
Fターム[4F202CN01]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱 (1,076)
Fターム[4F202CN01]に分類される特許
141 - 160 / 1,076
成形方法

【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット10のうちの少なくともめす型1−2を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法

【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
熱媒封入金型、及び遠心成形装置
【課題】誘導加熱される周壁部の軸方向、及び周方向の温度分布を均一にできる熱媒封入金型、及び遠心成形装置を提供する。
【解決手段】遠心成形装置1は、熱媒封入金型3と、互いに水平方向に隔たる位置で熱媒封入金型3を支持し熱媒封入金型3に回転力を伝達する一対のローラ109と、一対のローラ109の間に配置され熱媒封入金型3を誘導加熱する電磁誘導コイル113とを備える。熱媒封入金型3は、端部が開放した円筒形の周壁部5を有し、その端部を限界として周壁部5の軸方向に延び、かつ相互に等間隔で周壁部5の周方向に隔たる複数の密封チャンバ9を周壁部5に形成している。気液二相の熱媒が密封チャンバ9に封入されている。
(もっと読む)
成形品の成形方法
【課題】光輝材を添加した樹脂材料を、凹凸部を含む成形空間に注入しても、「流れ模様」が発生しない光沢のある成形品の成形方法を提供する。
【解決手段】外観側面を成形する金型とその反対面を成形する金型を開放して成形品を取り出す「型開き」のときに、ヒーターユニットを前進させて金型を加熱し、両金型を閉じる「型閉め」を行った後も金型の加熱を継続して、例えば90℃〜140℃まで暫時上昇させる。その後、金型の温度が140℃になった段階で、成形空間に光輝材を含む樹脂材料の注入を開始し、樹脂材料の注入が完了した段階で、金型を冷却するための冷却水を通水して金型の温度を降下させる。最後に金型が初期の温度まで下がったら、型開きして成形品を取り出す。
(もっと読む)
圧縮成形装置、及び金型
【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シートS1をシート保持部21で保持するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、シート保持部21で保持されたシートS1の他面S1b側に配置されて凹部32に対向した成形型40と、を用い、凹部32内に負圧を作用させながら閉空間形成体30をシートS1の方へ移動させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させて成形する。
(もっと読む)
成形型
【課題】成形材料の加熱に要する所要時間を短縮すると共に、そのエネルギー効率を改善し、装置の小型化を可能とすることを目的としている。
【解決手段】熱可塑性材料を成形加工して光学素子とする成形型1のうち、光学素子の少なくとも光学的有効面を成形する成形部2a及び3aを電流の供給により発熱する導電性材料で形成すると共に、成形部2a及び3aに電流を供給するための一対の電極2c及び3cを成形部2a及び3aにそれぞれ電気的に接続させて設けている。
(もっと読む)
レンズ製造方法およびレンズ製造装置
【課題】ひびや割れや曇り等の発生を低減し、精度を向上したレンズを製造できるレンズ製造方法およびレンズ製造装置を提供することを目的としている。
【解決手段】第1ヒータプレート群を加熱して、成形金型200を所定温度に予備加熱する予備加熱工程と、第2ヒータプレート群を加熱して、予備加熱工程における温度よりも高い所定温度に、成形金型200を本加熱する本加熱工程と、第2ヒータプレート群300cの上方ヒータプレート310を下方ヒータプレート320に向かって可動させ、上金型220でレンズ用素体400を加圧して、レンズを成形する成形工程を有しており、本加熱工程では、胴型210に設けた貫通孔250を介して成形金型200の温度を非接触型温度計500で測定しながら、上方ヒータプレート310、下方ヒータプレート320の温度を制御する構成である。
(もっと読む)
加熱装置付金型、及び樹脂の射出成形方法
【課題】樹脂の射出成形時に金型のキャビティ面を高周波コイルで誘導加熱する加熱装置付金型において、キャビティ面の形状に拘わらずその全体を十分に加熱する手段を提供する。
【解決手段】本発明に係る加熱装置付金型10は、キャビティCを形成する金型本体12と、該金型本体12に設けられて金型本体12のキャビティCに面するキャビティ面11を加熱する高周波コイル13とを備え、キャビティ面11のうち高周波コイル13から離間した突起部16を補助的に加熱する補助加熱流路17が設けられたものである。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
成形機および型を形成するプロセス
光学素子成形方法および光学素子成形装置
【課題】プリフォーム内の残留応力による光学素子の転写不良を抑制した光学素子成形方法を提供する。
【解決手段】プリフォームPを下型5に形成された窪みに配置し、配置されたプリフォームPを所定の成形温度より高い温度で溶融するように加熱し、加熱されたプリフォームPを所定の成形温度まで冷却し、所定の成形温度に達したプリフォームPを上型6と下型5と胴型7とで囲まれる空間内で圧縮して光学素子を成形する。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
射出成形方法およびその射出成形用金型
【課題】本発明は、金属部材と合成樹脂材との密着性が高くかつ金型の加熱から冷却に至る成形サイクルの時間を短縮できる射出成形方法およびその射出成形用金型を提供する。
【解決手段】本発明は、高周波磁気誘導コイルにて溶融合成樹脂の溶融温度よりも高い温度の状態で金型のキャビティで金属部材を予備加熱して後、前記キャビティに溶融合成樹脂を射出し注入することにより前記金属部材を合成樹脂材と一体に成形する方法で、その射出成形用金型は金型本体2に形成したキャビティ22の表面に磁気誘導を受けやすい導電材からなる磁気誘導層22Aを形成して、溶融合成樹脂をキャビティ22に射出し注入する前に高周波磁気誘導コイル23にて発生する磁力線Lがキャビティ22を通過し磁気誘導層22Aに渦電流を発生させるようにした。
(もっと読む)
金型、金型を製造する方法、および前記金型を用いてプラスチックまたは複合材料製品を製造する方法
本発明は、キャビティの境界を画定する少なくとも1つの下部および1つの上部を含む誘導加熱金型に関し、キャビティ内部で成形材料が20℃を超える温度Ttrにされ、成形材料は、導入されかつその後成形され、金型の部分の少なくとも1つは、成形材料に熱を伝達する領域を有し、伝熱領域は、キュリー点Tcが20℃と800℃との間である少なくとも1つの強磁性材料からなる少なくとも1つの下位領域を含み、少なくとも1つの下位領域は、成形材料と接触し、および/または熱伝導率が30W.m−1K−1を超える非強磁性コーティングと接触する。本発明はまた、本発明にかかる金型を用いてプラスチック製品または複合材料製品を製造する方法に関する。 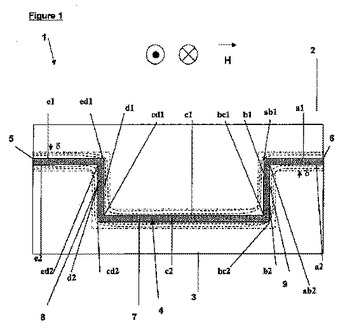 (もっと読む)
(もっと読む)
RTM成形方法
【課題】大型のFRP成形品の成形に際し、欠陥を発生させず、品質向上が可能で、生産性に優れたRTM成形方法を提供する。
【解決手段】成形型1の複数の注入口6からキャビティ内4に樹脂を注入するRTM成形方法において、成形されるべきFRP成形品8の品質を改良すべき特定部位9とそのFRP成形品8の特定部位9に対応する成形型1の特定部位10とを設定し、該成形型1の特定部位10の動作条件または環境条件またはその両条件を他の部位とは異なる条件に設定することによりその特定部位における樹脂7の挙動を制御し、FRP成形品8の特定部位9を目標品質になるように成形することを特徴とするRTM成形方法。
(もっと読む)
樹脂成形補助システム
【課題】設備購入コストを減少することができ、且つ設備の設置スペースを減少可能である樹脂成形補助システムを提供する。
【解決手段】電気エネルギー変換器と電気的に連接し、少なくとも一つの樹脂加工設備の近隣に設けられ、複数の電気エネルギー変換ヒーターと、電気エネルギー切替え制御設備を含む樹脂成形補助システムにおいて、複数の電気エネルギー変換ヒーターは、樹脂加工設備の金型に応じて設けられる。電気エネルギー切替え制御設備は、電気エネルギー変換器と電気的に連接し、制御モジュールと、電気エネルギー分配モジュールとを含み、制御モジュールは、樹脂加工設備と通信的にカップリングし、樹脂加工設備からの工作請求信号を受取り、電気エネルギー分配信号を発し、電気エネルギー分配モジュールは、制御モジュール及びこれらの電気エネルギー変換ヒーターと電気的に連接する。
(もっと読む)
141 - 160 / 1,076
[ Back to top ]