
Fターム[4F202CK02]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | ランナー、スプルー (1,536)
Fターム[4F202CK02]の下位に属するFターム
ホットランナー、ランナーレス (189)
ホットチップ (12)
コールドチップ (4)
キャビティーゲート (957)
Fターム[4F202CK02]に分類される特許
161 - 180 / 374
樹脂製回転体の製造方法および成形金型
【課題】成形金型にリング状補強繊維基材を配置して樹脂製回転体を製造するにあたり、ボイド、カスレのない樹脂製回転体の製造を可能とする。
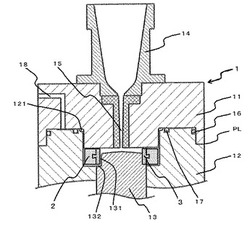
【解決手段】金属製ブッシュ3とリング状補強繊維基材2とを成形金型1に収容し、センタピン13で金属製ブッシュ3の位置決めをした状態で成形金型1を型締めし、減圧状態にした成形金型に液状樹脂を注入してリング状補強繊維基材2に浸透させ、液状樹脂を加熱硬化させて樹脂製回転体を製造する。このとき、上方から成形金型に注入した液状樹脂を金属製ブッシュとセンタピンとの間隙131を通して成形金型底面に誘導し、次いで、前記液状樹脂を金属製ブッシュと成形金型底面との間隙132において、センタピンを中心として放射状に流す。そして、リング状補強繊維基材に達した液状樹脂を、リング状補強繊維基材に下方から上方へ浸透させる。
(もっと読む)
レンズ成型金型

【課題】本発明は、成型屈折率を容易に測定することができる、レンズを成型する成型金型を提供することを目的とする。
【解決手段】1つの可動側金型及び1つの固定側金型を含むレンズ成型金型において、前記可動側金型は、1つのランナーと、1つの主スプルと、を含み、前記固定側金型は、前記固定側金型の成型面に形成される少なくとも2つのキャビティと、前記キャビティを貫通する少なくとも2つの分岐スプルと、前記主スプルに対応するように形成される1つのホットランナと、を含み、前記ホットランナは、互いに垂直する2つの平面を含むことを特徴とするレンズ成型金型。
(もっと読む)
ランナー構造
【課題】 複数のキャビティに温度や粘度といった条件の等しい溶融樹脂を送り込むことができるとともに各キャビティへの充填の同時性も高くすることができ、ランナーの量も少なくすることができる射出成形金型のランナー構造を提供する。
【解決手段】 金型に複数のキャビティ17を有し、射出成形で複数の成形品を同時に成形する際に用いられるランナー構造において、複数のキャビティ17には成形機のノズルに接続したスプルー部10から延び、途中で少なくとも1回分岐させたランナーを接続し、スプルー部10から特定のキャビティ17までの間のランナーで分岐部12における屈曲に対して該分岐部12において屈曲させた方向と逆の方向に屈曲させたランナー15にキャビティ17を設けるとともに、同じ方向に屈曲させたランナー16にはキャビティを設けず発熱した樹脂の退避場所とする。
(もっと読む)
パーティングロック機構
【課題】金型に取り付けるパーティングロック機構のロック力を、煩雑な管理やメンテナンスを必要とせず、容易に調整可能なパーティングロック機構を提供する。
【解決手段】吸着ブロック410とマグネットブロック420とからなるパーティングロック機構400において、吸着ブロック410の複数の主面が第一の吸着面乃至第四の吸着面を成し、各々の吸着面がマグネットブロック420に吸着される吸着面積が異なり、吸着ブロック410の取付方向を変えるだけでロック力を調整できる。
(もっと読む)
樹脂成形方法および樹脂成形品および金型
【課題】充填材の配向性を向上させることができる樹脂成形方法および樹脂成形品および金型を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、樹脂流路90を形成し、樹脂流路90に邪魔部材221U、221Dを配置する型締め工程と、ノズルから、樹脂流路90に、母材と、母材に分散される異方性の充填材910と、を備える溶融樹脂91を注入し、溶融樹脂91の流れを邪魔部材221U、221Dが邪魔することにより、邪魔部材221U、221Dの上流側における溶融樹脂91の流速のばらつきを補正すると共に邪魔部材221U、221Dの下流側にウェルド部WLを形成し、ウェルド部WLの延在方向における充填材910の配向性を向上させる注入工程と、金型1を開き、樹脂成形品93を取り出す型開き工程と、を有する。
(もっと読む)
ダイキャスト装置用のダイキャスト用具
【課題】生産性の高い、すなわち単位時間当たりに多数の成形品を製造することができるダイキャスト装置用のダイキャスト用具を提案する。
【解決手段】 本発明に係るダイキャスト装置用のダイキャスト用具(1)は、金型の開閉用に相互に直線的に可動とした第1および第2金型部(5,6)を有し、これら金型部の間に少なくとも1つの鋳造チャンバーを形成する第1金型(2)と、少なくとも1つの湯道とを備える。さらに、金型の開閉用に第1金型(2)の第1および第2金型部(5,6)と同方向へ相互に直線的に可動とした第3および第4金型部(7,8)を有し、これら金型部の間に少なくともさらに1つの鋳造チャンバーを形成する第2金型(3)を備える。第1金型(2)における金型部(5,6)の一方は、第2金型(3)における金型部(7,8)の一方と相互に背中合わせに配置され、それらの間に湯道(16)を有する中間部材(4)が配置されている。  (もっと読む)
(もっと読む)
射出成形用金型
【課題】成形品中にスラグやガス等の異物が混入するのを的確に防止できる射出成形用金型を提供する。
【解決手段】スプル3とキャビティ4を複数のランナー5a、5bで連結し、ランナー同士の接続部にはコールドスラグウェル7を設けた射出成形用金型であって、キャビティ4に接続するサブランナー6を直前のランナー5bに対し溶融樹脂の流れ方向が逆転するよう鋭角に取り付けるとともに、この直前のランナー5bの終端部にはサブコールドスラグウェル8を設けた構造とする。また、前記サブコールドスラグウェル8に連結するランナー5bの接続部を、徐々に外径が縮径する絞り部9とすることが好ましい。
(もっと読む)
射出成形装置及び射出成形方法
【課題】バルブピンが適度に温度上昇するようにし、型開き時の溶融樹脂の糸引きをより確実に防止する。また、バルブピンのピン先端部の樹脂皮膜が付着した状態で次のショットを行うことができるようにする。
【解決手段】第一型2には、両型間のランナー7に開口するスプール出口15と、第一型2内に奥まったスプール入口14と、スプール内周面17とを有するスプールブッシュ13が設けられる。第二型3には、型閉じ時にピン先端部24がスプール出口15からスプールブッシュ13に進入してスプール内周面17との間に筒状間隙16を形成し、この状態で、射出時にピン先端面がスプール入口14を開き、射出終了時にピン先端面がスプール入口14を閉じる、バルブピン19が設けられる。ピン先端部24の外周表面に樹脂が喰い込むアンカー部26が形成される。この射出成形装置1を使用して射出成形を行う。
(もっと読む)
モールドパッケージの製造方法およびモールド用の金型
【課題】金型を用いて複数個のワークを樹脂で封止するモールドパッケージの製造方法において、金型のポットから流れ出た樹脂がランナーを通って各々のキャビティに到達するまでの時間を、各キャビティの間で極力同一にする。
【解決手段】モールド用の金型100においては、ランナー160が、ポット150から複数個のキャビティ140側へ延びる1本の通路である第1のランナー161と、第1のランナー161の終点にて各々のキャビティ140へ向かって分岐し各々のキャビティ140に連通する第2のランナー162とにより構成されており、各々のキャビティ140について第2のランナー162の長さおよび通路断面積が同一とされている。
(もっと読む)
成形用金型及びそれを用いた成形体の製造方法
【課題】一端部が閉塞した中空筒状の成形体を成形する成形用金型において、2段階で成形を行うことなく、片持ち梁状のコアの自由端部近傍の撓みを防止できるため、成形体の一端部近傍の偏肉を防止することができる成形用金型、及び該成形用金型を用いた成形体の製造方法を提供すること。
【解決手段】一端部が閉塞した中空筒状の成形体を成形する成形用金型1であって、キャビティ2、コア3を備えており、コア3は、キャビティ2のキャビティ面の内側に片持ち梁状に配設されており、これにより、キャビティ2のキャビティ面とコア3の外面との間に、中空筒状の前記成形体を形成し得るキャビティ空間Qが形成されており、キャビティ2には、片持ち梁状のコア3の自由端部32近傍を、保持し得るコア先端保持機構6が設けられている。
(もっと読む)
非水系二次電池パックおよびその製造方法
【課題】充填される樹脂材料の流動性を向上させ樹脂材料の未充填およびヒケ、反りなどの収納ケースの外観不良を抑止し収納ケースの品質を向上することを目的とするものである。
【解決手段】少なくとも円筒形の非水系二次電池11を内蔵した上ケース1c、または下ケース1aを溶着してなる非水系二次電池用収納ケースであって、収納ケースのリブ部に樹脂を流入させる位置合せ部3aとなる樹脂流動部を設け、かつ位置合せ部3aとなる樹脂流動部の肉厚が溶着リブ部2aの肉厚よりも厚い構成とする。
(もっと読む)
光学成形品の成形方法
【課題】 光学成形品の成形金型のキャビティ形成面を再加工するのではなく、光学成形品の成形金型の冷却流路へ送られる冷却媒体の温度または温度差を調整することにより、成形される光学成形品の調整を行う。
【解決手段】 固定金型13と可動金型12からなる成形金型11に形成されるキャビティ14内に溶融樹脂を射出充填してパターン面を有する光学成形品Pの成形を行う光学成形品の成形方法において、成形金型11には、溶融樹脂が射出充填される順に従って複数系統の冷却流路51,33,17,50が形成され、複数系統の冷却流路51,33,17,50のうち何れかへ送られる冷却媒体の温度を調整することにより、成形される光学成形品Pの調整を行う。
(もっと読む)
薄肉の立体成形品とその金型装置
【課題】 射出成形による薄肉容器の成形品、例えば深形のコップやブリスタのようなフィギュアケースなどの薄肉容器の一体成形には、以下の課題がある。
(1)成形品全体に熔融樹脂を均一に行き渡らせる構造が必要である。
(2)離型不良を生じない成形品の構造およびそれを実現する金型構造が必要である。
【解決手段】 本発明の薄肉の立体成形品は、以下の構成としたことを特長とするものである。
(a)底面4と側面5と開口部26を有する薄肉容器1
(b)前記薄肉容器1の開口部26の内周に形成される凸部24
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】ゴム型に生じる変形を抑制することができ、樹脂成形品の生産性を向上できる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、所定の圧力で溶融状態の熱可塑性樹脂6を充填するキャビティ22を形成してなるゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2の分割面20には、ゴム型2を構成するゴムよりも硬度が高い材質からなるランナー用入子3が、着脱可能な状態で埋設してある。ランナー用入子3は、複数の分割入子部31を組み合わせてなると共に、分割入子部31同士が対面する合わせ面30に、キャビティ22内へ熱可塑性樹脂6を導くためのランナー32を形成してなる。
(もっと読む)
射出成形用金型
【課題】
車両用側窓に用いる板ガラスの周縁部に、樹脂製の枠体が射出成形で成形される。この、射出成形によって作製される枠体付きガラスの生産性を向上する手段の提供を課題とする。
【解決手段】
車両用側窓に用いる板ガラスの周縁部に、樹脂製の枠体を射出成形で成形するために用いる、射出成形用金型において、左側側窓用射出成形用金型と右側側窓用射出成形金型と連結金型とからなり、該連結金型に、樹脂射出装置から流動性樹脂が注入される連結金型注入口から、左側側窓用射出成形用金型の注入口および右側側窓用射出成形金型の注入口までに、ランナーが形成されていることを特徴とし、さらに、連結金型の上金型、左側側窓用射出成形用金型の上金型および右側側窓用射出成形金型の上金型が、固定部を用いて一体化されていることを特徴とする射出成形用金型である。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
成形良否判定方法および成形良否判定装置
【課題】金型内の樹脂流路に設置した圧力センサが検出する金型内圧プロファイルを用いた射出成形品の成形良否判定装置および成形良否判定方法を得る。
【解決手段】金型内ランナに設置した圧力センサが検出する金型内圧プロファイルにおいて、演算部が、射出工程33から保圧工程35に移行する時の金型内圧のピークが有する保圧工程35側の裾野のアンダシュートP1の発生有無を検出し、判定部が、アンダシュートP1が検出されない場合の成形品を良品と判定し、アンダシュートP1が検出された場合の成形品を不良品と判定する。
(もっと読む)
成形装置及び成形方法
【課題】複数のゲートを有する成形空間においてウエルドラインの発生を抑えることが可能な成形装置及び成形方法を提案する。
【解決手段】成形物を成形する成形空間と、成形空間と成形空間上の第1のゲート及び第2のゲートを介して連通し、成形物と接続されたランナーを形成するランナー溝と、ランナー溝と連通する成形材射出口と、を有し、ランナー溝には、前記成形空間への成形材料の流入方向または流入量を制御する流入制御手段が設けられている。なお、流入制御手段として、第1のゲートの断面積を、第2のゲートの断面積よりも大きく形成してもよい。また、流入制御手段としてランナー溝に、成形材射出口から射出される一方向からの成形材料の流入を許容し、成形材射出口から射出される他方向からの成形材料の流入を阻止する構造である仕切部材を設けてもよい。
(もっと読む)
射出成形機および射出成形機の成形品の取出方法
【課題】 複数のキャビティが水平方向に配置された金型が取付けられた射出成形機において、金型から成形品を取出すに際して、簡単な機構により成形品等を高速で取出すことのできる取出装置が配設された射出成形機および射出成形機からの成形品の取出方法を提供する。
【解決手段】 複数のキャビティ23a,23b,32a,32bが水平方向に配置された金型17,20が取付けられた射出成形機10において、射出成形機10に配設される成形品Pの取出装置40には、回転軸42の回転により旋回されるアーム43が設けられ、アーム43には成形品Pを吸着保持する吸盤47が取付けられ、アーム43が旋回移動される際に、吸盤47が金型20に保持されているスプルSに干渉せずに取出装置40の待機位置Hからみて遠方側の成形品Pの前方に移動される。
(もっと読む)
ワークの位置決め搬送装置
【課題】種々の成形加工品を共通のランナーをつけたままで取出し、このランナーを次の加工時に、位置決めをするための保持手段として活用する、ワークの位置決め搬送装置を提供する。
【解決手段】位置決め用コンベア2に固定された拘束治具3を設け、拘束治具3にランナー4を介してワークWを保持する構成とする。
拘束治具3は、ランナー4の基端部4Fを拘束する案内保持部10と、上方への抜けを防止する上蓋11と、ランナー4を案内保持部10の内面に押圧する押圧手段12とを備える。
(もっと読む)
161 - 180 / 374
[ Back to top ]