
Fターム[4F202CM13]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491) | つかみ取出し (214) | 把持機構 (140)
Fターム[4F202CM13]の下位に属するFターム
吸引手段によるもの (78)
Fターム[4F202CM13]に分類される特許
1 - 20 / 62
成形品の取出装置、成形システム、及び成形品の製造方法

【課題】成形品とランナー及びスプルーの少なくとも一方とを掴んで金型から成形品を取り出した後の成形品の変形を抑制することができる成形品の取出装置、成形システム、及び成形品の製造方法を提供する。
【解決手段】成形品取出装置40は、成形品に対して移動可能な筐体56と、成形品を保持するバキュームパッド62と、バキュームパッド62を成形品側に付勢する圧縮コイルばね64と、ランナー28及びスプルー26の少なくとも一方を把持するチャック部材66と、圧縮コイルばね64の付勢力が無くなるとチャック部材66を筐体56側に復帰させる引張コイルばね68と、を有している。ここで、筐体56を金型20から離間する方向に移動させたとき、バキュームパッド62とチャック部材66が同じ方向に移動するので、成形品の変形を抑制することができる。
(もっと読む)
離型装置

【課題】構造が簡易で、成形物の多数個取りにも適用することができる離型装置を提供する。
【解決手段】成形物を型から取り出す離型装置であって、成形物を吸着する吸着パッド10と、成形物を吸着した吸着パッド10を直線上で移動させることにより、成形物を型から取り出す駆動部7と、を備え、吸着パッド10は、可撓性の中空部材であって、内部を負圧とすることによって吸着口14に成形物を吸着させる形状であって、且つ、成形物を前記型から取り出す際に、吸着口14に吸着された成形物にかかる荷重が偏る形状である。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
成形品取出方法及び装置
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
チャック装置およびそれを用いた成形品取出し装置
【課題】チャック装置によってそれぞれ保持した成形品における製品部分waと不要部分wbとを分断し、成形品を所定位置に移動させて製品部分waを収納する場合に、分断した製品部分waと不要部分wbとが接触干渉して姿勢や位置が変化することを防止して、製品部分waを所定位置に収納できるようにする。
【解決手段】成形品の製品部分waを保持する第1チャック部3aと、成形品の不要部分wbを保持する第2チャック部3bとを備えると共に、第1チャック部3aと第2チャック部3bとを相対接近および相対離間移動させるチャック移動手段を備え、このチャック部移動手段は、第1チャック部3aが設けられている可動枠9を、往復移動させるエアーシリンダ12を備えている。
(もっと読む)
樹脂成形品の把持装置
【課題】樹脂成形品の把持装置において、樹脂製形品の把持不良を抑止し、かつ吸着部品による擦り傷等の発生を抑止すると共に、三次元的に複雑な表面形状の多種類の樹脂成形品にも対応可能とし、かつ当該装置の小型化及びコストダウンを図る。
【解決手段】当該装置の長さ方向に移動可能な垂直ロッド17の一端側の支持部材18は、係止部材35により垂直ロッド17に固定可能であり、他端側の支持部材18はシリンダ19により昇降自在であり、中央バキュームハウジング32及び外側バキュームハウジング12の表面には可撓性の当接部材32がそれぞれ配設され、かつ内部にはマニホールドがそれぞれ形成され、各バキュームハウジング12,31の当接部材32には、各マニホールドに連通すると共に樹脂成形品Wの表面に向けて開口する複数の開口32aがそれぞれ開設される。
(もっと読む)
成形品取出装置
【課題】従来より少ない動作ステップで成形品を型から取り出すことが可能であり、しかも従来型の取出装置に対して簡単なアレンジを施すことにより得ることが可能な成形品取出装置を提供する。
【解決手段】支持部材24が直線的な移動力を受けて把持位置まで移動して一対の把持部材28が成形品Aの突部A2を把持したときに、このときの移動力を利用して把持部材を突部と一緒に一方の型11側に移動させる型抜機構27を備える。
(もっと読む)
射出成形品自動取出ロボット用の成形品保持装置
【課題】四つ又は四の倍数の数の型が二行多列でマトリックス状に配置された金型を用いて成形品を成形することを前提に、型同士の間隔を異にする金型に交換されても、成形された成形品のそれぞれを保持することのできる射出成形品自動取出ロボット用の成形品保持装置を提供する。
【解決手段】成形品自動取出ロボットのロボットアームRAに連結されるユニットベース20と、ユニットベース上に二行二列で配置された四つの保持手段21とを有する装置ユニット2を備え、装置ユニットは、各行の保持手段を列方向に接離させる第一作動手段22と、各列の保持手段を行方向に接離させる第二作動手段23とを備えている。
(もっと読む)
搬送用アーム機構
【課題】互いに連結された第1アームおよび第2アームをそれぞれ回転させるための動力源を一つにできるのはもちろんのこと、その動力源による両アームの回転を高精度で位置決めでき、かつ、両アームの個々の回転軸でのガタツキを抑える。
【解決手段】所定の製品を搬送する搬送用アーム機構であって、第1アーム28の基端部が、動力源20の駆動軸22に直結された第1回転軸26の軸心回りに回転するように支持され、第1アームの先端部と第2アーム48の基端部とが、第2回転軸40の軸心回りに相対的に回転するように連結されている。第1回転軸26の回転が、その軸上に配置された減速機30を通じて第1アーム28に伝達されるのと並行して第2回転軸40に直接伝達され、かつ、この第2回転軸の回転が、その軸上に配置された減速機50を通じて第2アーム48に伝達されるように構成されている。
(もっと読む)
パターン形成装置
【課題】 基板と金型の搬入と搬出とを自動的に実行することができ、効率的に基板の表面にパターンを形成することが可能なパターン形成装置を提供する。
【解決手段】 パターン形成装置は、搬入搬出部1と、パターン形成部3と、これらの搬入搬出部1とパターン形成部3との間に配置された搬送部2と、第2搬送部5とを備える。パターン形成部3は、基板と金型とを位置決めして重ね合わせる位置決めユニット31と、位置決めユニット31において位置決め後の基板に対し位置決め後の金型を押し付けるパターン形成ユニット33と、パターン形成ユニット33においてパターンが形成された基板からパターン形成に使用された金型を剥離する剥離ユニット32とを有する。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 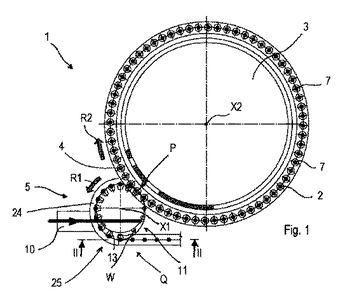 (もっと読む)
(もっと読む)
射出成形機のエジェクト方法
【課題】成形品やランナーの取り出し工程に必要な時間を削減すると共に安定した取り出し作業を行うことができる射出成形機のエジェクト方法を提供することを目的とする。
【解決手段】エジェクトピン(12)によって突き上げられた成形品(14)を、移動方向と交差する方向に動かすことなく駆動して金型内に進入した製品取り出し用ハンド(43)によって保持し、可動側金型11がさらに型開き方向に移動するのに連動してエジェクトピン(12)が成形品(14)から離間するように、エジェクトロッド(1)の有効長さを短くし、成製品取り出し用ハンド(43)を、移動方向と交差する方向に動かすことなく駆動して成形品(14)を取り出す。
(もっと読む)
樹脂板剥離装置
【課題】樹脂を平板状の成形型で成形した後、咬合した樹脂板を成形型からめくるように剥離すると、樹脂板もしくは成形型が損傷するという問題がある。
【解決手段】樹脂を平板状の成形型で成形した後咬合した樹脂板を成形型から剥離する樹脂板剥離装置であって、少なくとも、樹脂板を把持する樹脂板把持機構と、前記樹脂板把持機構を垂直方向に移動させる把持機構移動機構と、前記樹脂板把持機構がそれにそって移動するための側板と、を有することを特徴とする樹脂板剥離装置である。
(もっと読む)
成形品取出し機の電動成形品把持装置
【課題】エアーシリンダを作動して成形品を把持して取出す成形品把持装置に比べて圧縮空気発生装置、該圧縮空気発生装置からエアーシリンダに至るエアー配管等をなくして樹脂成形工場設備を簡易化すると共に設備コストを低減する。また、把持検知器を設けることなく、成形品を把持したか否かを検出することができ、把持爪を小型化及び軽量化する。更に、成形品の把持状態に応じて把持力を可変する。
【解決手段】一対の把持爪を全閉及び全開した際に回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による揺動基準データを記憶すると共に全開状態の一対の把持爪間に成形品を位置した状態で一対の把持爪を閉鎖して回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による把持検知データを記憶し、該把持検知データに基づいて一対の把持爪による成形品の把持を検知する。
(もっと読む)
中空成形装置
【課題】従来の上ばり回収は、打込工程での成形装置自体において、回収上ばりをエア送りするためのハウジングおよびダクトの設置のための所定の占有空間を必要とし、成形装置自体の小型化を阻害するという課題があった。
【解決手段】一対の胴部把持体27,28および一対の口部把持体29,30を備えた製品ホルダ20を型締装置5の駆動とは独立して開閉駆動するよう設け、その上方に上ばりB1を当接・落下させるストッパ体50,51を設け、ストッパ体と製品ホルダとの間に割受け体対40a,40bと41a,41bを備えこれらの開閉によってストッパ体50,51から落下した上ばりB1を受ける上ばり受け部40、41を設けた構成とした。これによって、型締・打込工程にて狭い作業域を持つ中空成形装置でも適用でき、かつ簡素な構成の上ばり回収の機構によって確実に上ばりを回収することができる。
(もっと読む)
成形品取出装置
【課題】把持機構の動作安定性を高めて、ダイカストマシンにて鋳造された鋳造品を確実に取り出すことができる成形品取出装置を提供する
【解決手段】2枚のフィンガプレート76,77の間に、連結ピン85を介して、第1及び第2のフィンガ18,19を揺動可能に取り付ける。また、これらフィンガプレート76,77の間に、把持用エアシリンダ75の可動部であるフィンガロッド78を配置し、その先端部を案内部材79で保持する。フィンガロッド78に連結され、フィンガプレート76,77の内面に摺動可能に配置されたフィンガカム82に、ハの字状に配置された2つの駆動ピン案内溝83,84を形成し、該駆動ピン案内溝83,84内に、フィンガ18,19の末端部に取り付けられた駆動ピン86,87を挿入する。
(もっと読む)
樹脂成形製品の取出機
【課題】 本発明は、樹脂成形製品の取出工程において、傷等の損傷を発生させない取出機を実現することを目的とする。
【解決手段】 本発明に係る樹脂成形製品の取出機は、成形金型から樹脂成形製品を取出して保持する製品保持手段と、樹脂成形製品を回収する製品回収手段と、製品保持手段が、樹脂成形製品を保持して成形金型から製品回収手段へ移動し、製品回収手段に樹脂成形製品を開放する際に、樹脂成形製品の姿勢を保持する姿勢保持手段と、を備えることを特徴とする。これにより、取出工程における樹脂成形製品の転倒を防ぎ、表面にできる擦り傷等の損傷の発生を防ぐことができる。
(もっと読む)
複合成形装置及びその複合成形装置の中間成形物の移載装置
【課題】異色又は異材質からなる複合成形品を1基の型締装置に搭載された複数の成形ステージで成形する複合成形装置に組み込まれて、各成形ステージで成形された中間成形物を後段の成形ステージに移動する移載装置は、成形品取出装置とは別の装置として改良されるべきである。
【解決手段】本発明の複合成形装置は、前記成形ステージを、それぞれの間に収容空間を形成した成形ステージとして前記型締装置内に配置し、前記移載装置を、該型締装置内に納めるとともに、前記中間成形物の把持具を、型閉じ中には前記収容空間で待機させ型開き中には隣り合う該成形ステージ間で往復させるように構成し、そして、前記型締装置とエジェクタ装置を、前記中間成形物に前記把持具を離接させる装置に構成する。また、本発明の複合成形装置の移載装置は、前記把持具を、隣り合う前記成形ステージ間で往復させるとともに前記収容空間で待機させる装置として構成される。
(もっと読む)
Oリングの成形方法およびそのためのOリングの成形装置
【課題】いわゆるコールドポット成形方法を用いたOリングの成形方法において、製品としてのOリングの強度にばらつきが生じることがなく、一定の品質のOリングを提供することができるとともに、Oリングを金型から取り出す際に、上金型側に付着したままにならず、Oリングを取り出すことが可能であり、その結果、Oリングの取り出し、切断工程の自動化を図ることができ、連続操業が可能で、コストも低減することが可能なOリングの成形方法およびそのためのOリングの成形装置を提供する。
【解決手段】成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下である金型を用いて、Oリングを成形する。
(もっと読む)
生物医学的な使用のためのチャンバユニットを成形及び組立てるための装置及び関連した方法
生物医学的な使用のためのチャンバユニット(D)を成形及び組立てるための装置であって、相互に組立てられるようになっているチャンバユニット(D)のそれぞれ2つのパーツ(A,B)の熱可塑性材料の射出成形するための、第1成形金型(3)の金型部分及び第2成形金型(4)の金型部分、及び追加の熱可塑性材料をオーバーモールディングすることによって前記2つのパーツ(A,B)の組立てのための金型(5)の前記金型部分、を支持するため、相互に平行で向かい合っており、且つ互いに近づけられたり遠ざけられたりする2つのプレート(18,22)と、及び、作動手段(M)によって前記プレート(18,22)の間で移動可能にされ且つ、パーツを前記組立成形型(5)に移送するために前記第1成形金型(3)及び第2成形金型(4)から前記パーツ(A,B)を受けるようになっている要素支持装置(6)とを含むものにおいて、前記要素支持装置(6)は、前記支持プレート(18,22)少なくとも1つと少なくとも摺動可能に直接関連する。 (もっと読む)
1 - 20 / 62
[ Back to top ]