
Fターム[4F202CM82]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 型面への供給、適用 (318)
Fターム[4F202CM82]の下位に属するFターム
Fターム[4F202CM82]に分類される特許
61 - 80 / 131
離型剤
【課題】炭素数8以上のパーフルオロアルキル基を有する化合物を有効成分とする離型剤と同等の離型性能を有し、生体蓄積性が低いといわれる炭素数6以下のパーフルオロアルキル基を有する化合物を有効成分とする離型剤を提供する。
【解決手段】一般式 CnF2n+1(CH2CF2)a(CF2CF2)b(CH2CH2)cP(O)(OH)2 (ここで、nは1〜6の整数、aは1〜4の整数、bは1〜3の整数、cは1〜3の整数である)で表わされるポリフルオロアルキルホスホン酸またはその塩を有効成分とする離型剤。
(もっと読む)
ローラーによる精細な模様の形成方法
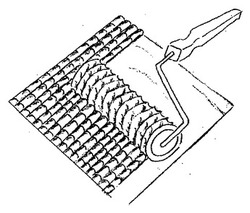
【課題】従来利用されてきた、外周面に模様のあるローラーを塗面上に転がして、模様を形成する方法は、利用できる離型剤や離型剤の使用方法に制約があり、精細な模様の形成が困難であり、又作業者への健康影響があった。
【解決手段】建材又は建築物の塗装基材面に塗剤を塗布し、塗剤が乾燥する前に塗剤上にシリコン系離型剤を噴霧した後、外周面に模様のあるローラーを塗剤の上に転がし、塗剤上に模様を形成する方法であり、精細な模様を作業者への健康影響なしに形成出来る。
(もっと読む)
成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器

【課題】多数の高精度転写体を形成した転写体集合基板を短時間・高量産性で形成できる成形装置、製造方法を提供する。
【解決手段】転写型としての転写マスタ9のサイズを1パターンと小さくすると共に、光照射装置11を基板保持部4の上方に配置して該光照射装置11から紫外線などの光を斜め下方向に照射し、透明基板の裏面または基板保持部4の基板保持面で光を反射させ、該反射光を転写体材料に照射して光硬化させる。
(もっと読む)
積層成形品の製造方法並びにその方法に使用する成形金型
【課題】ホットメルトを表皮側に設定して、芯材表面に加熱軟化処理した表皮を真空貼着して製作する積層成形品の製造方法並びにその方法に使用する成形金型において、ホットメルトが真空成形金型に付着することを確実に防止して生産性を高める。
【解決手段】表皮22の裏面にホットメルト22cをプレコート処理した状態で表皮22を加熱軟化処理した後、真空成形金型40により表皮22を芯材21の表面に真空貼着する際、真空成形金型40における型面外周部40aには、離型剤をコーティング処理した離型処理層46が設けられているため、表皮22の巻込みシロ23に相当する部位のホットメルト22cがこの離型処理層46に当接することで、芯材21に表皮22を真空貼着した半製品Pを真空成形金型40から脱型する際、ホットメルト22cが真空成形金型40に付着することがなく、円滑な脱型操作が期待できる。
(もっと読む)
マンドレルの製造方法
【課題】マンドレルを用いてホースを製造する際にマンドレルの引き抜き性が高いマンドレルを製造する方法の提供。
【解決手段】少なくとも外層が樹脂層からなり、内層に導電性部材を有するマンドレルの表面にコロナ放電を施した直後に離型剤を塗布することを特徴とするマンドレルの製造方法である。
(もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
板状成形物の製造方法
【課題】ステンレス鋼板製の鋳型からの剥離性が良好な板状成形物の製造方法を提供する。
【解決手段】燐酸エステル、陰イオン界面活性剤及び水を含有する処理液と接触させた後、乾燥させた成形面を有するステンレス鋼板製の鋳型を使用し、鋳型の成形面と接触するようにビニル単量体層を形成するビニル単量体層形成工程、ビニル単量体層を重合して板状成形物層を形成する成形工程及び鋳型から板状成形物層を剥離する剥離工程を有する板状成形物の製造方法。
(もっと読む)
ゴム成形用金型
【課題】離型剤を使用しなくても、高い離型効果を発揮し、耐摩耗性に優れる金型を提供する。
【解決手段】金型1の母材4の表面に、Ni−P合金メッキのメッキ皮膜の第1メッキ層12a,12bと、その外側に設けられ、かつNi−P合金メッキのメッキ皮膜にフッ素樹脂粒子が分散した複合メッキ皮膜の第2メッキ層13a,13bとから形成された被覆層11a,11bを形成させ、金型1の成形面とする。第2メッキ層13a,13b中のフッ素樹脂粒子の含有量は、20〜33体積%とする。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
液状樹脂材料供給用のゲートノズル
【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料Rを効率良く供給することができるゲートノズル15を提供する。
【解決手段】上型6側に設けられた嵌合着脱部57に対して着脱自在に装設されるゲートノズル本体151と、該ゲートノズル本体の内部に嵌装した冷却水路部材155と、該冷却水路部材に対して着脱自在の状態で嵌装した液状樹脂材料吐出用のノズルチップ156と、該ノズルチップを冷却水路部材155に止着する保持部材157とから構成する。
ゲートノズル15は冷却されているため、該ゲートノズルの内部を流通する熱硬化性樹脂材料Rに対する熱硬化反応を効率良く抑制できると共に、上型6側に対して着脱自在に装設され且つ簡易に分解できるため部品交換等に迅速に対応することができる。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
半導体チップの圧縮成形方法及び金型
【課題】基板5に装着した半導体チップ4を樹脂成形体16に圧縮成形する金型1(上型2と下型3)に設けた下型キャビティ9内で成形される樹脂成形体16の厚さを効率良く高精度で一定に形成し、離型フィルム8を被覆したキャビティ9内に供給した樹脂材料10の量の過不足を効率良く調整し、離型フィルム8の「しわ」を効率良く伸長する。
【解決手段】キャビティ底面部材12による下型キャビティ9内の樹脂加圧時に、キャビティ底面部材12を所要の位置で係止部材17にて停止することにより、樹脂成形体16を所要の厚さ(下型キャビティの深さ)Aに圧縮成形し、更に、摺動部材18を下型キャビティ9内に突き出すことにより、下型キャビティ9内で不足した樹脂量を摺動部材18の先端部18aの容量で補い、且つ、下型キャビティ9内の離型フィルム8を、摺動部材18を突き出して伸長する。
(もっと読む)
ゴム製品の成型加硫用離型剤組成物およびゴム製品の製造方法
【課題】 ブラダー表面に迅速に弾性被膜を形成し、ゴム製品の成型加硫工程時におけるブラダーの離型性に優れ、さらに連続成型加硫できるゴム製品の成型加硫用離型剤組成物と、この成型加硫用離型剤組成物を使用して、効率よく行われるゴム製品の製造方法とを提供する。
【解決手段】 ゴム製品の成型加硫用離型剤組成物は、特定の変性ポリシロキサンである成分(A)〜(E)と、界面活性剤と、水とを含有する離型剤であって、成分(A)の配合量を100重量部としたときに、それぞれの配合量が、成分(B)が50〜200重量部、成分(C)が100〜300重量部、成分(D)が100〜300重量部、成分(E)が1〜50重量部、界面活性剤が1〜50重量部、水が300〜5000重量部である。
(もっと読む)
ナノインプリントにおける離型処理方法およびナノパターン形成方法
【課題】 モールドに対する離型処理を必要とせずにナノインプリントリソグラフィーを行う手法を提供する。
【解決手段】 モールドが有するナノ構造パターンをレジストに転写すべくレジスト上にモールドを押し付けるにあたり、モールドが押し付けられる前のレジスト上に離型剤を塗布する。その塗布は、スピンコートによって基板上にレジストの薄膜を形成する間に、当該レジストの表面に離型剤を噴霧するのが好ましい。
(もっと読む)
モールドシーラーの調製方法、モールドシーラーアッセンブリおよびその組成物
金属モールド表面から熱可塑性部品を成形するのに有効なモールドシーラー組成物を提供し、それはコーティングとして塗布された場合、硬化して複数回の離型を可能にする高い耐久性を有する仕上がりにする。 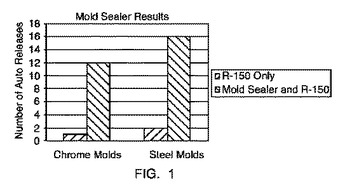 (もっと読む)
(もっと読む)
電子部品の圧縮成形方法及び金型装置
【課題】下型キャビティ5内への顆粒樹脂6の供給時において、下型キャビティ5内に供給される樹脂量の信頼性を効率良く向上させる。
【解決手段】まず、下型キャビティ5に対応した貫通孔37を備えた樹脂収容用プレート21の下面に離型フィルム11を被覆してプレート貫通孔37をプレート樹脂収容部22に形成して樹脂供給前プレート21aを構成すると共に、樹脂収容部22に所要量の顆粒樹脂6を供給して平坦化する(均一な厚さに形成する)ことにより樹脂配布済プレート25を形成し、次に、樹脂配布済プレート25を下型キャビティ5の位置に載置して離型フィルム11を下型キャビティ5内に引き込むことにより、離型フィルム11と一緒に所要量の平坦化した顆粒樹脂6を落下させて離型フィルム11を被覆したキャビティ5内に供給する。
(もっと読む)
真空成形に使用する木質型の製造方法
【課題】繰り返し使用でき、しかも精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型の製造方法を提供する。
【解決手段】木質繊維材10の型材本体部11に、表面側からNC加工を行って、表側周縁に平面を維持した状態で、仕上げ寸法より0.2〜0.6mmの仕上げ代を残した窪み凹部19の粗彫りを行う第1工程と、粗彫りの上に第1の熱硬化性樹脂を塗布して樹脂硬化させる第2工程と、樹脂硬化させた粗彫りの表面を更にNC加工して、窪み凹部19の仕上げ加工彫りを行う第3工程と、仕上げ加工彫りの表面に第2の熱硬化性樹脂を塗布して表面を硬化させる第4工程と、底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する直径が0.1〜1mmの複数の真空孔20を形成する第5工程と、窪み凹部19に離型促進樹脂をコーティングする第6工程を有する。
(もっと読む)
トナー供給ローラ成形金型用水系離型剤及びトナー供給ローラの製造方法
【課題】離型性が良好で、かつ堆積物による金型汚れの少ない、トナー供給ローラの表面セルの開口安定性に優れるトナー供給ローラ成形金型用水系離型剤を提供すること。
【解決手段】電子写真装置の現像ユニットでトナーを搬送する部材として用いるトナー供給ローラの型成形に用いるトナー供給ローラ成形金型用水系離型剤において、(A)水の接触角が70°以上100°以下であるワックスと、(B)水の接触角が5°以上15°以下であるワックスと、(C)シリコーンオイルを含有し、水系離型剤中の全ワックス(A+B)100質量部に対する(B)ワックスの含有量が30質量部以上60質量部以下であり、水系離型剤(A+B+C)100質量部に対する(C)シリコーンオイルの含有量が15質量部以上45質量部以下であることを特徴とする。
(もっと読む)
ウレタン成形品の製造方法
【課題】ウレタン成形品の製造方法、特に、成形品の成形と塗装を同時に行うインモールドコートにおいて、製造工程、作業人数、製造コストを削減すると共に、成形品の塗装面に鏡面加工を施すことができるウレタン成形品の製造方法を提供すること。
【解決手段】本発明のウレタン成形品の製造方法は、金型の表面に鏡面仕上げ加工と金属メッキを施し、金属メッキ表面に離型剤と塗料を塗布した後、金型のキャビティ内にウレタン樹脂を射出することを特徴とする。
また、鏡面仕上げ工程に800番以上の番手のサンドペーパーを使用し、金属メッキにハードクロムメッキを用い、さらに離型剤に膜厚が1μm以下のフッ素系離型剤を施すことが好ましい。
(もっと読む)
61 - 80 / 131
[ Back to top ]