターン部7aが被処理体9と対向するように貫通する開口部7cを有する第2平板22とを含む。ここで、第1平板20と第2平板22とは、内部空間である第1空間21を介して重なり合い、第1平板20は、パターン部7aを被処理体9に押し付ける方向に変形可能である。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
解析装置、その方法及びそのプログラム
【課題】安定的に解を求めることができるようにサポート範囲を設定する解析装置を提供する。
【解決手段】タイヤ100をメッシュフリー法によって解析する解析装置30において、複数の節点によってサブセル領域4に分割された3次元のタイヤモデル6が入力する入力部32と、各節点を中心に、3次元よりなる楕円形のサポート範囲7をそれぞれ設定し、このサポート範囲7に含まれる節点の3次元の位置情報と、サポート範囲7の各節点と中心にある節点すらの距離に応じて重み係数が定まる核関数とを用いて、サポート範囲7ないの変位を示す近似関数を求める解析部34とを有する。
(もっと読む)
粗形材の設計支援方法及び装置
【課題】三次元の粗形材のモデリングを効率よく短時間で行える粗形材の設計支援方法を提供する。
【解決手段】設計しようとする粗形材により作成される対象物の基本形状を金型材モデルの分割面で分割する第1工程と、第1工程による基本形状の分割形状毎に粗形材の分割形状を並行して作成する第2工程と、分割粗形材形状を金型材モデルの各部に転写する第3工程と、分割粗形材形状を転写して得られた各分割粗形材金型モデルを各分割面位置を合わせて一体化する第4工程と、一体化されてなる金型モデルにより基本形状の粗形材形状を対象物側に転写する第5工程とを有して粗形材をモデリングする。
(もっと読む)
空気入りタイヤ及び空気入りタイヤの製造方法
【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】空気入りタイヤ1は、円筒形状かつ金属であって、少なくとも径方向の外側面が粗面である環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に向かって設けられてトレッド部となるトレッドゴム層11と、ゴムで被覆された繊維を有し、環状構造体10とトレッドゴム層11とを含む円筒形状の構造体2の中心軸(Y軸)と平行な方向における両側2Sに少なくとも設けられるカーカス部12と、を含む。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
1 - 20 / 444
[ Back to top ]