
Fターム[4F202CK25]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形品の位置決めをするための (307)
Fターム[4F202CK25]に分類される特許
61 - 80 / 307
プラスチックエンボスキャリアテープ装置および方法
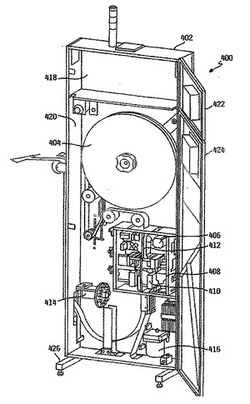
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
シートクッション成形型およびシートクッションの製造方法

【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
圧縮型の樹脂封止装置
【課題】パッシブ制御により安価にプレス成形の精度の向上を図るとともに、樹脂封止のサイクルタイムの短縮化を図ることができる。
【解決手段】第1金型100と、第2金型102と、により、被封止品158を樹脂にて封止する圧縮型の樹脂封止装置J1において、枠状金型100B、102Bと、リンク機構122によって移動させる移動機構121と、枠状金型100B、102Bの外側において、突き当て部材150A1〜150D1、150A2〜150D2を有し、第1金型100、第2金型102の平行度を調整可能とする調整機構151と、を備え、リンク機構122による第2金型102側の移動により、突き当て部材150A1〜150D1、150A2〜150D2を介して、第1金型100側と第2金型102側に力学的負荷をかけ、第1金型100と第2金型102の平行度を調整可能とする。
(もっと読む)
ケガキを備えた成形品
【課題】成形品の立面における後加工部の中心から大きくずれることなく穴位置ずれ許容範囲内で、穴加工を容易にしかも精度良く行うこと。
【解決手段】金型11の抜き方向Dと略平行する向きに延びる立面1aを有し、該立面1aの一部を穴加工が施される後加工部3とし、後加工部3の中心部に、穴位置ずれ許容範囲4を径とする略円形ケガキ5を突設させた成形品1である。
(もっと読む)
成形金型および樹脂成形品の製造方法
【課題】本発明は、金型に取付けする位置決めピンや位置決め孔の位置の調整や加工を、容易に高精度に低価格で実現できる構造を有した成形金型を提供することを課題とする。
【解決手段】型締めした際にPL面にて接触する可動型と固定型とを備え、該可動型と該固定型は一方の型の前記PL面に形成した穴に挿入固定した位置決めピンを、他方の型の前記PL面に形成した位置決め孔に挿入することにより位置決めする成形金型において、前記穴は略矩形であり、前記位置決めピンの前記穴への挿入部の断面形状は略矩形であることを特徴とし、金型に取付けする位置決めピンや位置決め孔の位置の調整や加工を、容易に高精度に低価格で実現できる構造を有した成形金型を提供する。
(もっと読む)
長尺成形品用金型、プリントヘッドの製造方法、プリントヘッドおよび画像形成装置
【課題】プリントヘッドのカバー(長尺成形品)において、ゲートカットした際に長尺成形品の基準面からバリ等が突出しない金型および製造方法を提供する。
【解決手段】パーティングライン面36で分離可能な固定型34と可動型35との間に、長尺なキャビティ31が形成され、キャビティ31の長手方向の一端にゲート32が設けられた長尺成形品用金型30において、キャビティ31内に、キャビティ31の長手方向に沿って長尺成形品に長尺な貫通孔を形成するための凸部38を突出させ、この凸部38の突出方向と垂直であるパーティングライン面36と同一の平面上に、長尺成形品の基準面42を形成するキャビティの面があり、ゲート32を形成する固定型および可動型の面をパーティングライン面とは異なる平面上に位置させるようにした。
(もっと読む)
インプリント用テンプレートの形成方法およびこのテンプレートを用いたインプリント方法
【課題】パターンの重ね合わせ精度を向上させることが可能なインプリント用テンプレートの形成方法および、この方法により形成されたテンプレートを用いたインプリント方法を提供すること。
【解決手段】基板にパターンを形成することによりテンプレート13を形成する工程と、テンプレート13のパターンの位置ずれを評価する工程と、この評価の結果に基づいて、テンプレート13の側面に、パターンの位置ずれに対応した凹凸を形成する工程と、によって、テンプレート13を形成する。このように形成されたテンプレート13の側面17を、インプリント装置のクランプピン16によってクランプすることにより、パターンの位置ずれが補正されるようにテンプレート13を歪ませてインプリントする。
(もっと読む)
多角形の外径、並びに、内径を有する筒状部材を成形するキャビテー、並びに、コアピン
【課題】 多角形同士の合致は技術的にその加工精度を確実なものとすることが難しく、また、経時的にもその加工状態を持続させることが難しく、往々にして僅かな隙間が発生してしまっていた。その結果、その僅かな隙間から樹脂が漏れ出し、バリが発生してしまい、製品としての価値を落としてしまっていた。
【解決手段】 内面形状が多角形状をなした樹脂製の筒状部材を成形する手段であって、コアピンの前記筒状部材の端面に相当する位置には、その筒状部材の内形多角形部における外接円の直径に相当する円形の外径部を形成し、さらに、その円形の外径部に合致する内面を前記キャビテーの内面に形成したことと、前記筒状部材の内面多角形部における外接円の直径を筒状部材の外形を形成する内接円の直径よりも小さくした多角形の外径、並びに、内径を有する筒状部材を成形するキャビテー、並びに、コアピン。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
モールド金型
【課題】モールド金型におけるインサート部材の取り付け位置精度を向上させ、高精度の樹脂モールドを可能にするモールド金型を提供する。
【解決手段】センターインサート10と、該センターインサート10を挟む配置に装着された一対のキャビティインサート20、21とを備え、センターインサート10の長手方向の両端位置に、それぞれインサートホルダ40、41が配置され、インサートホルダ40、41には、センターインサート10の端面に対向する内側面に、センターインサートの端部と凹凸嵌合する嵌合溝40a、41aが設けられ、センターインサート10の両端部と前記嵌合溝40a、41aとが凹凸嵌合して、センターインサート10がインサートホルダ40、41に装着されている。
(もっと読む)
レンズ成形用金型およびレンズ成形装置ならびにレンズ
【課題】レンズの入光面と出光面との2面間の相対的なズレを成形工程の金型のレンズ成形面上で確認できるようにし、サブミクロンレベルの調整を可能にする。
【解決手段】上型1に、レンズの入光面を成形する光学レンズ成形面3を形成し、該光学レンズ成形面3にて光学レンズとして成形されたときのレンズ光軸中心部分に、光ビームであるレーザ光5が通過する微細孔1aを貫通して形成する。一方、上型1に対向設置される下型2に、レンズの出光面を成形する光学レンズ成形面4を形成し、該光学レンズ成形面4にて光学レンズとして成形されたときのレンズ光軸中心部分に、レーザ光5が通過する微細孔2aを貫通して形成する。両微細孔1a,1bを通るレーザ光5を受光装置7で測定することにより、光学レンズ成形面3,4間の位置ズレを検知する。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
光学素子の成形用型及び光学素子の製造方法
【課題】偏心精度を悪化させることなく、成形時に光学素子の面取り部を成形することで、安定して高精度な光学部品を得る。
【解決手段】スリーブ13内に対向して配置された下型11及び上型12により熱可塑性素材9を押圧して光学素子を成形する光学素子の成形ブロック10において、スリーブ13の内周に嵌合されて下型11に載置され、熱可塑性素材9の面取り部を転写する第1のリング部材14を具備する。この第1のリング部材14には、第1のリング部材14の中心軸Xに対して傾斜する傾斜面14aと、第1のリング部材14の内周に第1のリング部材14の中心軸Xに対して延設する鉛直面14bとを設け、これら傾斜面14a及び鉛直面14bが熱可塑性素材9に転写されて面取り部が成形される。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
高強度高密度キャリアプレート
【課題】複数の電子部品を支持するキャリアプレートを提供する。
【解決手段】処理時に、電子部品を支持するキャリアプレートは、電子部品を支持する六角形状に配置された穴を有している。穴の壁部は把持弾性材料を備えている。六角形状の配置にすることで、バッチ処理毎に増大させて製品歩留まりを向上させ、従来のキャリアプレートに対し位置精度が向上した高強度の親板を提供する。
(もっと読む)
プラスチックレンズ、その製造方法並びにプラスチックレンズの来歴管理方法及び光ピックアップ装置
【課題】マーキングが最適な態様にて施されたプラスチックレンズを製造するのに適した製造方法、金型および来歴管理方法を提供すること、来歴管理の容易なプラスチックレンズを提供すること。
【解決手段】本発明にかかるレンズ1は、レンズ面の外周にフランジ部2を備えている。このフランジ部2のフランジ面21は、当該レンズ面よりも高く形成されている。さらに、当該フランジ面21には、例えば、製造治具を識別するマーキング3を形成している。光学機能部を形成するための入れ子51、52と、マーキングを形成するための金型53、54を用いて製造する。
(もっと読む)
射出成形用金型の調節構造ならびにこれを使用するインターロックピン、コアピンおよび成形用支持ピン
【課題】 ガイドピンまたはインターロックピンを交換することなく型ずれを解消できるとともに、コアピンの位置をも調整できる調節構造を提供し、同時に、この調節構造を備えたインターロックピン、コアピンおよび成形用支持ピンを提供する。
【解決手段】 射出成形金型の調節構造を備える位置調整部材1は、可動型A1の入れ子6に設けられ、挿通孔31を偏心してなるスリーブピン3と、挿通孔31内に摺接可能に挿通されるセンターピン2とを備え、上記センターピン2は、挿通孔31内に配置されるピン本体22と、このピン本体22の先端に偏心して設けられ、上記スリーブピン3から突出するピン頭部21とを備える。センターピン2およびスリーブピン3を周方向に回動させることにより位置調整が行われ、ガイドピンまたはインターロックピンを交換することなく型ずれを解消することができる。
(もっと読む)
射出成形用金型及び樹脂成形品の製造方法
【課題】インサートシートに第2樹脂注入を行なうときに、ゲート飛びを防止できる射出成型用金型及び樹脂成形品の製造方法を提供する。
【解決手段】第1キャビティ面1aが形成された第1型1と、第2キャビティ面2aが形成された第2型2と、第1型1とインサートシートSが配置された第2型2とを相対移動させることにより第1キャビティ22が形成され、その第1キャビティ22に第1樹脂を射出する第1ゲート6と、第1型1と第2型2とを相対移動させることにより第2キャビティ24及びゲート空間25が形成され、そのゲート空間25を介して第2キャビティ24に第2樹脂を射出する第2ゲート7とを備え、ゲート空間7は、インサートシートSの突出片10を受け入れると共に、その突出片10が第1型1に沿って接触するように配置可能に構成してある射出成形用金型。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
61 - 80 / 307
[ Back to top ]