
Fターム[4F204AA45]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ゴム、エラストマー(熱可塑剤ゴム一般) (297)
Fターム[4F204AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (25)
Fターム[4F204AA45]に分類される特許
41 - 60 / 272
超音波診断装置用レンズ及びその製造方法
【課題】高い電磁シールド性を発揮する超音波診断装置用レンズ及びその製造方法を提供すること。
【解決手段】シリコーンゴム組成物で形成されたキャップ10と、キャップ10の内表面に密設された銅薄膜11とを備えて成り、前記銅薄膜は伸びが4〜12%であることを特徴とする超音波診断装置用レンズ2、並びに、凸部を有する第1金型と前記凸部が進入可能な凹部を有する第2金型とを備えて成る成形金型を用いて、前記凸部と前記凹部との間に配置された銅薄膜とシリコーンゴム組成物とを圧縮成形することを特徴とする請求項1又は2に記載の超音波診断装置用レンズの製造方法。
(もっと読む)
タイヤ部材用トップ反の製造方法

【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品
【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物の一部に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料混合物の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
帯状ゴム部材の製造方法とその装置
【課題】未加硫のゴム部材を圧延して成形される帯状ゴム部材を連続的にかつ安定して製造する方法とその装置を提供する。
【解決手段】押出機11から供給される未加硫のゴム部材を第1のロール12Aと第2のロール12Bとの間に供給して圧延し、帯状ゴム部材Tを連続的に製造する際に、第2のロール12Bに隣接して、第2のロール12Bとは逆方向に回転する第3のロール12Cを配置し、第2のロール12Bと第3のロール12Cとの隙間を通過して第3のロール12Cに巻取られた帯状ゴム部材T0の両端部をそれぞれ切断手段13でカットして、所定の幅WTの帯状ゴム部材Tを製造するようにした。
(もっと読む)
横断面に肉厚部位を有する複合材料構造物製造用治具
【課題】 ハット型ストリンガを採用したスティフンドパネル構造物の製造に特に好適に用いられ、プリプレグの変形を有効に抑制でき、かつ、より多数回の使用が可能となるような耐久性を実現できるブラダタイプの治具を提供する。
【解決手段】 ブラダの本体部11は、管状部14およびその外周面に被覆される被覆フィルム15から構成されている。管状部14は本体部11の「本体」であり、横断面が台形状の管状となるようシリコーンゴム組成物により形成されている。この横断面の下底に対応する露出壁部11bの両側縁部は、その厚みが他の壁部よりも大きい肉厚縁部11dとなっている。この肉厚縁部11dは、本体部11の内面側から露出壁部11bを支持することになるので、露出壁部11bの凹み変形を有効に抑制することができる。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
発泡ウレタン複合成形品の製造方法および発泡ウレタン複合成形品
【課題】 従来の金型を用いた場合の種々の工程上の問題を改善する製造方法を提供すると共に、従来の高密度表面層を有する発泡ウレタン成形品に替わって使用でき、表面の耐擦傷性が改良された発泡ウレタン複合成型品を提供する。
【解決手段】 熱可塑性硬質樹脂のシートを真空成型して表皮型枠を製造し、該表皮型枠を該表皮型枠と同型の金型にセットし、該表皮型枠内でウレタン発泡を行った後該金型から表皮型枠毎脱型する、表皮型枠と発泡ウレタンが一体化した発泡ウレタン複合成形品の製造方法;および該製造方法で製造された、高密度発泡ウレタン成形品に替る発泡ウレタン複合成形品である。
(もっと読む)
多色成形方法及び多色成形品
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
粘着性ゴムシート
【課題】黒鉛化された熱盤に対しても容易に取付けが可能な緩衝シートとその製造方法を提供する。
【解決手段】緩衝シート1を、厚肉スポンジゴムからなるクッション層2と、このクッション層の片面に接着一体化した薄肉ソリッドゴムからなるプレス機の熱盤への取付層4とで構成する。取付層4は熱盤との当接面が転写フィルムの光沢面の転写によって粘着力が付与され、この粘着力により熱盤に固着可能である。緩衝シート1は、液晶セル組立工程においてプレス機熱盤とガラス基板との間にクッション材1として介在させる。
(もっと読む)
模様付き成形品の製造方法
【課題】SMC材と加飾シートをプレス成形して模様付き成形品を製造する際に、加飾シート内に滲み出しを防止し、しかも必要な部材が少なく、製造工程も簡素化された簡単な模様付き成形品の製造方法を実現する。
【解決手段】シートモールディングコンパウンド9のような成形材料3と加飾シート2の間に、無機鉱物を主成分とする滲み出し防止シートとしてセピオライト紙8を設けて、成形材料3と加飾シート2をプレス成形して、成形品7の表面に加飾層10を形成する際に、成形材料3が加飾層10に流れ込まないようにする。
(もっと読む)
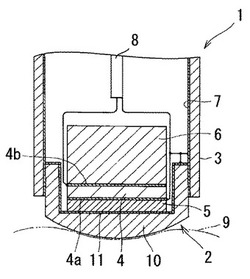
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2を、スタンパ5を用いて加圧成形する免震プラグ6の製造方法において、該加圧成形を複数回行い、かかる複数回の加圧成形のうち、少なくとも1回の加圧成形を、軸線方向に対して傾斜した加圧面4を有する第一のスタンパ5を用いて行なう免震プラグ6の製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2を、周辺部に比し中央部が陥没した形状に加圧成形し、次いで、かかる加圧成形された粉体材料2の受圧面7を加圧方向に対し直交する平面状に加圧成形する製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】側壁を形成する中型7を有する金型3内に充填された粉体材料2に、加圧成形を行って免震装置用の免震プラ6グを成形するに当たり、かかる中型7と粉体材料2との界面においてせん断応力が生じるように中型7に対して外力を付与しつつ加圧成形を行なう製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置用の免震プラグ6を成形するに当たり、金型3内に隙間を設けて粉体材料2を充填し、かかる隙間の存在下に、鉛直方向を横切る向きからの加圧成形を開始する製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
貫通孔を有する微細構造成形体の製造方法及び製造装置
【課題】種々の断面形状をした微細な貫通孔を有し、バリや穴底の丸まりや形状不良がほとんど無い高品質の微細構造成形体を製造することができる製造方法及び製造装置を提供する。
【解決手段】本発明に係る貫通孔を有する微細構造成形体を製造する製造方法は、スタンパに微細突起部を設け、これにより貫通孔を有する微細構造成形体を製造する製造方法であって、加熱された前記スタンパ上に前記微細構造成形体を形成させる溶融樹脂を供給し、その樹脂溶融体を押圧して前記微細突起部の頂部を前記樹脂溶融体から突出させた後、冷却し固化させることにより実施される。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2の流動を伴う加圧成形を複数回行う製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
41 - 60 / 272
[ Back to top ]