
Fターム[4F202CK25]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形品の位置決めをするための (307)
Fターム[4F202CK25]に分類される特許
41 - 60 / 307
積層又は連結可能な中空突起を有するシート成形体
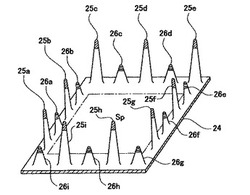
【課題】 樹脂シートが変形されてシートの片面又は両面に多数の中空突起を有するシート成形体において、複数シートを積層又は連結した構造体を構成することが可能な多数の中空突起を有するシート成形体を提供することにある。
【解決手段】 樹脂シートの一部が変形されることによって緩衝材用に使用される多数の中空突起(Sp)が形成されているシート成形体において、このシート成形体のシートの片方の面側に突出しており、積層又は連結に使用され、中空突起(Sp)より複数の高い中空突起(Mh)を有することを特徴とする、積層又は連結可能な中空突起を有するシート成形体を提供し、この複数のシート成形体による密着積層構造体、空間設置積層構造体、及び横方向連結構造体を構成することが可能なシート成形体、及びそれらからなる積層構造体等を提供する。
(もっと読む)
チップラック及びその成形用金型

【課題】目標とするピッチ精度が得られるチップラック及びその成形用金型を提供する。
【解決手段】多数本のピペットチップを挿入・抜取り可能に保持するチップラック1であって、前記ピペットチップが挿入される保持孔Dが所定ピッチpで並列配置された複数のラック単体10を、前記保持孔Dの並列方向と直交する方向に重ね合せてユニット化した。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
基板作製方法および露光装置
【課題】アライメントマークが形成された台座付きの基板を作製するにあたって、アライメントマークと台座の相対的な位置ずれを低減する。
【解決手段】本発明の基板作製方法は、光透過性の基板1の第1の主面上に、この基板1に形成すべきアライメントマーク5と台座の位置に応じたハードマスク2aを形成する工程と、そのハードマスク2aを用いて基板1をエッチングすることにより、基板1の第1の主面にアライメントマーク5を形成する工程と、基板1の第1の主面上にハードマスク2aを覆う状態でレジスト層6を形成した後、このレジスト層6に基板1の第2の主面側から露光用の光を照射することにより、レジスト層6を露光する工程と、そのレジスト層6の露光部分を現像により除去して得られるレジストパターン6aをマスクに用いて基板1をエッチングすることにより、基板1の第1の主面側に台座を形成する工程と、を有する。
(もっと読む)
シート状モールド移送位置決め装置
【課題】被成型品をシート状モールドから引き剥がすために、平板状のシート状モールドを移送し位置決めするシート状モールド移送位置決め装置において、シート状モールドが弛んだり切れたりすることを防止する。
【解決手段】シート状モールドMのモールド原反MBを設置するモールド原反設置装置9と、モールド原反設置装置9から繰り出している平板状のシート状モールドMAを巻き取るモールド巻き取り装置11と、引き剥がしをするときに平板状のシート状モールドの形態が変化しても、平板状のシート状モールドの張力を一定に維持する張力維持手段とを有する。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
インストルメントパネル部材及び成形型
【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
光学素子用の成形金型、及び光学素子の製造方法
【課題】コアの傾斜状態を連続的に精密に調整し安定して保持することで、波面収差を容易に調整することができる光学素子用の成形金型、及び光学素子の製造方法を提供すること。
【解決手段】調整部材としてのテーパーピン71がスペーサ65の調整穴67a,67b,67c,67dに挿入されるとともに調整穴67a,67b,67c,67dを内面67iから変形させるので、テーパーピン71の調整穴67a,67b,67c,67dへの挿入量を調整することで、スペーサ65に微妙な厚み変化等を与えることができる。これにより、コア部61の傾斜状態を連続的に精密に調整し安定して保持することができ、光学素子としてのレンズOLの特性を精密に制御することができる。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
光学素子の製造方法
【課題】成形型とともにキャビティを構成する別部材を用いる場合に、成形面から転写される光学機能面に非対称性の誤差等が発生することを防止する成形方法を提供する。
【解決手段】変形スリーブ14の内部に下型11、上型12を、そのそれぞれの成形面を、外周規制部材13を介して対向させて配置することで、キャビティC1を構成し、このキャビティC1に熱可塑性の成形素材15を装填して加熱/加圧して光学素子に成形する工程において、成形時に、下型11、上型12、外周規制部材13を変形スリーブ14で拘束することで、それぞれの成形面、変形スリーブ14の同心度を確保し、冷却による硬化時に変形スリーブ14による外周規制部材13の拘束を解除して、冷却中の光学素子を自由に熱収縮させることにより、光学素子における熱応力による歪み等に起因する、アス、コマ収差等の非対称性の誤差の発生を防止する。
(もっと読む)
光学素子成形用型
【課題】下型により保持部材に支持された熱可塑性素材を持ち上げて上型に押し当てる際、熱可塑性素材が下型の成形面の中心から遠く離れるのを防止する成形型を提供する。
【解決手段】対向配置され、それらの間に加熱軟化して加圧成形される球状の熱可塑性素材38が配置される上型41及び下型42と、これら上型41及び下型42Bを嵌挿するスリーブ43と、上型41及び下型42Bの対向面間でスリーブ43内に摺動可能に配置され、下型42Bの先端部が挿通される貫通孔44aを備え、少なくとも該貫通孔44a上に熱可塑性素材38を接触して保持する保持部材44と、を有し、保持部材44と熱可塑性素材38との接触部から上型41の成形面41aまでの加圧方向の寸法Lは、熱可塑性素材38の成形前の直径Dよりも小さい。
(もっと読む)
複合品の製造方法と複合品成形装置
【課題】金属体の裏面に樹脂部成形、表面が加飾される複合品に適合した製造方法である。
【解決手段】第一ヒータ53を設けた進退移動可能な保持ブロック50と加飾シート送り装置70からなり、伝熱面兼キャビティ補完面52を有する保持ブロック50は第一金型10に配置されている複合品成形装置を用いる。以下の工程を行う。イ.金型を型開きし、保持ブロックを進行位置に置く。ロ.第二キャビティ構成面33に加飾シート78を位置付ける。ハ.被加飾金属体1を保持ブロックに保持する。ニ.型閉めを行うとともに、保持ブロックを後退位置に位置付け、第一キャビティ構成面13、伝熱面兼キャビティ補完面と第二キャビティ構成面33に囲まれるキャビティ7を形成する。ホ.キャビティ内に溶融樹脂を射出し、被加飾金属体の裏面に樹脂部を成形すると同時に、被加飾金属体の表面に加飾シートによる加飾を行う。
(もっと読む)
賦型フィルム用の金型ロールおよびそれを用いた賦型フィルムの製造方法
【課題】PDP(プラズマディスプレイ)、LCD(液晶ディスプレイ)やノートパソコン、カーナビゲーション、OA機器等のディスプレイの高精細化の傾向に伴い、これらに使用される光学フィルムへの品質要求も高くなっている。本件発明により、金型ロールで製造する賦型フィルムにおいて、金型ロールに起因する欠陥の原反フィルム上の位置および金型ロールでの欠陥原因箇所を容易にかつ確実に特定する。
【解決手段】金型ロールの、賦型のための切削加工した領域以外で端面近傍の部分に、賦型フィルムの原反で視認可能な目印となる刻印を施す。
(もっと読む)
フロアマット用金型
【課題】フロアマットの形態の変化や繊維基材の厚みのバラツキに影響されずに、安定かつ確実に、樹脂側にスパイクないし貫通孔を形成できるフロアマット用金型を提供する。
【解決手段】下金型2の受圧面上に繊維基材C及び溶融樹脂Lを積層して載置し、上金型4の押圧面で溶融樹脂Lを押圧して繊維基材Cと溶融樹脂Lとを圧着すると共に押圧面に設けた複数の有底穴及び貫通ピンPにより溶融樹脂Lの表面に複数のスパイク及び貫通孔を形成するフロアマット用金型1であって、上金型4の押圧面K2に、貫通ピンPを突設した第一コマ部材18及び有底穴を設けた第二コマ部材24がそれぞれ交換可能に装着される。
(もっと読む)
カップリングレンズ及び光ピックアップ装置
【課題】光軸と直交する方向に小型で、高精度な成形レンズを提供する。
【解決手段】第1光学面を有する第1面と、前記第1面と反対側に第2光学面を有する第2面とを備えた成形レンズにおいて、前記成形レンズの光軸を含む平面と略平行な第1平坦部を有し且つ前記第1光学面の外周形状が円形状、又は、前記第1平坦部とさらに前記平面に対し前記第1平坦部と対称位置に第2平坦部とを有し且つ前記第1光学面の外周形状が円形状であることを特徴とする成形レンズ。
(もっと読む)
堆積ディスク状光学レンズアレイ、堆積ディスク状レンズモジュールアレイ及びその製法(StackedDisk−shapedOpticalLensArray,StackedDisk−shapedLensModuleArrayandTheMethodofManufacturingThereof)
【課題】堆積ディスク状光学レンズアレイ、堆積ディスク状レンズモジュールアレイ及びその製法を提供する。
【解決手段】
該堆積ディスク状光学レンズアレイは、ディスク状光学レンズアレイを利用し、その光学中心軸(optical axis)を位置合わせした後、堆積し、組み合わせて形成される。該堆積ディスク状レンズモジュールアレイは、堆積ディスク状光学レンズアレイを利用し、定位機構で光学中心軸を位置合わせし、所要の光学部材アレイ(optical element array) と堆積し、組み合わせて形成される。この製法を利用し、形成する堆積式レンズモジュールアレイは、レンズの光学中心軸を精密に位置合わせでき、レンズモジュールのプロセスを大幅に簡易化し、製造コストを低減できる。
(もっと読む)
樹脂成形体
【課題】 内部に流体を貯留あるいは通流する内部空間を形成するための樹脂成形体において、金属製電極が樹脂成形体の壁部を貫通するように設けられた部分からの流体の漏洩を防止あるいは抑制する。
【解決手段】 流体を貯蔵または通流する内部空間を画成し、流体の電圧もしくは電流を検知できるように、電極2を一体化した樹脂成形体1において、電極2が一体化される部分に、前記内部空間と互いに連通もしくは一致する中空空間6を有するパイプ状部分を形成すると共に、一体化された電極は、その一端2aが前記パイプ状部分3の第1壁部分31の外部に露出するとともに、前記第1壁部分31を貫通し、さらに前記中空空間6を露出状態で径方向に横断して、その他端部2bが前記第1壁部分31と対向する第2壁部分32に埋設されている。
(もっと読む)
積層射出成形用金型
【課題】二次成形体の意匠面側にゲート跡を残すことがなく、また、成形品の立ち面の一次成形体と二次成形体の肉厚を安定して得ることができる積層射出成形用金型を提供すること。
【解決手段】一つの製品コア型と、製品意匠形状の異なる複数の製品キャビ型とを用い、一次型締後に一次成形用射出ユニットにより一次射出ゲートを介して一次成形体を射出成形し、所定の冷却保持時間の後に所定距離型開させ、次いで一次成形体を製品コア型に残したまま製品キャビ型を交換し、その後二次型締して新たな製品キャビティを形成し、該形成した製品キャビティへ二次射出用射出ユニットにより二次射出ゲートを介して一次成形体の表面側へ二次射出成形することによって、一次成形体に二次成形体を積層して一体化させた積層成形品を得る積層射出成形用金型であって、前記一次型締の状態で前記二次射出ゲートを塞ぐ突起物を一次成形キャビ面に設けた。
(もっと読む)
タイヤ加硫装置及びタイヤ加硫方法
【課題】モールドにベントホールが形成される場合において、コスト高を抑制しつつ、生タイヤとモールドとの間にエアーが残留することによるベアー不良をより確実に低減できるタイヤ加硫装置及びタイヤ加硫方法を提供する。
【解決手段】本発明に係るタイヤ加硫装置1は、スチール部材を有する未加硫の生タイヤTRを形成するとともに、生タイヤTRと接する面から外部までを連通するベントホール60〜63が形成された複数のモールド(セクターモールド30、上側サイドモールド33及び下側サイドモールド31)を備える。少なくとも何れかのモールドには、スチール部材を引きつける磁力を発生させる電磁石50〜52が設けられる。
(もっと読む)
樹脂成形金型装置
【課題】突出しピンの金型設計上の面倒な調整作業を軽減し、しかも、樹脂成形品を固定側金型から離型する際に、突出しピンの先端部に形成した突出し部の内壁に擦れ合うことによって、樹脂成形品に一体に形成した突起部が部分的に捲り上がらないようにして、歩留まりのよい樹脂成形品を成形することができるようにした。
【解決手段】移動側金型2と共に樹脂成形金型3を構成する固定側金型1において、樹脂成形品5の成形後の移動側金型2の移動した後に、固定側金型1に留まっている樹脂成形品5を離型するために、固定側金型1側に突出しピン7−1を設置した場合、突出しピン7−1の先端外周部を削成し、区画起立壁9にて複数個に分割された縮形段状凹部10を形成することによって、樹脂成形品5に一体の複数個の突起部11を形成して、突起部11が縮形段状凹部10に係合保持させて、樹脂成形品5の横ずれを抑制するようにした。
(もっと読む)
41 - 60 / 307
[ Back to top ]