
Fターム[4F202CM84]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 型面への供給、適用 (318) | 型面の適用状態 (120)
Fターム[4F202CM84]の下位に属するFターム
焼付けるもの (16)
Fターム[4F202CM84]に分類される特許
1 - 20 / 104
パターン形成方法
【課題】 離型力が小さいパターン方法を提供すること。
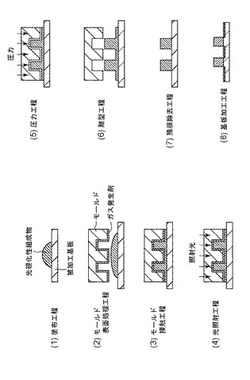
【解決手段】 表面に凹部および/または凸部を有するモールドに硬化性組成物を接触させた状態で該硬化性組成物を硬化させ、前記モールドと前記硬化性組成物とを剥離して前記硬化性組成物の凹部および/または凸部を有するパターンを得るパターン形成方法であって、(i)前記モールドと前記硬化性組成物の硬化物との間に且つそれぞれに接触するように、ガス発生剤を有するガス発生領域を設ける工程、(ii)前記(i)工程で設けられた前記ガス発生領域からガスを発生させる工程、(iii)前記(ii)工程と同時またはその後に、前記モールドと前記硬化性組成物の硬化物とを剥離する工程、を有することを特徴とするパターン形成方法。
(もっと読む)
テンプレートの表面処理方法及び装置

【課題】テンプレート表面に充填性と離型性を両立した離型層を形成する。
【解決手段】本実施形態では、インプリント処理時に光硬化性樹脂に接触させる凹凸を有するパターン面を備えたテンプレートの表面処理を行う。この表面処理方法は、テンプレート1のパターン面に第1シランカップリング剤を供給する工程と、テンプレート1のパターン面に第2シランカップリング剤を供給する工程と、を備えている。第1シランカップリング剤を使用してテンプレート表面に形成する離型層は、第2シランカップリング剤を使用してテンプレート表面に形成する離型層と比較して、前記光硬化性樹脂に対する接触角及び水に対する接触角が低い。
(もっと読む)
型、それを用いたインプリント方法および物品の製造方法
【課題】インプリント装置にて、型と樹脂とを引き離す際の離型性と、使用可能期間の長期化の点で有利な型を提供する。
【解決手段】型1は、石英からなり、被処理体としての樹脂を成形するパターン部3を有する。この型1は、樹脂と接触するパターン部3の表面上に形成された、フッ化水素を含む液体に対して不溶である材料からなる第1層4と、第1層4の表面上に積層する形で形成された、シランカップリング剤を含む化学吸着膜としての第2層5とを有する。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
インサート成形品の製造方法
【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
芯体、管状体の製造方法
【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
金型及び発泡成形体の製造方法
【課題】排気孔への離型剤等の異物の侵入を防止することができ、且つ仮に排気孔に異物が侵入しても容易に除去することが可能な金型と、この金型を用いた発泡成形体の製造方法とを提供する。
【解決手段】金型30は、発泡合成樹脂よりなる発泡成形体を製造するためのものである。金型30のキャビティ33の内面に、該キャビティ33内のガスを該キャビティ33の外部に排出するための排気孔34が設けられている。排気孔34に、キャビティ33からのガス排出方向と反対方向に流体を供給する流体供給手段35が設けられている。
(もっと読む)
ナノインプリントモールド用離型剤、表面処理方法並びにナノインプリント用モールド
【解決手段】一般式(1)で示されるアルコキシシラン化合物又は下記一般式(2)で示されるシラザン化合物からなるナノインプリントモールド用離型剤。
(式中、Rf及びRf’は炭素数1〜10のフルオロアルキル基であり、各々同一又は異なっていてもよい。R1は水素原子又は炭素数1〜6の脂肪族1価炭化水素基である。R2及びR3はメチル基又はエチル基であり、各々同一又は異なっていてもよい。X及びYはエーテル結合又はエステル結合であり、各々同一又は異なっていてもよい。a及びbは各々0又は1であり、m、n及びpは各々0〜6の整数、qは1〜6の整数、rは0〜2の整数である。)
【効果】本発明によれば、離型性のよい離型層を持つため、パターン寸法に影響をほとんど与えず、離型時の親和力によるパターン欠損を低減し、高精度なインプリント形成が可能なナノインプリントモールド用離型剤を得ることができる。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
インプリント用モールド、およびインプリント方法
【課題】 本発明は、モールドの製造に複雑な工程を要することなく、モールド材と同じ材料からなるアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用モールド、およびインプリント方法を提供することを目的とするものである。
【解決手段】 前記モールドのアライメントマーク領域の表面が、硬化前のインプリント用被転写樹脂に対して、少なくとも、前記モールドの転写領域の表面よりも高い撥液性を生じるようにすることにより、上記課題を解決する。
(もっと読む)
離型剤噴射用ポンプおよびそれを用いた離型剤噴射システム
【課題】成形面を覆うことなく、水溶性離型剤の飛散に起因して作業環境が悪化するのを回避できる離型剤噴射用ポンプを提供する。
【解決手段】離型剤噴射用ポンプ10を、円柱状凹所26を有するベース14と、円柱状凹所26において弧状に嵌め込まれる弾性材製のチューブ12と、当該チューブ12の内側に配設され、その外縁に設けられた押圧部42にてチューブ12の一部を押圧閉塞しつつ回転可能に配設されている回転体16と、所定の分解能で回転角度制御が可能で、中心軸CLを中心として回転体16を回転させるモータ18とで構成することにより、上記課題を解決することができる。
(もっと読む)
インプリント用のテンプレート及びパターン形成方法
【課題】インプリント材料の充填速度を制御する。
【解決手段】実施形態のインプリント用のテンプレートは、一方の面に凹凸を有するパターンが形成された第1部材を備え、被加工基板上に塗布された光硬化性のインプリント材料に前記一方の面を接触させた状態で、前記第1部材の他方の面の上から照射された光により前記インプリント材料を硬化して前記パターンを前記インプリント材料に転写するインプリント用のテンプレートである。このテンプレートは、端部領域に第2部材が設けられている。前記第2部材の前記インプリント材料に対する接触角は、前記第1部材の前記インプリント材料に対する接触角より大きい。
(もっと読む)
離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置。
【課題】タイヤ加硫用ブラダが取り付けられた型に対する離型剤の付着が抑制された離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置を提供することを目的とする。
【解決手段】挿入工程においてケース42の内部にブラダ18を挿入する。次に、ブラダ18を膨張させ、ケース42の内壁42Dに設けられた塗布部材44にブラダ18の外面を接触させる。そして、塗布工程において、ブラダ18の中心軸Cを中心としてケース42を回転し、ブラダ18の外面に沿って塗布部材44を周方向へ移動させる。これにより、膨張したブラダ18の外面に接触した塗布部材44によって、ブラダ18の外面に離型剤が塗布される。
(もっと読む)
インモールド転写材用粘着離型ポリエステルフィルム
【課題】 インモールド転写箔の基材に用いるフィルムの少なくとも一方の面に粘着離型層を設けるに際し、かかる粘着離型層としてハードコート層を粘着離型層上に容易に加工でき、かつ転写後はハードコート層と剥離しやすく、しかも被転写物の大きさに合わせた幅にスリット加工する際に箔こぼれ現象が生じないような粘着剥離特性を有しており、インモールド用転写箔の基材フィルムとして有用なインモールド転写材用粘着離型ポリエステルフィルムを提供する。
【解決手段】 ポリエステルフィルムの少なくとも片面に粘着離型層を有し、該粘着離型層が特定のフルオロアルキルアクリレートとフッ素を含まないアクリレートとを構成成分とする共重合体および架橋剤を含有し、該共重合体のガラス転移温度が20℃以下であって、該粘着離型層に対するハードコート層の剥離力が0.2N/mm以上0.4N/mm以下であるインモールド転写材用粘着離型ポリエステルフィルムによって得られる。
(もっと読む)
塗布作業シミュレーション装置
【課題】複数のノズルを備えたスプレー装置に対応し、噴射物の塗布時間を算出する。
【解決手段】塗布作業シミュレーション装置(10)は、スプレー装置(30)に対するノズル(31)の位置および噴射物の噴射形状を指定する指定部(19)と、噴射物の出力等の指令を含むロボット(20)の動作プログラムを実行して、シミュレーションによりロボットの三次元モデルを動作させ、噴射形状の三次元モデルと被塗布部材の三次元モデルとの間の干渉箇所を所定時間毎に算出する干渉箇所算出部(13)と、被塗布部材の三次元モデルの表面上において、干渉箇所のそれぞれにおいて干渉回数を所定時間毎に算出する干渉回数算出部(14)と、所定時間毎の干渉回数から塗布時間を算出する塗布時間算出部(15)と、塗布時間に応じて被塗布部材の三次元モデルの表面を色分けして表示する表示部(16)と、を含む。
(もっと読む)
プラスチックレンズ成型方法
【課題】重合硬化反応に伴う体積縮小による成型品周面のテープシワの発生を簡単かつ確実に抑制できる新規なプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド20,20間を粘着テープ10でその周方向に沿って連続的に封止してキャビティCを区画形成した後、前記キャビティCに重合性モノマーを充填し、その後、前記一対のモールド20,20同士を互いに接近する方向に継続的に力を加えた状態で前記キャビティC内に充填した重合性モノマーを重合反応させる。これによって、重合硬化反応に伴う体積縮小をモールド20,20間の距離の変化によって吸収するため、体積縮小による成型品周面のレンズシワの発生を簡単かつ確実に抑制できる。
(もっと読む)
スキンレスフォームローラ、その製造方法およびその成形金型
【課題】スキンレスフォームローラの表面に良好な開口性を付与し開口性を持続して与えるに足る複合皮膜層を有した成形金型、ならびにその成形金型を用いた画像不良の発生を長期に抑制できるスキンレスフォームローラおよび効率の良いその製造方法を提供すること。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
(もっと読む)
離型層付きモールドおよびその製造方法ならびにモールドの製造方法
【課題】インプリント耐性を十分に備えながらも、精度良くパターンを転写させる。
【解決手段】インプリントにより所定のパターンを被転写物に転写するための元型モールド30に離型層が設けられる離型層付きモールドにおいて、前記離型層に含まれる化合物の分子鎖における主鎖にはフルオロカーボンが含まれ、前記化合物の分子鎖は、元型モールドに対して吸着している吸着官能基を少なくとも2個以上有し、前記吸着官能基において、前記吸着官能基と元型モールドとの吸着の元となる結合エネルギーが、前記化合物の分子鎖における吸着官能基同士の結合エネルギーよりも大きい。
(もっと読む)
接着剤付成形部品及びその製造方法
【課題】 打ち抜き加工を用いず、両面テープ貼付工程の不要な接着剤付成形部品及びその製造方法の提供。
【解決手段】 接着剤層の形状を少なくとも一部に有するスペーサーを成形部品に当接してなる構造体を型として用いて、プラスチックフィルムを真空成形又は圧空成形して前記構造体に沿った凹み型を製造する凹み型形成工程と、
前記凹み型形成工程後、前記スペーサーを接着剤組成物に置き換えて、前記成形部品上に接着剤層を形成する接着剤層形成工程と、
を有することを特徴とする接着剤付成形部品の製造方法。
(もっと読む)
ナノインプリントモールドの製造方法、パターン形成体の製造方法、およびナノインプリントモールド
【課題】本発明は、パターン部の凹部における樹脂の充填性および離型性が良好なナノインプリントモールドを得ることを主目的とする。
【解決手段】本発明は、凸部および凹部を有するパターン部、ならびに上記凸部の頂部に形成された金属膜を備えるモールド部材を準備し、第一離型剤を用いて、上記凹部の側壁部および底部、ならびに上記金属膜の表面に第一離型層を形成する第一離型層形成工程と、上記第一離型層を表面上に有する上記金属膜を剥離する金属膜剥離工程と、上記金属膜を剥離することにより露出した上記凸部の頂部に、第二離型剤を用いて、上記第一離型層よりも撥液性の高い第二離型層を形成する第二離型層形成工程と、を有することを特徴とするナノインプリントモールドの製造方法を提供することにより、上記課題を解決する。
(もっと読む)
1 - 20 / 104
[ Back to top ]