
Fターム[4F202CK25]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形品の位置決めをするための (307)
Fターム[4F202CK25]に分類される特許
81 - 100 / 307
二層発泡成形方法および装置並びに二層発泡成形品
【課題】主に、第一層部分の共用型当接部と共用型との間の隙間部に第二層部分を廻り込ませ得るようにする。
【解決手段】共用型24と一層目成形用型25とを用いて第一層部分22の成形を行う第一層成形工程と、成形された第一層部分22を残したままの共用型24と二層目成形用型26とを用いて発泡性の第二層部分23の成形を行う第二層成形工程とにより、第一層部分22と発泡性の第二層部分23とが一体化された二層発泡成形品31の成形を行う二層発泡成形方法であって、第一層成形工程で成形された第一層部分22の共用型当接部と共用型24との間に、隙間部61を形成した状態で第二層成形工程を行うことにより、第一層部分22の縁部から隙間部61へ第二層部分23を廻り込ませて、第一層部分22の共用型当接部の縁部に第二層部分23と一体の廻込部60を形成するようにしている。
(もっと読む)
合成樹脂成形品の製造方法

【課題】文字や模様を凸形に形成し、凸部の天面のみ光を透過させバックライティングによっても美麗な外観を呈する合成樹脂成形品を容易に製造できる方法を提供すること。
【解決手段】凹凸のある金型表面に隣接して合成樹脂シートを装填して、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法において、少なくとも1面にインク膜層12が形成された合成樹脂シート10のインク膜層12が形成された面を金型60に接するように合成樹脂シート10を金型60に装填する工程と、合成樹脂シート10が装填された金型60に溶融樹脂を射出し、合成樹脂成形品32を成形する工程と、成形された合成樹脂成形品32の凸部22の天面34のインク膜層12を切削する工程とを備える。
(もっと読む)
樹脂成形品及びその製造方法
【課題】貫通孔を形成する際に穿孔工具の回転中心がぶれることを防止でき、尚且つ、穿孔工具で形成される貫通孔の両端にエッジが形成されない樹脂成形品及びその製造方法を提供する。
【解決手段】穿孔工具により貫通孔2が形成された樹脂成形品である。貫通孔2の中心軸方向の両側に貫通孔2側に行く程小径となって貫通孔2に連続するテーパー孔11が形成される。各テーパー孔11の内周面が、樹脂成形品の成形時において形成された面で且つ穿孔工具により穿孔されずに残った面で構成される。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
操作ノブおよびその製造方法
【課題】安価で意匠性に優れた操作ノブを提供する。
【解決手段】第1および第2の凸部4a,4bを有する雄型4と、内面全体にシボが形成された雌型5とで構成された成形金型6を準備し、インサートフィルム3を雌型5にセットした後、両凸部4a,4bの型締め力によってインサートフィルム3の表面の一部に雌型5のシボを転写すると共に、キャビティ内に射出充填する不透明樹脂7の射出圧によってインサートフィルム3の表面の残部に雌型5のシボを転写するようにした。
(もっと読む)
金型装置、熱転写プレス装置、および熱転写成形品の製造方法
【課題】基材が薄くてもスタンパの形状パターンに対して位置決めでき、かつ、加工基準を形成しやすい金型装置を提供すること。
【解決手段】下側金型部2Aには、基材4をクランプするクランプブロック5を着脱自在に保持し、基材4をスタンパ26の形状パターンに対して位置決めする位置決め手段31,32が設けられている。基材4をクランプした状態のクランプブロック5を位置決め手段31,32が保持するので、基材4が薄くても、基材4をスタンパ26の形状パターンに対して位置決めできる。また、位置決め手段31,32は、クランプブロック5を着脱自在に保持するので、クランプブロック5にクランプされた状態のまま基材4を位置決め手段31,32から取り外すことができる。そのため、後工程において、このクランプブロック5を基準に基材4を加工でき、スタンパ26の形状パターンに対して正確に基材4に加工を施すことができる。
(もっと読む)
複合成形品の製造方法
【課題】第1成形品が第1成形面から離間することを防ぐことで第1成形品にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】本発明は、表皮材60(第1成形品)と基材70(第2成形品)とを一体成形してなる車両用内装材50の製造方法であって、凹状をなす第1成形面21と凸状をなす第2成形面31との間で表皮材60を成形する第1成形工程と、第1成形面21に保持された表皮材60と第3成形面41との間で基材70を発泡成形する第2成形工程とを備え、表皮材60は、第1成形面21に沿って成形される本体部61と、本体部61の外周に設けられた外壁部61Aを外周側に折り返した形態をなし、外壁部61Aとの間で第1成形面21の開口縁部23を挟み付ける突起62Bとを備えて構成されるところに特徴を有する。
(もっと読む)
押印装置および物品の製造方法
【課題】 押印装置に含まれるX−YステージのX−Y面におけるストロークの低減。
【解決手段】 基板のショットに配された液状樹脂にモールドをZ軸方向において押し付けた状態で液状樹脂を硬化させてショットに樹脂のパターンを形成する押印装置であって、モールドチャックに保持されたモールドに形成されたモールドマークと基板チャックに保持された基板に形成された基板マークとの間のX−Y平面における位置ずれを計測するためのスコープと、ショットに液状樹脂を配するディスペンサと、X−Yステージ上に設けられた基準マークと、を有し、X−Yステージは、それにより保持された基板の全ショットにディスペンサが液状樹脂を配することができるように、その移動範囲を有し、基準マークは、X−Yステージの移動範囲内においてモールドマークとの位置ずれをスコープにより計測できるX−Yステージ上の位置に設けられている、ものとする。
(もっと読む)
押印装置および物品の製造方法
【課題】 押印装置に含まれるX−YステージのX−Y面におけるストロークの低減。
【解決手段】 ショットに樹脂のパターンを形成する押印装置であって、X−Yステージ上に設けられた基準マークと、モールドに形成されたモールドマークと基準マークとの間のX−Y平面における位置ずれを計測するための第1のスコープと、モールドマークを介さずに、基板に形成された基板マークのX−Y平面における位置を計測するための第2のスコープと、ショットに液状樹脂を配するディスペンサと、を有し、X−Y平面において、ディスペンサの中心は、モールドチャックの中心に対して第1の距離(>0)だけある方向にずれた位置に配置され、第2のスコープの中心は、ディスペンサの中心に対して第1の距離の2倍よりは小さい距離だけ前記方向またはその逆の方向にずれた位置に配置されている、ものとする。
(もっと読む)
合成樹脂の成形装置
【課題】位置ずれを抑制して、基板に成形部を高精度で成形することができる合成樹脂の成形装置を提供する。
【解決手段】加熱で軟化若しくは液状化させた合成樹脂54をスタンパ金型60で押圧して、基板50に複数個の成形部55を同時に成形した後に、冷却工程を伴う合成樹脂の成形装置である。スタンパ金型60と基板50とに、スタンパ金型60の押圧時に相互に嵌合する凸部60bと凹部50bとを相対的に設ける。この嵌合部65の位置規制により、冷却時の収縮に伴うスタンパ金型60と基板50との位置ずれdを抑制する。
(もっと読む)
樹脂成形金型
【課題】段部形状の排水口部を高精度で形成でき、成形毎のバラツキの発生防止や不良削減ができ、樹脂成形品の品質向上を図ること。成形後の後加工をなくすこと。金型構造がシンプルになり、コスト低減を図ること
【解決手段】段部形状の排水口部2付き樹脂成形品を成形する樹脂成形金型である。上型31と下型32との間に、樹脂注入時に排水口部2の嵌込凹所4を形成し且つ脱型後に樹脂成形品から取り外される置き子20を配置すると共に、排水口部2の覆部3を形成する下型32に対して置き子20を位置決めする位置決め手段を設けた。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】 本発明は、作業を煩雑にすることなく、構造を簡素化するようにした発泡成形型を提供する。
【解決手段】 本発明に係る発泡成形型1は、一体発泡品Sで表皮10の凹部14を予定している凹部予定部17内に収容されるインサートブロック16を備え、このインサートブロック16は、凹部予定部17の底部19の周縁に沿って延在する底ハギ部20に食い込み可能な鋭角な食い込み部21が設けられ、この食い込み部21は、底ハギ部20に沿って延在し、鋭角な食い込み部21の先端21aの周長さは、底ハギ部20の周長さより大きくなっている。このようなインサートブロック16は、表皮10の伸び分を利用して、凹部予定部17内に押し込むように装着されるので、インサートブロック16によって凹部予定部17の底部19を発泡成形型1内で常に張った状態にしておくことができる。
(もっと読む)
ベルトスリーブの加硫装置
【課題】ベルトスリーブを均一に加圧することができ、端部の厚み変化を小さくして、エンド屑の発生を防ぐことができるようにする。
【解決手段】ケーシング1内に筒状のジャケット2を設けて形成され、未加硫のベルトスリーブ3を装着した成形型4をジャケット2の内周に配置すると共にジャケット2を内方へ膨張させることによって、ベルトスリーブ3をジャケット2で加圧して加硫を行なうベルトスリーブの加硫装置に関する。ジャケット2を、ベルトスリーブ3の外周面に当接する本体部2aと、ケーシング1に固定される固定部2bと、本体部2aと固定部2bの間の可撓性のある連結部2cとから形成する。ジャケット2の内周に配置された成形型4のベルトスリーブ3の端面に当接させて、ベルトスリーブ3より外周に張り出すように設置され、ジャケット2を膨張させる際にジャケット2の本体部2aの端部の位置を規制する端部押さえ具5を備える。
(もっと読む)
レンズおよびレンズの成形方法
【課題】回転角度調整可能な入子により製造され、かつ、成形時の入子の角度を知ることができるレンズを提供する。
【解決手段】レンズ1は、光学的機能を有する光学的機能部2と、この光学的機能部2の周囲に鍔状に形成されるフランジ部3を備えている。光が少なくとも入射または出射される2つの第2面11と第1面12を有する。これら第2面11と第1面12とにおいて、主に光学的機能部2を円形の形成面を備えるとともに当該形成面の周方向に沿って回転自在とされて回転角度調整可能な入子71,72で成形する。これらの入子71,72に設けられた凹部73,74により、入子71,72の回転角度を示す目印51,52がレンズ1の第2面11のフランジ面31および第1面12のフランジ面32に形成されている。
(もっと読む)
樹脂レンズおよび樹脂レンズの成形方法
【課題】ゲートの切断部分を基準とするマークを使用可能で、かつ、鏡面部と光学的機能部の光軸との間に入子の回転によるずれが発生することがない樹脂レンズを提供する。
【解決手段】ピックアップレンズとして用いられる樹脂レンズ1である。光学的機能を有する光学的機能部2と、その周囲に鍔状に形成されるフランジ部3とを有する。光ディスクに近接する第2面11側のフランジ面31に、光学的機能部2の傾きを測定可能とする反射光を生ずる鏡面部41と、成形時に使用される金型に係る情報を示すマーク37とが設けられている。フランジ面31の内周部33より外の外周部34にマーク37が形成されている。第2面11側の光学的機能面21と鏡面部41を有する内周部33とが金型の入子71により成形される。また、フランジ面31のマーク37を有する外周部34は、金型の入子71より外側のホルダの形成面で形成される。
(もっと読む)
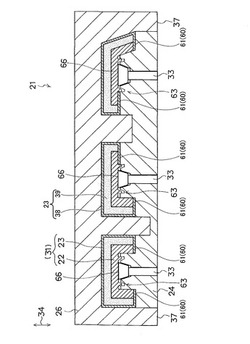
金型装置及び電気接続用モジュール
【課題】樹脂成型で得られるハウジングにスナップフィットが一体的に形成され、そのスナップフィットを介して部品の組付けをなせるようになっている電気接続箱について、樹脂成型用の金型における金型割り面に影響されることなく、スナップフィットの位置誤差解消のための金型修正を容易に行えるようにする
【解決手段】電気接続箱31は、樹脂成型で得られるハウジング2における部品組付け部3にスナップフィット33が一体的に形成され、そのスナップフィットを介して部品の組付けをなせるようにされている。そしてスナップフィットは、部品組付け部に一体的に形成されたスナップフィット台座32の上にスナップフィットを形成すようにされ、スナップフィット台座は、スナップフィットの基部12における底面積より広い面積をもって部品組付け部の表面に突出するようにされ、かつ端縁部34がスナップフィットの基部の側面から突出するようにされている。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
強化繊維基材積層装置及び強化繊維基材積層方法
【課題】簡単な構成で強化繊維基材の積層位置を正確に示すことができ、強化繊維基材を容易に位置決めできる強化繊維基材積層装置及び強化繊維基材積層方法を提供する。
【解決手段】非磁性体からなる成形型2の予め設定された積層端末基準位置L1に埋設された電磁石5に通電して、その磁力により磁性体8を積層端末基準位置L1に保持する。従って、強化繊維基材21の積層位置を正確に示すことができる。そして、その磁性体8を目印として、強化繊維基材21の積層端末22aを積層端末基準位置L1に一致させて強化繊維基材21を成形型2に積層する。従って、強化繊維基材21を容易に位置決めして積層することができる。
(もっと読む)
合成樹脂製品及びその成形方法
【課題】鏡筒をホルダにねじ込む際、ホルダから鏡筒が突出して撮像素子に突き当らないようにする。
【解決手段】ホルダ40の内周面に雌ネジ部17を形成する。雌ネジ部17の終端に谷部17bから山部17aに向かって傾斜したストッパ部19を形成する。ホルダ40の雌ネジ部17に鏡筒15の雄ネジ部16を螺着すると、鏡筒15の雄ネジ部16の始端がホルダ40の雌ネジ部17の終端に形成したストッパ部19に突き当り、鏡筒15の締め付け方向の回転が規制される。これにより、ホルダ40に螺着した鏡筒15のネジ込み量を調整する際などにおいて、ホルダ40から鏡筒15が突出して撮像素子20に衝突することを防止できる
(もっと読む)
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
81 - 100 / 307
[ Back to top ]