
Fターム[4F202CK89]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 多数個取り用 (336)
Fターム[4F202CK89]に分類される特許
141 - 160 / 336
鍵成形用金型
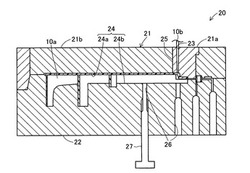
【課題】 鍵の成形体に歪が生じることを防止して形状精度を向上することのできる鍵成形用金型を提供すること。
【解決手段】 略四角棒状の鍵本体11と、鍵本体11の後端側に配置された支点部12と、鍵本体11の後端部と支点部12とを連結するヒンジ連結部13とで構成された白鍵10を成形する鍵成形用金型20を、白鍵10の上面側を形成する固定型21と、白鍵10の下面側を形成する可動型22とで構成した。そして、固定型21を後部形成部21aと前部形成部21bとに分割し、その分割面25間に外部の空気を導入するための隙間を設けた。
(もっと読む)
モールドパッケージの製造方法およびモールド用の金型

【課題】金型を用いて複数個のワークを樹脂で封止するモールドパッケージの製造方法において、金型のポットから流れ出た樹脂がランナーを通って各々のキャビティに到達するまでの時間を、各キャビティの間で極力同一にする。
【解決手段】モールド用の金型100においては、ランナー160が、ポット150から複数個のキャビティ140側へ延びる1本の通路である第1のランナー161と、第1のランナー161の終点にて各々のキャビティ140へ向かって分岐し各々のキャビティ140に連通する第2のランナー162とにより構成されており、各々のキャビティ140について第2のランナー162の長さおよび通路断面積が同一とされている。
(もっと読む)
成形品取出方法および射出成形装置。
【課題】金属容器開口部に蓋を密閉状態で固定するために、容器の開口側端部をカール状にプレスで曲げ加工する際に容器に不必要な変形等が生じるのを防止する。
【解決手段】金属製の容器2内に蓋2を挿入し、第1の押し型30により、容器2の開口側端部5の先端が容器の内側を向くように変形させる。次いで、第2の押し型により容器2の開口側端部5の内側を向いた先端を蓋4の外周縁部4aに食い込むように下向きに変形させる。第1の押し型30には、容器2の開口側端部5を曲げる際に、曲げられる部分の直ぐ下側を内側から押さえる裏当て部材35が備えられる。裏当て部材35は、拡径および縮径が可能で、容器2の開口側端部5を変形する際は、拡径して容器2の開口側端部5の内側に接触する。容器2の開口側端部5が縮径された状態に変形された際に、裏当て部材35も縮径し、狭められた開口から裏当て部材35を取り出し可能とされる。
(もっと読む)
光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置
【課題】被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供する。
【解決手段】造形装置10は、光硬化性樹脂と、この光硬化性樹脂に光学部品部404、及び凸部406を形成するための形状を有する第1の転写体102とを互いに接触させ、光硬化性樹脂を第1の転写体102にならって変形させる変形工程と、変形した光硬化性樹脂を硬化させる硬化工程と、光硬化性樹脂と第1の転写体102とを互いに離間させる離間工程とを有し、光硬化性樹脂に第1の転写体102の形状を転写する転写工程を複数回繰り返してレンズアレイ402を製造する。
(もっと読む)
同時射出成形装置及びこれに関連するホットランナノズル
【課題】異なる溶融体を適切に分離するとともに、装置の製造、組み立て、及び動作を簡単にして、バルブスリーブ部材又はバルブピン部材をキャビティゲートと位置合わせできる同時射出成形装置を提供する。
【解決手段】マニホルド112と、このマニホルドに連結されたノズル116と、このノズル内に配置されており、ノズルとの間に外側溶融体チャンネルを形成するスリーブ124と、このスリーブ内に配置されており、このスリーブとの間に内側溶融体チャンネルを形成するピン126と、スリーブと接触する位置合わせ部分を持つノズルチップと、を備えている。スリーブを動作させ、外側溶融体チャンネルとキャビティゲート138との間の溶融体の連通を開閉する。ピンを動作させ、内側溶融体チャンネルとスリーブの開口部との間の溶融体の連通を開閉する。位置合わせ部材は、スリーブの動作範囲に沿ってスリーブをキャビティゲートと位置合わせする。
(もっと読む)
電池パックの製造方法、および製造装置
【課題】二次電池と回路基板とを一体化するための樹脂のモールド体を、高い生産性とコストダウンとを達成しながら成形して電池パック中間品を作製することができる電池パックの製造方法および製造装置を提供する。
【解決手段】成形材料の固化によりスプル3aの内部で形成された固化樹脂23に切れが生じない程度に小さく且つスプル3aの内部で形成された固化樹脂が断面積の縮径によりスプル3aの内周面から剥離される程度に大きな引張応力を固化樹脂23に付与する。そのために、固化樹脂23を保持したランナストリッパプレート7とノズル2およびスプルブッシュ3とを離隔させる。そして、その状態を所定時間だけ維持して、固化樹脂23をスプル3aの内周面から剥離させる。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
半導体装置用樹脂封止装置および半導体装置の製造方法
【課題】樹脂封止型半導体装置の製造工程および樹脂封止装置において、キャビティ内の圧力低下に伴う樹脂封止部の反りやボイド等の発生を抑制する。
【解決手段】半導体装置用樹脂封止装置100は、上型キャビティブロック121を有する上型120と、下型キャビティブロック111を有する下型110とを具備する。半導体素子1が搭載された回路基材2が配置されたキャビティ101内には、半導体素子1を樹脂封止するように熱硬化性の封止樹脂材料3が注入される。封止樹脂材料3の硬化収縮時に、可動状態で支持された上型キャビティブロック121および下型キャビティブロック11の少なくとも一方を介して封止樹脂材料3に圧力を付加する。
(もっと読む)
光学要素の製造
少なくとも1つの光学要素を複製する方法が提供され、方法は、2つの大きな側(1.1、1.2)を有する基板(1)および基板の両方の大きな側上の対応する場所にある貫通孔(2)または止まり孔によって規定される少なくとも1つの予め規定された複製部位を設けるステップと、複製により基板に複製された構造を付加するステップとを含み、複製された構造は、基板に接着し、当該複製部位において、当該貫通孔または当該2つの止まり孔それぞれの中の複製材料と第1の複製された表面および第2の複製された表面とを備え、第1および第2の複製表面は反対側に向いている。  (もっと読む)
(もっと読む)
射出成形用金型
【課題】多数個成形の際に、ひけなどがない高精度な射出成形を実現する。
【解決手段】射出成形用金型15であって、天面部16aに成形品を成形するための空洞部26を有する下金型16と、樹脂供給口から前記空洞部26に樹脂を供給するための供給経路を有し、前記天面部16aを分離面として上下開閉自在に組合せた上金型17と、この上金型17より成形品の一部を離型させるための上下移動自在な複数のロックピン22を備え、前記供給経路は、樹脂供給口から順にスプール18a、ランナー20、樹脂溜まり21、二次スプール23、ゲート28と連接してなり、ロックピン22の少なくとも一つを前記二次スプール23へ挿入することでゲート28へ注入する樹脂の量または圧力を調整した。
(もっと読む)
射出成形機および射出成形機の成形品の取出方法
【課題】 複数のキャビティが水平方向に配置された金型が取付けられた射出成形機において、金型から成形品を取出すに際して、簡単な機構により成形品等を高速で取出すことのできる取出装置が配設された射出成形機および射出成形機からの成形品の取出方法を提供する。
【解決手段】 複数のキャビティ23a,23b,32a,32bが水平方向に配置された金型17,20が取付けられた射出成形機10において、射出成形機10に配設される成形品Pの取出装置40には、回転軸42の回転により旋回されるアーム43が設けられ、アーム43には成形品Pを吸着保持する吸盤47が取付けられ、アーム43が旋回移動される際に、吸盤47が金型20に保持されているスプルSに干渉せずに取出装置40の待機位置Hからみて遠方側の成形品Pの前方に移動される。
(もっと読む)
自動組み立て装置
【課題】複数の部品からなる物品を製造する場合に、組み付け工数を低減してコストの低減を図るとともに、誤組み付けが起こり難くする。
【解決手段】自動組み立て装置4は、予め成形された本体部品2を供給する本体部品用パーツフィーダ15と、予め成形された弁体部品3を供給する弁体部品用パーツフィーダ16と、本体部品用パーツフィーダ15から供給された本体部品2を位置決めする位置決め装置25と、弁体部品用パーツフィーダ16から供給された弁体部品3を本体部品2に組み付ける組み付け装置23とを備えている。
(もっと読む)
現像ブレード用金型及び現像ブレードの製造方法
【課題】弾性部材の形状に応じて形成したキャビティ部が材料を充填し難い複雑な形状でも、確実に充填して現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート2上に長手方向LDに沿って弾性部材を接着し、更に前記硬質プレートが長手方向での両側部に切欠き部を有すると共に、当該切欠き部を跨ぐようにして前記弾性部材が成型してある現像ブレード1の製造用金型30であって、前記弾性部材の形状に応じた形状のキャビティ部CAに材料を注入するゲート部35の位置が、前記長手方向LDで前記切欠き部と本体部中央側との境界CL上或いはこれより外側、または、前記境界より内側に10mm以内に設定してある。この金型のキャビティCA内に材料を注入するゲート部35の位置が、長手方向LDで最適に設定してあるので、切欠き部に対応する細径部が存在している場合でも材料を確実に充填し、充填不良やバリの発生を抑制可能となる。
(もっと読む)
成形体製造用金型および製造方法
【課題】形状が異なった第一、第二の成形体1、2を一組の金型3、4を用いて交互に連続して製造できるようにする。
【解決手段】一方の第二半部突き合せ面2aOと他方の第二半部突き合せ面2bOとを突き合せて第二成形体2を製造するとき、一方の第一半部の反突き合せ面と突き合せ面とを形成する型面1aO、1aI同士、他方の第一半部の突き合せ面と反突き合せ面とを形成する型面1bO、1bI同士が突き合って各第一半部1a、1bを形成する工程と、一方の第一半部突き合せ面1aOと他方の第一半部突き合せ面1bOとを突き合せて第一成形体1を製造するとき、一方の第二半部の反突き合せ面と突き合せ面とを形成する型面2aO、2aI同士、他方の第二半部の突き合せ面と反突き合せ面とを形成する型面2bO、2bI同士が突き合って各第二半部2a、2bを成形する工程とを交互に繰返すようにする。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型において、所要複数個の下型キャビティ4内で加熱溶融化された樹脂材料16を所要の加圧力(樹脂圧)にて均等に且つ各別に加圧する。
【解決手段】上下両型1(2・3)を所要の型締圧力にて型締めすることにより、下型キャビティ4内で加熱溶融化された樹脂材料16中に基板6に装着した電子部品5を浸漬する。このとき、まず、キャビティ側面部材9の先端面9a(下型面)を上型2の基板供給部7に供給セットした基板6の表面6aに当接し、次に、加圧部材13による所要の加圧駆動力を、第二弾性部材15を介してキャビティ底面部材8に伝達することにより、下型キャビティ4内で加熱溶融化された樹脂材料16をキャビティ底面部材8で所要の加圧力にて(弾性付勢力にて)均等に且つ各別に加圧(圧縮)する。
(もっと読む)
光学素子成形装置
【課題】
一度の成形で複数の光学素子の成形が可能でありながら、型の調整が容易であり、また型の調整の適否を迅速に判断できる光学素子成形装置を提供する。
【解決手段】
回転ステージ22と、回転ステージ22上に載置されたy方向移動ステージ23と、y方向移動ステージ23上に載置されたx方向ステージ24とを用いて、第1の型保持部材12と第2の型保持部材(x方向ステージ22)との相対位置調整を行うことで、複数の型における個々の芯合わせを行う際に、調整可能な可能な範囲内に収まるようにでき、それにより調整をより効率的に行うことができる。
(もっと読む)
成形金型および成形方法
【課題】 同一の金型で異なる板厚の成形品を同時に圧縮成形可能とした成形金型及び成形方法を提供することを目的とする。
【解決手段】 複数設けられたキャビティ24a,24bで異なる形状の成形品を同時に成形可能な成形金型21において、キャビティ24a,24b内に射出された溶融樹脂を圧縮するコアブロック26a,26bがそれぞれのキャビティ24a,24bに配設され、圧縮完了時におけるコアブロック26a,26bの前面26a1,26b1におけるキャビティ24a,24bの厚みC3,C4が異なるように設定されている。
(もっと読む)
樹脂モールド金型とこれを用いた樹脂モールド装置
【課題】マルチポット形式の樹脂モールド金型を備えた樹脂モールド装置で、不良品が形成された樹脂路における不要樹脂体の特定を可能とし、金型の不都合点を特定して不良の原因究明を可能にする樹脂モールド金型およびこれを用いた樹脂モールド装置を提供する。
【解決手段】ポット12を介して金型部材に装着されたプランジャ14によって樹脂モールド時に圧送された樹脂30を通過させてキャビティ18に供給する樹脂路11が略同一の形状に複数構成されて、圧送された樹脂30が樹脂路11で硬化して不要樹脂体20が形成されるとともに樹脂路11を介して供給された樹脂30がキャビティ18で硬化して成形品が形成される樹脂モールド金型10であって、不要樹脂体20に対して互いに異なる表示内容の不要樹脂体識別子12Z,14Zを付与する識別子付与部12A,14Aが樹脂路毎に設けられていることを特徴とする。
(もっと読む)
パーツ供給品及び模型
【課題】構成部品の組立を容易にするパーツ供給品とそれを用いる人形体を提供する。
【解決手段】 構成部品(手)を組立てる場合、まず、親指のパーツ110、人差し指のパーツ120、三指のパーツ130(中指のパーツと薬指のパーツと小指のパーツが接続したもの)をランナー10に支持したままでそれらの接続部を手の平のパーツ270の接続部と接続する。次に、手の平のパーツ270を手の甲のパーツ280で挟持して指を固定する。次に、人差し指のパーツ120と三指のパーツ130をランナー10から取り外す。この結果、組立が容易となり組立て時の間違いやパーツの紛失のミスを避けることができる。
(もっと読む)
金型
【課題】加工対象物の個数の変更等によって金型を製作しなおす必要がなくなるのでコストが抑えられ、作業期間が短縮でき、さらにさまざまな形状・寸法の製品を加工することが容易となる金型を提供する。
【解決手段】複数の上型32・32・32・・・を取付ける上型ベース31と、複数の下型42・42・42・・・を取付ける下型ベース41をそれぞれ対向して配置する一組の金型20であって、前記上型ベース31と前記下型ベース41にそれぞれ上型レール孔(嵌合孔)31aと下型レール孔(嵌合孔)41aを設けて平行に配置し、前記上型レール孔31aに複数の前記上型32・32・32・・・をスライド可能に取付け、前記下型レール孔41aに複数の前記下型42・42・42・・・をスライド可能に取付けた。
(もっと読む)
141 - 160 / 336
[ Back to top ]