
Fターム[4F202CN01]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱 (1,076)
Fターム[4F202CN01]に分類される特許
81 - 100 / 1,076
印写リソグラフィの方法
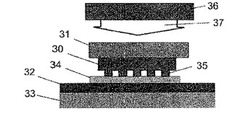
【課題】テンプレートに付けたパターンを印写可能媒体に印写することによってパターンを基板に転写する印写リソグラフィで、この印写可能媒体として熱可塑性または熱硬化性樹脂を使うとき、それだけを必要な温度に迅速に加熱する装置・方法を提供する。
【解決手段】テンプレート30の転写すべきパターンの上に薄い金属層35が設けてあり、このテンプレート30を印写可能媒体34に接触させ、それとそれを保持するホルダ31を通してレーザ36のビーム37で照射する。このビーム37を金属層35が効率的に吸収し、この金属層からの熱を印写可能媒体34へ効率的に伝達するので、印写可能媒体34の加熱が迅速であり、熱が基板32に入って基板を歪めることがない。
(もっと読む)
モールド金型及び樹脂モールド装置

【課題】複数ポットに装填された樹脂を効率よく加熱し、金型の剛性を低下することなく、メンテナンス作業を効率よく行える樹脂モールド金型を提供する。
【解決手段】下型ベース21に設けられたヒータ21aは、平面視でセンターインサート27のポット列の間に配置されており、下型ベース21のヒータ位置の上部に設けられたサポートピラー23から等間隔で配置されたポット24を含む下型チェイス22a,22bに熱伝導される。
(もっと読む)
弾性クローラの製造方法
【課題】 芯金の翼部の帯長手方向両端に位置する縁端面に対する加硫接着をより確実に行うことにより、耐久性に優れた弾性クローラを製造する。
【解決手段】 本発明は、芯金4を有する弾性クローラ1の製造方法に関する。この製造方法は、芯金4の翼部5の帯長手方向両端に位置する第1端縁面33を、未加硫ゴムよりなる被覆材30で予め被覆する第1工程と、クローラ本体2の接地側部分を構成する未加硫の第1ゴム層21と、クローラ本体2の非接地側部分を構成する未加硫の第2ゴム層22との間に翼部6を挟んだ状態で、各ゴム層21,22を金型11のキャビティ内にセットする第2工程と、キャビティ内の未加硫の各ゴム材を加圧下で加熱して加硫成形する第3工程とを含む。
(もっと読む)
熱硬化性樹脂成形用金型および成形方法
【課題】熱硬化性樹脂の成形の際に生じる樹脂漏れによるバリを抑制可能とする。
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。第2ヒーターには第1ヒーターよりも高い温度とした熱媒体が流れ、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行った金型を用いて熱硬化性樹脂の成形を行なう。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム
【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
金型内部情報計測センサー
【課題】ダイカストの品質管理はダイカストマシン側からのデータを基に制御するものの、金型からの情報管理は、ほとんどなかったため、ガスを巻き込んだ巣のある不良品を後段の工程に流すことが防止できず、結果として歩留まりを低下させていた。
【解決手段】金型ダイスに穿設されキャビティに開口する装着孔に装着可能なロッド形ケーシングと、前記ロッド形ケーシングに内挿されその軸芯方向に可動で金型キャビティ面に先端面を一致可能な圧力伝達ロッドと、前記圧力伝達ロッドの後端に対面して固定保持され、キャビティに注入された溶湯の圧力を検知可能な圧力センサーとを設けて、キャビティ内溶湯圧を検出する。前記圧力伝達ロッドの中心部に形成された細孔に装着され、前記細孔のロッド先端部側に検知端を有する熱電対からなる温度センサーと、を備えてキャビティ内溶湯温度を検出する。
(もっと読む)
温度制御装置
【課題】温度制御装置の処理面の温度ムラを低減することを目的とする。
【解決手段】冷却管3a,3bによって冷却されて生じる処理面1aにおける高温部分1a2と低温部分1a1の内、前記低温部分1a1の近くの冷却板1内に、ヒータ4を配置し、ヒータ4による加熱を制御して高温部分1a2と低温部分1a1との温度差を抑制するようにしている。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
局所加熱装置及び成形装置
【課題】 製造コストの高騰及び射出成形用金型の寿命の短縮を来たすことなくウエルドラインの発生を抑制する。
【解決手段】 突き合わされることにより溶融樹脂が充填されるキャビティー15を形成する第1の成形型4と第2の成形型5を有し配置部11、12、13が形成された射出成形用金型2の配置部に配置され、通電されて発熱するヒーター16と、ヒーターの一部を覆う熱伝導部材17と、熱伝導部材の少なくとも一部を覆いヒーターの発熱時に射出成形用金型に対する熱の伝導を遮断する断熱部材18とを設け、熱伝導部材にヒーターを覆う閉塞部19と閉塞部に連続し断熱部材から突出され射出成形用金型に接触される伝導部20とを設け、ヒーターから発生する熱を射出成形用金型及び伝導部を介して射出成形用金型のキャビティーに充填される溶融樹脂100の所定の部分Pに伝導するようにした。
(もっと読む)
金型装置
【課題】本体部及び補強リブの成形不良の発生を抑制した樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、注型用のキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、キャビティ4内の樹脂を表面側から先に加熱する加熱手段と、キャビティ4内の樹脂に成形圧を付与する加圧手段と、を備え、キャビティ4が本体部21形成用の本体キャビティ部5と補強リブ29形成用のリブキャビティ部6とからなり、加圧手段が、型部1を押す第1加圧部8と、リブキャビティ部6内の樹脂を押す第2加圧部10と、を有するものとした。
(もっと読む)
加硫機
【課題】流動速度および流動方向に起因した熱量の伝達差を生じさせないように加熱媒体を流動させる。
【解決手段】内側空間Bに収容された加熱媒体を強制的に流動させてその熱量を生タイヤ4の内側全体に付与して加硫を行う。生タイヤの内周側で加熱媒体をタイヤ幅方向の全領域にわたって外周方向に吹き出す吹き出し管63と、生タイヤの内周側で加熱媒体を吸引する吸い込み管64と、吹き出し管と吸い込み管とを連絡するガス流路69と、ガス流路中で吸い込み管から吹き出し管に加熱媒体を流動させるガス循環駆動機67とを有している。吹き出し管の吹き出し口は、生タイヤの径方向に対して交差する第1角度で加熱媒体を外周方向に吹き出すように設定され、吸い込み管は、吹き出し管よりも生タイヤの中心側の吸い込み口が、生タイヤの径方向に対して第1角度とは逆方向となる第2角度で、加熱媒体を吸引する開口方向が設定されている。
(もっと読む)
加硫成形装置
【課題】帯状ゴム様体における帯長手方向の端部付近の冷却状態と加熱状態とのコントロールを可能にする加硫成形装置を提供する。
【解決手段】加硫成形装置23は、弾性履帯を構成する帯状ゴム様体1を加硫成形するための加熱ゾーンHを構成する加熱金型24と、帯状ゴム様体1の帯長手方向端部を未加硫または半加硫状態のままで成形するための冷却ゾーンCを構成する冷却金型25と、を備える。加熱ゾーンHと冷却ゾーンCとの帯長手方向の間であって、帯状ゴム様体1の内周側及び外周側の少なくとも一方には、加硫金型24の一部39と冷却金型25の一部38とが共に存在することによって構成された中間ゾーンMが設けられている。
(もっと読む)
複合光学素子の製造方法、製造装置、及び応力除去方法
【課題】樹脂材料の光学的性質を損なわせることなく樹脂材料とガラス材料とを加熱状態で一体化させた複合光学素子の残留応力を軽減して高品質、高機能の光学素子を提供できる複合型光学素子の製造方法を提供する。
【解決手段】樹脂材料を加熱状態でガラス材料の一方の面に一体化させて複合光学素子を成形した後に応力除去工程を実行する。応力除去工程では、成形工程における複合光学素子を樹脂材料のガラス転移温度を下回る第1の冷却温度まで冷却した後に、樹脂材料に対する吸収率がガラス材料に対する吸収率よりも高い波長域の赤外光をガラス材料の他方の面から入射させて、樹脂材料のガラス材料に接する界面層を樹脂材料のガラス転移温度以上の温度に加熱した後に、第1の冷却温度よりも低い第2の冷却温度まで冷却する。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
熱可塑性樹脂成形品,その射出成形用金型及び射出成形方法
【課題】低光沢性ないし光拡散性を有する熱可塑性樹脂成形品と、その射出成形用金型,射出成形方法を提供する。
【解決手段】射出成形用の金型10において、可動型14側のキャビティ面30に、粗い凹凸を有する第1のシボ加工部32を設け、該第1のシボ加工部32上の全面に第1のシボ加工部32よりも凹凸が細かい第2のシボ加工部34を設け、更に、キャビティ16内の温度を調節する温度調節装置26を設ける。そして、キャビティ16を加熱した状態で、溶融状態の熱可塑性樹脂を充填し、充填完了後にキャビティ16を冷却し、冷却完了後に熱可塑性樹脂成形品40を取り出す。熱可塑性樹脂成形品40のシボ表面42は、下地側の粗い凹凸44と上層側の鋭角形状の細かい凹凸46からなり、該シボ表面42の3次元表面粗さパラメータを所定範囲内に設定することで、低光沢性あるいは光拡散性が得られる。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
金型温度調節装置
【課題】成形サイクルの短縮化を図り得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、金型2に設けられた媒体流通路3に第1媒体を循環供給する第1媒体供給部10と、前記媒体流通路に前記第1媒体とは異なる温度の第2媒体を循環供給する第2媒体供給部20と、前記媒体流通路に前記第1媒体に対応させた第3媒体を循環供給する第3媒体供給部30と、これら各媒体供給部の送媒路15,25,35及び返媒路16,26,36を前記媒体流通路に切替接続する切替接続部40と、前記切替接続部を制御して、前記媒体流通路に前記第2媒体を循環供給する第2媒体供給状態からは、前記媒体流通路に前記第3媒体を循環供給する第3媒体供給状態とした後に、前記媒体流通路に前記第1媒体を循環供給する第1媒体供給状態に切り替える制御部51と、を備えている。
(もっと読む)
樹脂シート製造方法
【課題】コールドスラッグによって、樹脂シートが破断しないようにする。
【解決手段】射出成形金型50内に、樹脂シートが成形されるキャパシティ53と、キャパシティ53へ樹脂が注入されるゲート51cと、樹脂シートの溝を形成する突起52dとを設け、射出成形機のノズル60、61から溶融された樹脂を、ゲート51cを介してキャパシティ53へ注入することにより、溝付き樹脂シートを成形するようにした樹脂シート製造方法において、ゲート51cからキャパシティ53へ樹脂が注入される線上に突起52dを設けるとともに、この突起52dに凹み52fを設け、この凹み52fは、ノズル60、61から樹脂が射出される方向に深さを有し、しかも突起52dの根元まで達しない程度の深さを有し、ノズル60、61先端に出来るコールドスラッグを凹み52fへ留めてから残りのキャパシティ53へ溶融された樹脂を注入するようにした。
(もっと読む)
熱交換構造及び射出成形品の製造方法
【課題】
強度及び冷却効率の両方に優れた熱交換構造を提供することである。
【解決手段】
土台(1)に、壁体(2)を被嵌すると共に、
土台(1)と壁体(2)との隙間にスペーサー(3)を嵌めてなる熱交換空間(4)を設け、
熱交換空間(4)に、熱交換流体を供給するための供給口(5)と、熱交換空間(4)から熱交換流体を排出するための排出口(6)とを設け、
土台(1)と壁体(2)とが、スペーサー(3)を介して接合してなることを特徴とする熱交換構造を用いる。さらに、土台(1)に、開放端を少なくとも2個有する流路(7)を設けて、開放端一個を供給口(5)又は排出口(6)とすることが好ましい。土台(1)と壁体(2)との接合が、焼結、接着剤による接着、ろう付又は無電解金属メッキによる接合であることが好ましい。
(もっと読む)
81 - 100 / 1,076
[ Back to top ]