
Fターム[4F204AA44]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (508)
Fターム[4F204AA44]に分類される特許
21 - 40 / 508
成形体の設置方法および成形体の設置装置
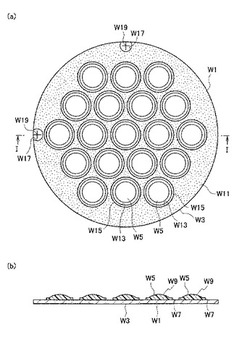
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
基板処理方法、プログラム、コンピュータ記憶媒体、基板処理装置及びインプリントシステム

【課題】基板上に塗布膜を効率よく形成し、基板処理のスループットを向上させる。
【解決手段】ウェハ処理装置において、ウェハWの表面W1に紫外線を照射し、当該表面W1を洗浄する(図18(a))。その後、ウェハWの表面W1全面に密着剤Bを塗布し(図18(b))、当該密着剤Bを焼成した後(図18(c))、密着剤Bをリンスして、ウェハW上に密着膜BFを成膜する(図18(d))。その後、ウェハWの密着膜BF上に光重合開始剤を有するレジスト液Rを塗布する(図18(e))。その後、ウェハW上のレジスト液Rに所定の光量の紫外線を照射し、当該レジスト液Rを、ウェハW上で拡散せず、且つ凝集しないような流動性を有する半硬化状態にする。そして、ウェハW上に半硬化状態のレジスト膜RFを成膜する(図18(f))。
(もっと読む)
光学素子の製造方法および光学素子
【課題】気泡の混入を防止した光学素子の製造方法を提供する。
【解決手段】ガラス基板2の上に2つの樹脂層4,6を各層ごとに重ねて成形する光学素
子1の製造方法であって、2つの樹脂層4,6のうちガラス基板2の方から数えて2層目
の樹脂層6を成形する際、2層目の樹脂層6の外周部が該2層目の樹脂層6よりガラス基
板2側に位置する1層目の樹脂層4の外周部よりも内側に位置するように成形を行う。
(もっと読む)
パターン形成方法およびパターン
【課題】インクジェット法を用いて光硬化組成物の適用を行っても超微細パターンが良好に形成できるパターン形成方法を提供する。
【解決手段】重合性化合物および重合開始剤を含有する光硬化性組成物を基材上または微細パターンを有するモールド上に適用し、該光硬化性組成物をモールドまたは基材で挟んだ状態で光照射することを含むパターン形成方法であって、光硬化性組成物の25℃における粘度が12〜100mPa・sであり、光硬化性組成物は、液滴を吐出により、基材上または微細パターンを有するモールド上に適用し、前記光硬化性組成物の吐出時の温度が28℃以上である、パターン形成方法。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
成形品成形装置および成形品成形方法
【課題】第1の型と第2の型とを用いて成形品を成形する成形品成形装置において、従来よりも短いタクトタイムで精度の高い成形品を得る。
【解決手段】下型M1と上型M2とを用いて成形品W1を成形する成形品成形装置1において、下型型設置体9と下型設置体9に対して相対的に移動位置決め自在である上型設置体11とを備えた成形品成形部3と、成形品W1における、第1パターンW3と第2パターンW4との間の位置ずれ量を測定する位置ずれ量測定部5と、成形品成形部3で成形品W1を成形しているときに、成形品W1の測定を位置ずれ量測定部5で行い、この測定結果に応じて上型設置体11の相対的な位置を補正し成形品成形部3で次の成形品W3の成形をする。
(もっと読む)
プラスチックレンズ成形型用接着剤塗布方法
【課題】注入補助部材の内部に接着剤が入ることがないように注入補助部材に接着剤を塗布することができるようにする。
【解決手段】プラスチックレンズ成形型に接着される注入補助部材2を取付片12の接着面12aが上方を指向するように支持する支持ステップを有する。パイプからなる塗布ノズル21に接着剤を供給し、この塗布ノズル21の下端に接着剤14の液滴14aを保持させる接着剤供給ステップを有する。液滴14aを接着面12aに付着させる塗布ステップを有する。塗布ステップの後に取付片12と塗布ノズル21との間隔を予め定めた長さL1だけ拡げ、かつ接着剤14の糸引きによって生じた糸31が切れるまで取付片12に対して塗布ノズル21を停止させる接着剤分離ステップを有する。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形精度に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、第1のレンズ用モールド16の内面の周縁部と偏光フィルム14の周縁部との少なくともどちらか一方に可塑性のある部材20を盛り上げるように設ける工程と、部材20を第1のレンズ用モールド16の内面と偏光フィルム14とに当接させて第1のレンズ用モールド16の内面と偏光フィルム14との間を一所定の間隔を空けた状態で部材20を固化させて、偏光フィルム14を第1のレンズ用モールド16の内面に固定する工程と、を含む。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
光学装置、光学装置の製造方法および電子機器
【課題】 効率よく製造できる光学装置の製造方法を提供すること。
【解決手段】 基板1’に複数の光学素子751を配置する工程と、複数の光学素子751を覆う透光樹脂部761を形成する工程と、透光樹脂部761を樹脂材771で覆う工程と、樹脂材771を露出させた状態で樹脂材771を硬化させる事により、遮光樹脂部を形成する工程と、を備え、透光樹脂部761を形成する工程においては、xy平面視において複数の光学素子751のいずれか一つに各々が重なる複数の第1部分762を、透光樹脂部761に形成し、上記遮光樹脂部を形成する工程においては、樹脂材771から各第1部分762を突出させた状態で樹脂材771を硬化させる。
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
立体画像表示用柱状レンズシートの製造方法
【課題】裸眼立体視にレンチキュラーレンズを用いる際に、経時的にレンズの寸法が変化して左右視差画像のクロストークが生じるのを改善した立体画像表示用柱状レンズシートを製造する方法を提供する。
【解決手段】立体画像表示用柱状レンズシートは、連続帯状の延伸フィルムである基材フィルム1上に、単位柱状レンズが配列した柱状レンズ群を、型面に柱状レンズパターン31として単位柱状レンズを成形する為の多数の凹状溝32を有し回転する円筒状の成形型30で、電離放射線硬化性樹脂液の硬化物として成型して製造する。この際、基材フィルムを構成する樹脂の分子主軸の配向方向dmと、単位柱状レンズ2の稜線方向となる凹状溝32の延在方向dqとが成す角度のうちの劣角として定義される傾斜角θが、柱状レンズパターンの全域において0°≦δ≦50°になる様にして製造する。
(もっと読む)
成形体の成形方法および成形体
【課題】型と成形材料とを直接接触させることなく、型に形成されている成形パターンに対応したパターンを備えた成形体の成形方法等を提供する。
【解決手段】成形パターン13が形成されている型11のおもて面に、弾性を備え平板状に形成された成形用基板3を設置し、型11に空気を通すことで成形用基板3を真空吸着して弾性変形させ、成形用基板3を型11の成形パターン13の形状に倣わせ、成形材料5を、成形用基板3のおもて面に供給し、成形材料5を硬化し、硬化した成形材料5とともに成形用基板3を型11から離す。
(もっと読む)
光硬化性材料の成形方法および成形装置
【課題】金属等の材料で構成された上型と下型とを用い、光硬化性材料の成形体を成形する場合において、光硬化性材料での硬化ムラの発生を無くすことができ、光硬化性材料をもれなく効率良く硬化させることができる光硬化性材料の成形方法を提供する。
【解決手段】紫外線等の光を通さない材料で構成された上型7、下型9のすくなくともいずれかに、光硬化性材料11を供給し、上型7を下型9の近傍にまで近づけて位置決めし、上型7と下型9との外側で光源19A,19Bから出射された光URを、上型7と下型9との間に存在している光硬化性材料11に、進路を変化させて照射する。
(もっと読む)
成形品および成形品の成形方法
【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】本体部2と、本体部2に一体的に設けられ、一部が本体部2から突出している離型用部材4とを有する成形品1である。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
レンズシートの製造装置及び製造方法
【課題】レンズシートの定長切断を確実に実現することができるレンズシートの製造装置及び製造方法を提供する。
【解決手段】本発明のレンズシート製造装置1は、回転式のレンズ金型30と、このレンズ金型の回転周期を検出する近接センサ35と、を備えた重合賦型部6と、このレンズ賦型部から送られるレンズシートの弛み量を検出する第2ダンサー部14が検出した弛み量に応じて送り速度を変化させてレンズシートを連続的に送り出す連続送り部16と、この連続送り部から送られたレンズシートを間欠的に送り出す間欠送り部20と、近接センサが検出したレンズ金型の回転周期の間に連続送り部が送り出した連続送り量と平均送り速度から求まる平均回転時間との位相差に基づいて間欠送り部の送り量を所定送り量に補正する送り量補正手段を有する送り量補正部と、間欠送り部から送られたレンズシートを切断して所定長さのレンズシートにする切断部22と、を有する。
(もっと読む)
21 - 40 / 508
[ Back to top ]