
Fターム[4F202CN01]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱 (1,076)
Fターム[4F202CN01]に分類される特許
161 - 180 / 1,076
樹脂成形補助システム
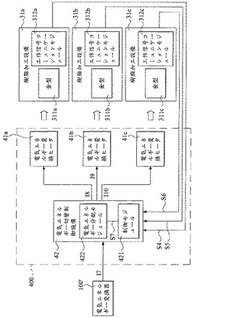
【課題】設備購入コストを減少することができ、且つ設備の設置スペースを減少可能である樹脂成形補助システムを提供する。
【解決手段】電気エネルギー変換器と電気的に連接し、少なくとも一つの樹脂加工設備の近隣に設けられ、複数の電気エネルギー変換ヒーターと、電気エネルギー切替え制御設備を含む樹脂成形補助システムにおいて、複数の電気エネルギー変換ヒーターは、樹脂加工設備の金型に応じて設けられる。電気エネルギー切替え制御設備は、電気エネルギー変換器と電気的に連接し、制御モジュールと、電気エネルギー分配モジュールとを含み、制御モジュールは、樹脂加工設備と通信的にカップリングし、樹脂加工設備からの工作請求信号を受取り、電気エネルギー分配信号を発し、電気エネルギー分配モジュールは、制御モジュール及びこれらの電気エネルギー変換ヒーターと電気的に連接する。
(もっと読む)
型の製造方法、および当該型を用いた賦形による光学シートの製造方法

【課題】所定の凹凸形状を有するシートを賦形により製造するための型を容易かつ精度良く製造する方法を提供する。
【解決手段】凹凸形状を有する光学シート40を賦形するための成型用型70は、中心軸線CAを有する円柱状の型用基材80と、型用基材80の外周面80aに形成された溝76と、型用基材80の外周面80aに形成された凹部74と、を有している。このような成型用型を製造する方法は、円柱状の型用基材80の外周面80aに凹部74を形成する工程と、凹部74内に被覆材81を塗布する工程と、型用基材80の外周面80aおよび凹部74内の被覆材81とをバイト88により切削することによって、型用基材80の外周面80aに溝76を形成する工程と、を備えている。被覆材81は、少なくとも、凹部74と溝76との接続箇所78であって、切削方向において上流側に位置する上流側接続箇所79aを覆うよう凹部74内に塗布されている
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】外観品質の優れた樹脂成形品を短い成形サイクルで効率的に成形可能な射出成形技術を提供する。
【解決手段】射出成形用金型12の全体が、溶融樹脂のビカット軟化点(摂氏温度)の80〜90%の範囲内の温度に維持されるように、射出成形用金型12全体の温度を調節した状態下で、射出成形用金型12のキャビティ面30,32に加熱不活性ガスを接触させて、キャビティ面30,32を、溶融樹脂のビカット軟化点の110〜120%の範囲内の温度にまで加熱した後、成形キャビティ34内に溶融樹脂を射出、充填し、その後、キャビティ面30,32の温度を、溶融樹脂のビカット軟化点の80〜90%の範囲内の温度にまで低下させて、成形キャビティ34内の溶融樹脂を冷却、固化させるようにした。
(もっと読む)
成形体の製造方法
【課題】歪が小さい成形体の製造方法を提供する。
【解決手段】第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接する非発泡層13とを有する積層体1を加熱し(工程(1))、加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型4内に配置し(工程(2))、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面410との間に空隙を生ずるように、成形型を密閉し(工程(3))、次いで、キャビティ41内を減圧状態とし、積層体を膨張させ(工程(4))、次いで、以下の(i)、(ii)、(iii)、(iv)のいずれかの温度条件で膨張させた積層体にプレス操作を開始し、所定の形状となるまでプレスし(工程(5))、前記プレスされた積層体が固化した後、成形型を開いて成形体3を取り出して(工程(6))、成形体を製造する。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
加硫機および加硫体の製造方法
【課題】予備加熱工程時のガスの熱膨張による体積膨張分を、特別な操作を行わず簡便に吸収する。
【解決手段】未加硫体が収容される加硫モールド11と、加硫モールド11内にガスを供給する第1供給経路12と、第1供給経路12に接続されるとともに加熱手段13が配設され、第1供給経路12に供給される前のガスを流通させて加熱する加熱経路14と、第1供給経路12と加熱経路14とを連通、遮断する第1開閉バルブ15と、加熱経路14とガス供給源16とを接続する第2供給経路17と、加熱経路14とガス供給源16とを連通、遮断する第2開閉バルブ18と、を備え、第1開閉バルブ15を閉じ、かつ第2開閉バルブ18を開いた状態で、加熱経路14内でガスを流通させることにより、該ガスを第1供給経路12に供給する前に予め加熱する。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
射出成形方法及び射出成形金型
【課題】キャビティ内の合成樹脂を型内で圧縮できるようにし、バリが生じないようして、外観品質が良好な合成樹脂成形品を製造でき、金型の製作難易度が高くなくとも足り、コストも抑えられと共に金型の耐久性の向上も図ること。
【解決手段】固定金型部6及び可動金型部26の入れ子駒6A、26Aの熱媒体通路31、34内に加熱用媒体を供給して加熱して合成樹脂の軟化点以上に昇温したら、溶融した合成樹脂をキャビティS内に注入充填して保圧し、この保圧の終了に前後して、固定金型部6及び可動金型部26の入れ子取付体6B、26Bの熱媒体通路32、35内に加熱用媒体を供給して加熱して熱膨張させ、この熱膨張が開始したら、前記入れ子駒6A、26Aの熱媒体通路31、34内に冷却用媒体を供給して冷却して、合成樹脂の射出圧力以上の圧力でこの合成樹脂を圧縮させながら硬化させる。
(もっと読む)
光学素子の製造方法
【課題】成形型とともにキャビティを構成する別部材を用いる場合に、成形面から転写される光学機能面に非対称性の誤差等が発生することを防止する成形方法を提供する。
【解決手段】変形スリーブ14の内部に下型11、上型12を、そのそれぞれの成形面を、外周規制部材13を介して対向させて配置することで、キャビティC1を構成し、このキャビティC1に熱可塑性の成形素材15を装填して加熱/加圧して光学素子に成形する工程において、成形時に、下型11、上型12、外周規制部材13を変形スリーブ14で拘束することで、それぞれの成形面、変形スリーブ14の同心度を確保し、冷却による硬化時に変形スリーブ14による外周規制部材13の拘束を解除して、冷却中の光学素子を自由に熱収縮させることにより、光学素子における熱応力による歪み等に起因する、アス、コマ収差等の非対称性の誤差の発生を防止する。
(もっと読む)
射出成形用ホットランナ金型
【課題】マニホールドの滞留しやすい分岐部やコーナ部における滞留樹脂の更なる低減化を図ることが可能となる射出成形用ホットランナ金型を提供する。
【解決手段】射出された溶融樹脂を、マニホールドに形成されたランナと連結されたホットランナノズルの流路を介して、キャビティ内に充填可能とされた射出成形用ホットランナ金型であって、
マニホールドは、射出された溶融樹脂を、ランナに導入するための分岐部と、
分岐部からランナに導入された溶融樹脂の流動方向を変更し、ランナと連結されたホットランナノズルの流路に溶融樹脂を導入するため、ランナに形成されたコーナ部と、を備え、
分岐部及び/又はコーナ部、あるいは分岐部及び/又はコーナ部の手前領域において、溶融樹脂を流動させる流路の断面積を連続的に変化させる構造を備えている。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
射出成形用金型及び射出成形用金型に対するノズルタッチ構造
【課題】ノズルの先端開口部内に、それを一時的に閉塞する固化物を良好に形成することが出来、以て、成形不良のない安定した品質の射出成形品が有利に成形可能な射出成形用金型を提供する。
【解決手段】ノズルアダプタ40の介装部41に設けられた通孔56を通じて、ノズル74の先端開口部98と成形キャビティ24とを相互に連通させた状態で、ノズルアダプタ40を、ノズルタッチ部26に対して、介装部41においてノズル74とノズルタッチ部26との間に介装されるように組み付けると共に、かかる介装部41とノズルタッチ部26との間に、環状の空隙66を、介装部41の通孔56の周方向に延びるように形成して、構成した。
(もっと読む)
熱ナノインプリントリソグラフィ用モールド、それを作製するプロセス、およびそれを用いた熱ナノインプリントプロセス
【課題】熱ナノインプリントリソグラフィ用モールドを提供する。
【解決手段】第1主面22、および第2主面23と、スルーキャビティ24を有し、基板21と、熱伝導層33と、任意で、前記熱伝導性機械的支持層33の下方に位置する絶縁層と、前記第2開口28の上方32における前記第2の膜30の領域内において前記第2の膜30の他方の側35に位置する加熱手段34と、前記加熱手段34を覆い、前記第2の膜30を少なくとも部分的に覆う絶縁断熱層36と、前記第2開口28の上方における前記絶縁断熱層36の領域内において前記絶縁断熱層36上に位置するインプリントパターン37と、前記加熱手段34に電流を供給するための手段38とを備える。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
樹脂モールド型コンデンサの製造方法およびこの製造方法に用いられる成形金型
【課題】樹脂モールド型コンデンサの材料歩留まりを向上させ、かつ信頼性の高い樹脂モールド型コンデンサを提供することを目的とする。
【解決手段】本発明の成形金型は、樹脂モールド型コンデンサの外装体を形成するためのキャビティ29の一部を構成する第2の凹部10を下型2に設け、さらにこの第2の凹部10に向けて開口した開口部がコンデンサ素子の投影面積より大きい面積にて形成されたポット3を設けた構成とした。そして、このポット3内の樹脂溜め部28に注入された液状樹脂をプランジャー4にて加圧流動することで液状樹脂を樹脂溜め部28からキャビティ29内に注入充填し、液状樹脂をキャビティ29の形状に硬化させる。この液状樹脂の粘度は10000mPa・s以下としている。この結果、成形に必要な液状樹脂の量を低減して材料歩留まりを向上させるとともに信頼性の高い樹脂モールド型コンデンサを製造することが可能となる。
(もっと読む)
成型機の温度調節システム
【課題】極めてエネルギー効率が良好な状態で運転を継続することが可能な成型機の温度調節システムを提供する。
【解決手段】成型機の温度調節システム1は、原料が蓄えられるホッパ2、及び当該原料が投入される金型3を有する成型機と、ホッパ2にエアを送るファンと、ホッパ2に設けられた、前記エアを受け入れる温風導入口40、及び前記エアを排出する排気口44と、金型3を冷却する冷却用熱交換器と、前記ファンと温風導入口40の間の前記エアを加熱して供給すると共に、前記冷却用熱交換器に冷水を冷却して供給するヒートポンプ4と、前記冷水を排気口44からの前記エアによって加熱する冷水加熱用熱交換器34とを備えている。
(もっと読む)
161 - 180 / 1,076
[ Back to top ]