
Fターム[4F204AB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 充填剤(増量剤、強化剤) (294)
Fターム[4F204AB11]に分類される特許
101 - 120 / 294
気体除去方法、気体除去装置、コアの製造方法、コアの製造装置及び積層支持体
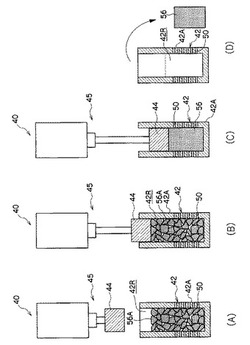
【課題】塑性流動材料と硬質充填材の混合物を加圧して混合物中の気体を除去することで、気体含有率が低い成型品を得ることを課題とする。
【解決手段】シリンダ42の加圧室42Rに塑性流動材料と硬質充填材の混合物片56Aを投入し、加圧室42Rの混合物片56Aを加圧する。これにより、混合物片56Aに含有された気体及び、加圧室42Rに投入された塑性流動材料と硬質充填材の混合物片56Aの間の空気が、加圧室42Rから連通孔50を通って外部へ押し出され、結果として気体が除去された、すなわち気体含有率が低減された複数の混合物片56Aからなる成型品56が得られる。
(もっと読む)
液体受け容器の製造方法

【課題】 軽量でありながら、液体漏れが発生せず、手作業でのシール処理が不要であり、機械的強度の高い液体受け容器を実現する。
【解決手段】 ドレンパンの母材1に形成された水受け部6の内壁面にエポキシ樹脂を塗布し、母材1を容器本体20の凹部23に収容する。水受け部6は蓋10の加圧室11に露出しており、加圧室11に対応する母材1の裏面側は、容器本体20の減圧室21に露出している。加圧装置30および減圧装置40を駆動し、水受け部6に塗布されたエポキシ樹脂を内部に浸透させる。母材1を自然養生し、エポキシ樹脂を硬化させる。母材1内に形成された連通孔は硬化したエポキシ樹脂によって閉塞され、水漏れがなくなる。また、機械的強度が高くなる。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
表面に図示記号を有する超吸収性発泡体
超吸収性発泡体は、乾燥発泡体の総重量に対して、少なくとも1質量%の無機粉末固体を含み、少なくとも1つのその表面に図示記号を有する。前記発泡体は、対応する量の無機固体を含有する発泡モノマー混合物を、少なくとも1つのその内壁表面に図示記号を有する成形型の中で重合することを特徴とする方法により得ることができる。 (もっと読む)
加圧成形装置及び加圧成形方法ならびに成形品
【課題】成形品の形状及び重量を高精度に安定して提供可能で、特に、加熱流動性が低い樹脂を用いて成形することも可能とする加圧成形装置及び加圧成形方法ならびにその成形品を提供すること。
【解決手段】対向する2つのプレス駒11,13と、該プレス駒11,13との間で成形用キャビティを形成する外駒15と、キャビティと外駒外部とを連通して外駒15に設けられる少なくとも1つの連通口17と、該連通口17の閉鎖手段とを備える加圧成形装置により、2つのプレス駒11,13間の押圧力により、キャビティと外部とを連通して外駒15に設けられる少なくとも1つの連通口17から不要となった樹脂材料が押し出され、2つのプレス駒11,13がキャビティ寸法位置に到達した時点で、連通口閉鎖手段により閉鎖することで、投入された樹脂材料にキャビティで設定されている寸法を正確に与える。
(もっと読む)
光学素子の製造方法
【課題】硬化時間の短縮を図りつつ成形後のアニールが不要な光学素子の製造方法を提供する。
【解決手段】熱硬化性樹脂に対し平均粒径が1〜30nmの無機微粒子を添加して有機無機複合材料を得る工程と、前記有機無機複合材料を加熱・硬化させて成形する工程と、を有する光学素子1の製造方法が開示されている。また無機微粒子がシランカップリング剤により表面修飾されており、熱硬化性樹脂がシリコーン系樹脂、アクリル系樹脂、アリルエステル系樹脂からなる。
(もっと読む)
ウレタン発泡成形体、その製造方法、および磁気誘導発泡成形装置
【課題】 磁性体が所定の配向状態で含有されたウレタン発泡成形体、その製造方法、およびウレタン発泡成形体の製造に好適な磁気誘導発泡成形装置を提供する。
【解決手段】 磁気誘導発泡成形装置1は、強磁性体からなる芯部20U、20Dと、芯部20U、20Dの外周面に配置されているコイル部21U、21Dと、を有し、芯部20U、20Dの軸方向に所定間隔離間して対向して配置されている一対の電磁石部2U、2Dと、一対の電磁石部2U、2D間に介装され、内部にキャビティ41が区画されている発泡型4と、一対の電磁石部2U、2Dにおける各々の芯部20U、20Dの背向面同士を接続し、一対の該背向面同士の間に磁路を形成するヨーク部3と、を備え、発泡型4のキャビティ41内に一様な磁場を形成する。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 新しい構造を持つウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、一端から他端に向かって連通するよう配向された空孔を持つ発泡本体を有する。このウレタン発泡成形体は、発泡ウレタン樹脂原料と磁気粘性流体とを混合した混合材料を発泡型に注入し、該発泡型の一端から他端に向かう磁場中で発泡させることにより製造される。
(もっと読む)
成形型用硬化性樹脂組成物、成形型の製造方法、構造体の製造方法およびディスプレイ用部材の製造方法
【課題】プラズマディスプレイパネル、フィールドエミッションディスプレイ、および蛍光表示管等の平面ディスプレイに好適なパターンを、低コストで精度良く形成できるパターン形成技術を提供する。
【解決手段】少なくとも、(A)硬化性化合物、(B)ウレタン化合物、(C)重合開始剤および(D)界面活性剤を含有する成形型用硬化性樹脂組成物により達成される。
(もっと読む)
電子写真用導電ローラの製造方法及び電子写真用導電ローラ
【課題】本発明は電子写真用導電ローラの製造方法において、抵抗ムラが生じやすい導電フィラー及び無機充填フィラーを添加した材料を用いても軸芯体方向の抵抗ムラが小さい電子写真用導電ローラの製造方法を提供することを目的とする。
【解決手段】温度25℃における粘度が50Pa・s以上600Pa・s以下である樹脂層材料を用い、注入駒の穴が2個以上あり、かつ、注入穴の一つあたりの面積が3.0mm2以上10.0mm2以下で注入穴の断面積の合計をA(mm2)、反対側駒に設けられた穴の断面積の合計をB(mm2)、金型内に注入する樹脂層材料の量をC(cm3)、軸芯体方向の金型内のキャビティの長さをL(mm)としたとき、Aが9.0mm2以上、0.325×C−5.5≦A≦0.325×C+5.5、1.2≦A/B≦2.5、かつ、130≦L/(A/B)≦200を満たす電子写真用導電ローラの製造方法。
(もっと読む)
積層加熱加圧によるカーボンナノチューブ含有樹脂成形体の導電性改善方法
【課題】カーボンナノチューブを少量添加した場合でも効率よく導電性を発現できる樹脂成形体を提供する。
【解決手段】カーボンナノチューブと熱可塑性樹脂を混練した後、成形した複合材料を熱可塑性樹脂のガラス転移温度よりも20℃低い温度から250℃高い温度で加熱し、この状態において加圧し、カーボンナノチューブを露出させ、かつ樹脂成形体の内部にカーボンナノチューブを0.1〜20重量%含有させた樹脂成形体の製造方法。
(もっと読む)
電気機器およびその製造方法
【課題】充填材の充填量を低減しつつ放熱性を確保した放電灯点灯装置を提供する。
【解決手段】電子部品23の一部に対応する形状の凹凸部13hを有するトレー13に回路モジュール12を収容する。トレー13に第1充填材14を充填する。トレー13をケース体15に収容する。トレー13とケース体15との間のケース体空間部に第2充填材16を充填する。充填材14,16は、凹凸部13hによって、電子部品23の基板21からの突出量に対応して必要最小限の充填量で済むので、充填材14,16の充填量を低減できる。トレー13が第2充填材16を介してケース体15に密着するので、各充填材14,16およびケース体15を介して、放熱性を確保できる。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 所望の吸音特性を有すると共に放熱性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合されている磁性フィラーと、を有し、該磁性フィラーは、球以外の形状をなし、互いに線接触および面接触の少なくとも一方により連接して配向している。このウレタン発泡成形体は、発泡ウレタン樹脂原料と、球以外の形状をなす磁性フィラーと、を混合した混合材料を、発泡型に注入し、磁場中で発泡させることにより製造される。
(もっと読む)
水回り用樹脂成形体の製造方法
【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水回り用樹脂成形体の製造方法であって、
前記粒子と前記マトリックスとを下型底面を備える型に注型する工程と、
前記下型底面と接する接触面を前記水回り用樹脂成形体の使用面となるように脱型する工程とを備え、
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体を厚み方向に切断し、切断面にある100個の粒子について計測し、単純平均をとることで、計算されるフェレット径が、前記水回り用樹脂成形体の使用面を基準線として1mm以上の大きさを有することを特徴とする、水回り用樹脂成形体の製造方法を提供する。
(もっと読む)
積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置
【課題】プラグ体内に含まれる空隙を大幅に減少させることのできる積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置を提供する。
【解決手段】塑性変形材料を金型に収容したあとこれを加圧成形してプラグ体4を形成する工程と、中空部5にこのプラグ体4を挿入する工程とを経て積層免震ベアリング10を製造する。
(もっと読む)
木粉樹脂複合ボードの端部切削面処理方法
【課題】木粉樹脂複合ボードの端部を切削加工した際に生じる粗い切削面が白く見え、他の非切削面と違和感が生じることを防ぎ、切削面を目立たなくすることのできる木粉樹脂複合ボードの端部切削面処理方法を提供する。
【解決手段】木粉と樹脂とを混合し溶融させて成形して得られる木粉樹脂複合ボードAの端部を切削加工し露出した切削面を処理する方法であって、該露出切削面を加熱下に加圧する熱圧締工程を含んでなる木粉樹脂複合ボードAの端部切削面処理方法。好ましくは、上記加熱温度を木粉樹脂複合ボードAを構成する樹脂の軟化温度付近とし、上記熱圧締工程が加熱ロール2または加熱ブレード3により行われる。
(もっと読む)
ホルミシス複合材料の成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】粉状の強化ホルミシス原石粉末原料を60重量%以上、マトリックス樹脂に充填してなるホルミシス原石粉末複合素材を用いる。このホルミシス原石粉末複合素材を破砕し、ホルミシス原石粉末複合素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱加圧し、密集一体化させることによって所定の形状の複合樹脂成形品を製造する。ホルミシス原石粉末の原料には各種ホルミシス原石粉末を用いることができる。また、マトリックス樹脂には各種熱可塑性樹脂を用いることができる。
(もっと読む)
人工大理石の製造方法
【課題】天然大理石の外観を呈する人工大理石を製造する。
【解決手段】着色剤を添加して均一な色彩に混練した樹脂製の大理石素材を粒状、片状又は塊状に破砕し、色彩の異なる複数の破砕粒、破砕片及び/又は破砕塊を成形面上に並べて加圧し、破砕粒、破砕片及び/又は破砕塊を流動させるとともに相互に一体化させ、天然大理石の外観を呈する人工大理石を得る。着色剤は斑模様に混練してもよい。また、破砕粒、破砕片及び/又は破砕塊の表面に着色剤の表面層を形成するようにすることもできる。大理石素材の樹脂には充填剤、例えば水和金属化合物や炭酸カルシウムを添加混合するのがよい。
(もっと読む)
複合材料の二段成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合材料の二段成形方法を提供する。
【解決手段】 60〜85重量%の繊維原料、無機原料または金属原料に対し40〜15重量%の熱可塑性樹脂を混練して固化した素材を破砕して複合中間原料を用意する工程と、該複合中間原料を空気流を用いて押し込み及び/又は減圧吸引して所定の成形型中に充填する工程と、成形型内に密集した複合中間原料を加熱加圧して圧縮一体化する工程を備える。
(もっと読む)
人工錆石の製造方法及びそれによる盆栽用錆石
【課題】人工錆石について、簡易な手順で天然錆石の質感・風合いを忠実に再現できるようにする。
【解決手段】粒状石と液状合成樹脂とを所定割合で混合して作成したペースト状の成型用組成物23,33を、モデル錆石の表面を型取りしてなる型枠内2,3に投入または塗って固化させ、脱型することにより成型体10とした後、成型体10表面に石錆状の色彩を付与する人工錆石の製造方法において、成型用組成物23,33を型枠2,3に投入または塗る前に、型枠2,3内面に酸化または水酸化により錆を生じる金属粉を散布しておき、成型作業により石肌状に形成される成型体10表面に金属粉の粒体を少なくとも一部が埋没した状態で固定させ、脱型後に金属粉を酸化または水酸化させて錆を生じさせる、ことを特徴とするものとした。
(もっと読む)
101 - 120 / 294
[ Back to top ]