
Fターム[4F202CM82]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 型面への供給、適用 (318)
Fターム[4F202CM82]の下位に属するFターム
Fターム[4F202CM82]に分類される特許
81 - 100 / 131
モールドの製造方法
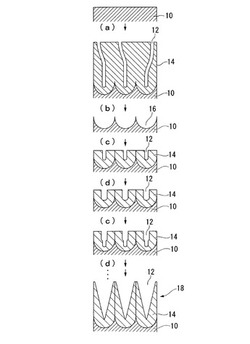
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(I)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(II)モールド本体16の微細凹凸構造が形成された側の表面に、官能基(A)を導入する工程と、(III)工程(II)の後、モールド本体16の微細凹凸構造が形成された側の表面を、官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程とを有するモールドの製造方法。
(もっと読む)
圧縮成形金型に対する離型フィルム吸着方法および圧縮成形金型

【課題】圧縮成形金型の表面への離型フィルムの吸着時間を短縮でき、装置のサイクルタイム向上、装置の生産性の向上、更には単位当りのコスト上昇の防止を可能とする。
【解決手段】枠状金型116の表面116Aの位置に対して圧縮金型118の表面118Aの位置を凹ませることにより段差Dを形成し圧縮成形金型100の表面に凹部140を形成した後に、少なくとも当該凹部140を含む圧縮成形金型110の表面を被覆するように離型フィルム128を供給することによって当該離型フィルム128と凹部140にて区画される空間Xを形成し、当該空間X内を減圧した状態で、段差Dを消滅させる方向に枠状金型116を移動させる。
(もっと読む)
半導体チップの樹脂封止成形方法及び金型
【課題】 半導体チップの圧縮成形用金型1(上型2、下型3)において、金型面(キャビティ7の面を含む)に短尺状(短冊状)の離型フィルム9を被覆させるときに、下型3の型面上に離型フィルム9が重なった状態になることを効率良く防止する。
【解決手段】
まず、下型3の型面に短尺状の離型フィルム9を供給セットすることにより、離型フィルム9を、金型キャビティ7に設けた吸着孔と下型面に設けた吸着孔10とで、金型キャビティ7面と下型3の型面とにこれらの形状に沿って被覆させ、次に、吸着孔10の外周囲に設けた吸引孔12の型面開口部から空気を強制的に吸引排出することにより、吸引孔12の内部に離型フィルム9の端部9a(辺9bを含む)を引き込んで収容する。
(もっと読む)
漏斗用離型剤塗布装置
【課題】 漏斗の内側に付着した発泡カスを剥離させ易くするための離型剤の塗布の自動化を可能にした漏斗用離型剤塗布装置を提供することを目的とする。
【解決手段】 漏斗用離型剤塗布装置1は、漏斗4の首部4aを挟むようにして支持すると共に、傾斜して延在するガイドレール3と、このガイドレール3の下流側で漏斗4の内壁面に向けて離型剤を噴射する離型剤噴射手段10と、漏斗4を、離型剤噴射手段10による離型剤の噴射位置に停止させるストッパ手段20と、を備えている。この装置1にあっては、ガイドレール3が傾斜して延在しているので、漏斗4をその自重によって流下させることができ、動力を使うことなく離型剤の噴射位置Sまで漏斗4を搬送させることができる。さらに、ポンプPをもった離型剤噴射手段10を利用することで、離型剤の塗布量や塗布時間の管理が容易になり、離型剤の均一な塗布が可能になる。
(もっと読む)
離型用多層フィルム
【課題】金型や成形材料との剥離性に優れ、しかも、金型に対する追従性や水蒸気のバリア性を向上させることのできる離型用多層フィルムを提供する。
【解決手段】モールド金型にモールド樹脂を充填して成形品を成形する場合に、モールド金型とモールド樹脂との間に介在されるフィルムであって、モールド樹脂に接触するA層1と、このA層1に対向するB層2と、これらA層1とB層2との間に介在して接着するC層3とを多層構造に備え、A層1を、熱可塑性のフッ素樹脂を用いて成形し、B層2を、芳香族ポリエステルとポリエーテルとからなる樹脂を含有する樹脂組成物により成形し、C層3を、熱可塑性のフッ素樹脂とB層2用の樹脂組成物とを混合した樹脂組成物により成形する。
(もっと読む)
成型金型
【課題】キャビティの金型表面への離型剤の付着性を向上させることができる成型金型を提供すること。
【解決手段】成型金型1の見切り面22,32にキャビティを形成する凹部21,31を設ける。凹部21の内側面21a,31aに溝部21b,31bを水平方向に形成し、キャビティの金型表面粗さを形成する機械加工方向を水平方向にする。このような成型金型1は、キャビティに塗布された離型剤が、溝部21b,31bの間に水平方向に設けられた山部に遮られて液だれせず、金型表面への離型剤の付着性を向上させることができる。
(もっと読む)
樹脂成形品の成形方法及び金型装置
【課題】キャビティ面の付着有機物質を簡易な設備で容易に除去することができる樹脂成形品の成形方法及び金型装置を提供する。
【解決手段】離型剤塗布工程、発泡成形工程及び脱型工程の1サイクルを1回又は複数回行った後、キャビティ面に付着した有機物質を除去する。下型2及び上型3のキャビティ面にそれぞれ紫外線ランプを有した紫外線照射装置10を対峙させ、紫外線照射装置10から紫外線を各キャビティ面に照射し、付着している有機物質を分解する。
(もっと読む)
被洗浄部材の洗浄方法および光学素子の製造方法
【課題】簡便かつ効率的で、金型や固定治具等の被洗浄部材に対するダメージが少ない、被洗浄部材の洗浄方法等を提供する。
【解決手段】光学素子製造装置から光学材料成分が付着した被洗浄部材41を取り出す工程と、取り出された被洗浄部材41を、光学材料成分を除去する洗浄装置40に設置する工程と、洗浄装置40にて、設置された被洗浄部材41の周囲環境に所定のガスを導入する工程と、導入された所定のガスに高周波電圧を印加してプラズマ化し、被洗浄部材41の表面をプラズマ化されたガスに晒し、光学材料成分をハロゲン化物にして気化させ除去する工程と、を含む被洗浄部材41の洗浄方法。
(もっと読む)
鋳造目的の鋳型の製造
微粒子の耐火材料およびバインダーから構成される、鋳造目的の鋳型、特に、マスク鋳型、砂質土コア、およびそれらの部材の製造方法が記載される。少なくとも1つの有機ケイ素成分を含む組成物が使用前に適用される部材を有する装置が、いずれの場合にも使用される。さらに、鋳造目的の鋳型を製造するための組成物の使用、および対応する装置が記載される。装置は有機ケイ素の層またはコーティングが施されている少なくとも1つの部材を有することを特徴とする。 (もっと読む)
離型剤塗布ノズル
【課題】離型剤塗布ノズルを分割構造にし、分解清掃による機能回復を可能にするとともに、ノズルヘッド交換方式により金型のキャビティに合わせて噴霧口の配置を最適化できるようにし、さらにノズルヘッドにおける離型剤通路をマシニングセンター等で自由に設定可能な構造とし、離型剤噴霧の応答性の向上および噴霧量の調整を図ることを可能とした離型剤塗布ノズルを提供する。
【解決手段】本発明の離型剤塗布ノズルは、金型の上型と下型に対し離型剤を吹き付ける塗布ノズルにおいて、塗布ノズルを、ノズル先端部、空気・離型剤通路部および本体取付接合部の3分割構造にしてこれらの部材を接離可能に接合するとともに、前記ノズル先端部を上型用ノズルボディおよび下型用ノズルボディの2分割構造にして接離可能に接合し、上型用ノズルボディの噴霧口および下型用ノズルボディの噴霧口にそれぞれ連通する離型剤通路および空気通路を設けることを特徴とする。
(もっと読む)
タイヤ加硫用ブラダーへの離型液塗布方法及び装置
【課題】離型液の飛散の問題を生じることなく、塗布時間を短縮することが可能なタイヤ加硫用ブラダーへの離型液塗布方法及び装置を提供する。
【解決手段】本発明のタイヤ加硫用ブラダーへの離型液塗布方法は、筒状の転写型1の内面1aに離型液を付着させる工程と、転写型1内にタイヤ加硫用ブラダー8を挿入する工程と、挿入したタイヤ加硫用ブラダー8を膨張させて転写型1の内面1aに付着する離型液をタイヤ加硫用ブラダー8の外表面8aに転写する工程とからなり、塗布装置は、タイヤ加硫用ブラダー8の外表面8aに離型液を転写するための筒状の転写型1と、転写型1の内面1aに離型液を付着させる付着手段3と、転写型1をタイヤ加硫機のタイヤ加硫用ブラダー8まで移動させる移動手段4を有している。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
水性離型剤およびポリウレタン成形体製造時のその使用
【課題】ポリウレタン系は、使用される金型材料、好ましくは金属のような熱伝導性の大きい材料に対して強い接着性を示すことが知られており、ポリウレタン成形体の脱型時に、ポリウレタンおよび/又はポリウレタン反応混合物と接触する金型内壁に塗付される離型剤が必要とされる。このため、水性離型剤およびポリウレタン成形体製造時のその使用を提供する。
【解決手段】離型活性剤として少なくとも1種類の金属石鹸を含有し、更に少なくとも1種類のポリアルキレングリコールを含有することを特徴とする、水性離型剤組成物。
(もっと読む)
型内被覆組成物
【課題】1液で使用でき、容易かつ実用的に優れた型内被覆成形用組成物を提供する。
【解決手段】成分として、(A)変性ポリオレフィン、(B)少なくとも2個の(メタ)アクリレート基を有するオリゴマー、不飽和ポリエステル樹脂、又はエチレン性不飽和モノマー、(C)カルボン酸金属塩、リン酸エステル金属塩又はソルビトール誘導体、(D)重合開始剤、及び(E)離型剤を有する。また、(A)/(B)=70/30〜6/94(質量部)、及び (A)/(C)=100/0.01〜100/5(質量部)を満たす。
(もっと読む)
ウレタン製のハス歯ベルト
【課題】小型精密機器などに求められる細幅のハス歯ベルトでも十分な耐久性が得られるハス歯ベルト。
【解決手段】ウレタン樹脂製の背部5と歯部4及び芯線6とから構成されるハス歯ベルト3であって、シリコーンオイルが歯部側に付着していることを特徴とするハス歯ベルト。
(もっと読む)
フィルム供給機構
【課題】簡易な構成でロール状の離型フィルムを案内プレート側に送り出して展開し、切断することのできる離型フィルム供給機構を提供する。
【解決手段】樹脂封止金型110に対して離型フィルム160を供給する離型フィルム供給機構150であって、ロール状に巻回された離型フィルム160を所定の長さの短冊状フィルム161に切断する切断装置151を有し、この切断装置151が、ロール状に巻回された離型フィルム160を送り出す送りローラ163と、該送り出された離型フィルム160が案内される案内プレート158と、該案内プレート158上に送り出された離型フィルム160を前記ロール状に巻回された離型フィルム160から切り離し可能なフィルムカッター154と、を備え、案内プレート158の表面に、送り出される離型フィルム160に向けてエアを噴出可能なエア噴出機構158Aを備える。
(もっと読む)
表皮材、その製造方法及び自動車内装用表皮材
【課題】板厚が均一であり、外観を損なわずに、しっとり感やスムース感などの触感を向上させ得る表皮材、その製造方法、及びそれを用いた自動車内装用表皮材を提供すること。
【解決手段】表皮材は、基材と、基材より表面側に配設される高分子材料含有層を有し、高分子材料含有層の表面に深さが30〜130μmである微小な凹部を有し、高分子材料含有層の表面の全投影面積基準で、凹部の投影面積の割合が5〜20%である。
表皮材の第1の製造方法は、シリコン系離型剤などが塗装された表皮材表面側形成用金型に、微粒子パウダーと分散剤とを含有する混合物を塗装し、次いで、高分子材料含有層形成用原料を塗装し、更に、表皮材裏面側形成用金型と表皮材表面側形成用金型とにより型閉じして、密閉空間を形成し、しかる後、密閉空間内に基材形成用原料を射出し、反応させ、型開きする。
(もっと読む)
インプリント装置
【課題】離型時に型表面に付着したままの薄板状の被成形体を容易且つ速やかに剥離でき、スループットの向上を図ることのできるインプリント装置を提供すること。
【解決手段】表面にパターンが形成された型1と樹脂製の薄板状の被成形体2とを相対的に移動させて被成形体2の表面に型1を押し付け、パターンを被成形体2の表面に転写する転写手段5と、転写後に型1表面に付着した被成形体2を離型させる離型手段8とを有し、離型手段8は、表面に粘着領域を有する長尺テープ81と、該長尺テープ81の裏面を支持する支持部材85とを備え、被成形体2の離型時に、型1と離型手段8とを相対的に近接移動させ、長尺テープ81表面の粘着領域を、型1表面に付着している被成形体2の裏面に接触させて長尺テープ81表面の粘着領域に被成形体2を保持させた後、型1と離型手段8とを相対的に離間移動させ、被成形体2を型1表面から剥離させるインプリント装置。
(もっと読む)
成形金型、弾性ロール及びその製造方法、電子写真プロセスカートリッジ並びに画像形成装置
【課題】ロールの金型成形において、弾性層の硬化終了後、成形金型からロールを脱型させる際に、成形金型の冷却及び成形金型内表面への離型剤の使用を行わずに、弾性層が優れた形状精度を得ることができる成形金型を提供する。
【解決手段】軸芯体上に弾性層を有する弾性ロールを製造するための成形金型であって、成形金型の内表面は、窒素含有量が3mol%以上8mol%以下であることを特徴とする成形金型。
(もっと読む)
81 - 100 / 131
[ Back to top ]