
Fターム[4F202CN01]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱 (1,076)
Fターム[4F202CN01]に分類される特許
101 - 120 / 1,076
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
成形装置

【課題】キャビティから成形材料が漏れ出すことを防止することができ、且つガスケットを省略することができる成形装置を提供する。
【解決手段】金型で形成されるキャビティ6がその外周端部に内側部分よりも厚みが小さい薄肉成形部4を有する。キャビティ6の内側部分に充填された成形材料8を加熱するための主加熱手段と、金型における薄肉成形部4に対向する部分20,21に設けられて薄肉成形部4に流れ込んだ成形材料8を加熱するための薄肉成形部用加熱手段とを個別に備える。
(もっと読む)
雄型締結具
【課題】大型化することなく、締結部に十分な液密シール性を付与することができる雄型締結具を提供する。
【解決手段】雄型締結具1は、本体部20とフランジ部21の座面22間に形成された環状凹部27を有する雄型締結具本体2と、環状凹部27に配置された樹脂製リング状部材3とからなる。環状凹部は、フランジ部の座面に向かって浅くなる環状凹部周縁部29を備え、樹脂製リング状部材は、下面が座面より突出する環状突出部31と、外縁33が環状凹部周縁部29の外縁もしくは外縁より若干本体部側に位置する環状外周部35とを備える。雄型締結具1は、座面の内縁と樹脂製リング状部材の外縁間に環状凹部34を備え、雄型締結具1の取付対象部位への取付時に変形し、座面の雄型締結具の取付対象部位への圧接を阻害せず、取付対象部位に対して環状液密シール部を形成する。
(もっと読む)
発泡樹脂成形型および発泡樹脂成形品
【課題】成形用キャビティ内に従来のものよりもさらに均一に蒸気を送り込むことができるようにした発泡樹脂成形型を提供する。
【解決手段】第1の成形面3には原料フィーダー10が備えられ、第1と第2の成形面4には複数の蒸気穴8が形成されていて、成形用キャビティ6に原料フィーダー10から発泡性樹脂粒子を充填し、複数の蒸気穴8を介して充填した発泡性樹脂粒子に蒸気を接触させることで発泡樹脂成形品を成形するようにした発泡樹脂成形型において、第1の成形面3に原料フィーダー10を配置する場合、第2の成形面4における原料フィーダー10の原料投入口11に対面する場所には、必ず蒸気穴8が存在するように設計する。
(もっと読む)
射出成形装置
【課題】成形品の品質向上を図ることができる射出成形装置の提供。
【解決手段】第一の型21をそのパーティング面21aの方向を除いて覆う第一の部材30および第二の型23をそのパーティング面23aの方向を除いて覆う第二の部材31を有し型締め状態でこれら第一の部材30および第二の部材31の突合面30a,31a同士を突き合わせるベース13と、第一の型21のパーティング面21aの方向を除く他の全外面方向の第一の部材30との間に袋小路にならないように一つの連続する空間部38を形成しつつ第一の部材30に第一の型21を固定する座部35と、第二の型23のパーティング面23aの方向を除く他の全外面方向の第二の部材31との間に袋小路にならないように一つの連続する空間部39を形成しつつ第二の部材31に第二の型23を固定する座部36とが設けられている。
(もっと読む)
射出成形装置
【課題】熱効率を向上させることができる射出成形装置の提供。
【解決手段】金型12を通ってキャビティ11に開口する挿入穴30と、挿入穴30のキャビティ11への開口部を開閉可能な楔形の頭部31を有して挿入穴30に挿入される突出ピン32と、突出ピン32の頭部31とは反対側に固定されるエジェクタプレート33と、エジェクタプレート33を介して突出ピン32をキャビティ11内に突出させる突出機構34とを有し、突出ピン32は、凹部31aが形成された頭部31と頭部31から延びる軸部40とを有するピン本体37と、軸部40が挿入され軸部40との間に頭部31の凹部31aに連通する送風通路47を形成するスリーブ38とが一体化されて構成され、エジェクタプレート33内には送風通路47に連通する連通路57が形成され、連通路57に熱風送風手段60が接続されている。
(もっと読む)
成形装置及び成形方法
【課題】成形品質を向上させることができる成形技術を提供することを課題とする。
【解決手段】(b)にて、コイル83は、分離した金型50と金型60の間に、キャビティ面53、63に対し略平行に配置され、略平行につる巻き状に巻かれている。
【効果】高周波電源によりコイル83に電流を流し、磁界を発生させると、磁力線はキャビティ面53、63にほぼ沿うように発生する。(c)に示すように磁界の強さがコイル83の長手方向位置に対して一定となり、キャビティ面63に渦電流を一様に発生させることができる。金型は電気抵抗を有するため、渦電流と電気抵抗によってジュール熱が発生し、この熱でキャビティ面を加熱される。加熱された金型のキャビティに溶融状態の材料を注入すると、材料の流動性が促進されるので、成形品の品質が向上する。
(もっと読む)
金型装置及びそれを有する成形装置
【課題】複数のキャビティ間で生じる樹脂圧力の差を容易に調整できる金型装置及びそれを有する成形装置を提供する。
【解決手段】射出成形機100が備える金型装置101は、互いの間に複数のキャビティ5が設けられた固定型1及び可動型2と、コア3と、を備えている。コア3は、溶融された樹脂を複数のキャビティ5に導くランナー7を固定型1のランナー形成部13との間に形成する本体型、及び、ランナー7と複数のキャビティ5とをそれぞれ連通するゲート33aを有し且つ複数のキャビティ5に対応して本体型31に連設された複数のゲート型33、を有している。そして、コア3は、ランナー7内の樹脂を複数のゲート型33のゲート33a毎に所定温度に加熱可能なように、ゲート33aのそれぞれに対応して互いに独立して設けられた複数のマイクロヒーター35を有している。
(もっと読む)
熱硬化性樹脂の射出成形方法
【課題】 熱硬化性樹脂の射出成形方法において生産性を向上するとともに、樹脂封止の成形状態をより改善する。
【解決手段】 射出制御時は熱硬化性樹脂が低粘度状態を維持する温度に金型を温度制御し、射出完了時間経過後は樹脂の硬化が促進する温度に金型を温度制御する熱硬化性樹脂の射出成形方法において、射出完了時間は金型の温度と樹脂の粘度と時間との関係から求め、樹脂が硬化し始める時間とすることを特徴とする。
(もっと読む)
加硫機、及び空気ばねの製造方法
【課題】設置コストが安く、しかも、筒状未加硫ゴム成型体を容易に加硫成形して生産性を高めることのできる加硫機の提供。
【解決手段】下型4と昇降自在な上型5とからなる加硫金型6と、ブラダー7とを備える。ブラダー7を給気状態で中央部が径方向外向きかつ上向きに膨らんだ浮き輪状をなすよう設定する。加硫金型6とブラダー7との間に筒状未加硫ゴム成型体2を配置する。ブラダー装着部材8を介して、ブラダー7の両端部を下型4に固定する。ブラダー7の上端を昇降させる中心機構は省略する。中心機構によるブラダー7の上端の昇降を省略して、簡単な動作で筒状未加硫ゴム成型体2を加硫成形する。
(もっと読む)
インプリント装置及び物品の製造方法
【課題】 インプリント処理がなされる空間内の気体がインプリント装置外に流出することの防止とインプリント装置外のパーティクルが前記空間内に流入することの防止との両立。
【解決手段】 インプリント装置は、モールド11を保持するヘッド12と、基板13を保持するステージ14と、樹脂を前記基板に塗布する塗布機構20と、インプリント処理がなされる第1空間Aとその外側の第2空間Bとの境界を定める第1隔壁41と、前記第2空間とその外側の第3空間Cとの境界を定める第2隔壁40と、を備え、前記第2空間を経由した前記第1空間と前記第3空間との間の気体の流通を阻害するように前記第2空間の圧力を調節する。
(もっと読む)
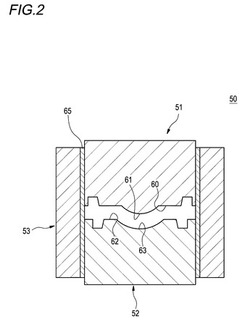
2面コーナーリフレクタアレイ光学素子およびその製造方法並びに2面コーナーリフレクタアレイ光学素子を用いた表示装置
【課題】基盤表面から突出した筒状体を有しかつ成型後にスタンパから容易に取り出すことが可能であるとともに、鮮明な像を結像できる2面コーナーリフレクタアレイ光学素子の製造方法を提供する。
【解決手段】透明材料で成型された基盤60とその表面内の接合平面から突出した複数の筒状体51とからなり、筒状体51の各々は、2面コーナーリフレクタ61として2つの直交する側面61a、61bと2面コーナーリフレクタ以外の側面62a、62bがテーパー平面である切頭角錐台形状を有し、筒状体の各々の先端側面積が基盤側面積より小となるようにした金型を用意して型締する工程と、金型の温度を所定温度以上に保持しつつ溶融樹脂を金型内に充填する工程と、樹脂充填後に金型の温度を所定温度以下に冷却する工程と、樹脂冷却後に得られた2面コーナーリフレクタアレイ光学素子を離型する工程とを含む射出成型方法。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
金型異常の検知システム
【課題】金型内部に形成した冷却又は加熱制御のための熱媒体流路からこの熱媒体がキャビティあるいは外部に漏れる前に金型の異常を検出できる金型異常の検知システムの提供を目的とする。
【解決手段】金型内部に熱媒体を循環させるための熱媒体流路と、金型異常を検知するための検知流体を注入する検知流路とを有し、前記検知流路に注入した検知流体の圧力が前記熱媒体の循環圧力よりも高く又は低くなるように設定する検知流体圧力設定手段と、検知流体の圧力変化又は/及び流量変化を検知する検知流体の変動検出手段とを有することを特徴とする。
(もっと読む)
成形装置及び成形方法
【課題】プリフォームの圧縮成形において、成形精度の向上を図る。
【解決手段】成形装置1は、プリフォーム2を間に挟んで圧縮する一対の型10、11と、一対の型10、11のうち少なくとも一方の型の温度を調節する温度調節手段5と、を備える。温度調節手段5は、該温度調節手段によって温度調節される型の成形面においてプリフォーム2の軟化温度以上となる高温領域を、プリフォーム2の圧縮の進行に応じて、プリフォーム2の圧縮開始の際にプリフォーム2と接触する成形面の接触部を中心に外径側に向けて次第に拡大させる。
(もっと読む)
成形用金型
【課題】高い表面品質を必要とする意匠面を有した表側の表面部と、さほど表面品質の良否が問題とならない裏側の表面部とを有する薄物の成形品を成形する成形用金型であって、熱効率が高く、急速加熱、急速冷却を可能とし、前記意匠面に対して高い表面品質を確保することができる成形用金型を提供する。
【解決手段】対向して配設される上型2と下型3を備え、上型2と下型3は、相対的に近接離間方向に移動可能であり、上型2のプレス面21には成形品100の意匠面100aを形成する形成面21aが設けられるとともに、形成面21aの表面部は磁性体材料によって形成され、下型3のプレス面31には成形品100の裏側の表面部100bを形成する形成面31aが設けられるとともに、下型3は絶縁体材料によって形成され、下型3にの形成面31aの近傍には高周波加熱コイル33が、形成面21aに沿って埋設される。
(もっと読む)
加工用素体,その製造方法及び装置,加工用素体を利用した試作品及びその製造方法
【課題】射出成形による量産時の適正を早期に把握するのに適した試作品と、試作品製作用の加工用素体を提供する。
【解決手段】可動側型板内の可動プレートを初期位置に固定して型締めし(ステップS10,S12)、射出スペースに溶融樹脂を射出充填して硬化させ、その後型開き・ゲートカットして一層目の薄板を成形する(ステップS14〜S18)。その後、可動プレートを固後退させて新たな射出スペースを形成し(ステップS22)、所定の厚みの積層体となるまで、前記ステップS12〜18,S22を繰り返す。所望の厚みの積層体が成形されたら(ステップS24のYes),積層体を離型し(ステップS26)、該積層体を加工用素体として切削加工し(ステップS28)、試作品を得る。この試作品は、量産予定の製品に近い特性を有しているため、強度試験(ステップS30)などを行ってそのデータを利用することができる。
(もっと読む)
樹脂成形装置、及び、樹脂成形方法、及び、多層成形品
【課題】製品表面層の耐熱性を維持しながら、介在加飾層のインク流れを生じ難い状態で多層成形品を成形できるようにする。
【解決手段】表裏を加飾層1で挟まれた表側樹脂層2Aと、表側樹脂層2Aの裏面側に一体化される裏側樹脂層2Bとを備えた多層成形品2を形成する樹脂成形装置であって、表側樹脂層2Aの裏側部分を成形する第1固定型T1と、第1固定型T1との間で表裏の加飾層1と表側樹脂層2Aとを一体に成形する移動型Uと、表側樹脂層2Aを成形したまま移動型Uに保持自在な保持部5と、保持部5で移動型Uに保持した表側樹脂層2Aの裏面側に一体に裏側樹脂層2Bを成形する第2固定型T2と、移動型Uを、第1固定型T1に対応した位置から、第2固定型T2に対応した位置に移動自在な移動機構Hとが設けられている。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
101 - 120 / 1,076
[ Back to top ]