
Fターム[4F204AB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 充填剤(増量剤、強化剤) (294)
Fターム[4F204AB11]に分類される特許
141 - 160 / 294
積層板の製造方法

【課題】端部からの樹脂の流出を抑制して板厚が均一な積層板を製造することができる積層板の製造方法を提供する。
【解決手段】複数枚のプリプレグ1を重ねた積層体2、あるいは回路板3とプリプレグ1を重ねた積層体2を成形プレート4間に挟むと共に、これを熱盤5間にセットして加熱・加圧成形することによって積層板を製造する。加熱・加圧成形をする前のプリプレグ1は端部の溶融粘度がその内側の溶融粘度よりも高いものであり、加熱・加圧成形の際に、プリプレグ1の端部の樹脂が流出することを抑制することができる。
(もっと読む)
樹脂管及び樹脂管を用いたポンプ装置、並びに、樹脂管成形用内型の組立方法及び樹脂管の製造方法

【課題】所定の曲げ強度を確保しながらも、煩雑な製造工程を招くことなく、製造コストを低減することができる樹脂管及び樹脂管の製造方法を提供する。
【解決手段】複数の平板1、2を軸心方向に沿って環状に組み合わせて断面形状が多角形となる管体用内型3を形成するとともに、管体用内型3の端部にフランジ用型4を取り付けるフランジ型取付工程と、形成された管体用内型3及びフランジ用型4の表面にマトリックス樹脂を含浸した強化繊維10を積層して樹脂管を形成する積層工程と、樹脂が固化した後にフランジ用内型3及び管体用型4を離脱させる型外し工程を備え、前記内型の外面または内面に形成される角部を基準に、樹脂管のフランジ部に設ける接続手段の位置が決定される。
(もっと読む)
シートモールディングコンパウンドの成形方法および成形品
【課題】上金型に設けられた凹部へのシートモールディングコンパウンドの充填が十分に行われ、成形品の表面の艶に優れ、意匠性の向上したSMCの成形方法およびそれにより得られた成形品を提供する。
【解決手段】少なくとも不飽和ポリエステル樹脂と架橋性モノマーと硬化剤とガラス繊維とを含有するシートモールディングコンパウンドを複数枚積層して成形するSMCの成形方法であって、上記SMCに配合されるガラス繊維は、バインダーで集束されたガラスロービングを解繊して使用し、各SMCに含まれる補強用ガラス繊維は、それぞれ解繊度が異なっているとともに、これらのSMCを積層し、上下一対の金型内で加熱加圧するシートモールディングコンパウンドの成形方法および成形品。
(もっと読む)
有機・無機ハイブリッド成形物の製造方法
【課題】本発明は、優れた放熱性、絶縁性を有する成形物を提供することを課題とする。
【解決手段】金属アルコキシドおよび/または類金属アルコキシドの溶液と、片末端または両末端に該アルコキシドと反応可能な官能基を有するポリオルガノシロキサンの溶液または片末端または両末端に該アルコキシドと反応可能な官能基を有する液状ポリオルガノシロキサンとを混合し、反応を行なって液状有機・無機ハイブリッド低縮合物あるいは有機・無機ハイブリッド低縮合物の溶液を調製し、該液状有機・無機ハイブリッド低縮合物または有機・無機ハイブリッド低縮合物の溶液に無機充填材を添加して25℃のアスカーC硬度を20以上90以下のペースト状成形材料を調製し、該ペースト状成形材料を上型と下型とからなる成形装置の下型上に載置し、プレス成形によって所定の形状に成形すると共に該ペースト状成形材料に含まれる揮発成分を外界に逃散せしめかつ該有機・無機ハイブリッド低縮合物を硬化せしめる。
(もっと読む)
複合樹脂成形品の製造方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】フィラー状、粉状、粒状、片状又は塊状の原料をバインダー樹脂で結合してなる複合素材(30,30',30'') を用い、複合素材を破砕し、複合素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱してそのバインダー樹脂を軟化又は溶融させるとともに加圧し、バインダー樹脂を硬化させることによってプレート状又は所定の立体形状の複合樹脂成形品(31,31'')を製造する。複合素材の原料には例えば水和金属化合物を用いることができる。バインダー樹脂には生分解プラスチックを用いることができる。
(もっと読む)
ポリ乳酸系樹脂組成物、並びに成形品及びその製造方法
【課題】耐熱性及び耐衝撃性に優れたポリ乳酸系樹脂組成物、並びにこのポリ乳酸系樹脂組成物を用いた成形品及びその製造方法を提供する。
【解決手段】本発明のポリ乳酸系樹脂組成物は、(A)ポリ乳酸系重合体、(B)焼成ホタテ貝殻粉砕物、及び(C)カオリンを含有し、ポリ乳酸系樹脂組成物全量を100質量%とした場合、上記(A)ポリ乳酸系重合体の含有量が30〜85質量%、上記(B)焼成ホタテ貝粉砕物の含有量が5〜40質量%、上記(C)カオリンの含有量が5〜50質量%であることを特徴とする。本発明の成形品は、溶媒中に(A)ポリ乳酸系重合体、(B)焼成ホタテ貝殻粉砕物、及び(C)カオリンを含有する分散液を調製し、次いで、該分散液を型に流し込み、上記溶媒を除去し、その後、加熱することにより成形して得ることができる。
(もっと読む)
スパークリングワイン用のコンポジットコルク材料の栓およびその製造方法
本発明は、密接に結合し、粒度分布が異なる2つの範囲の粒体から生成される2種類のコルク凝集体からなり、2種の凝集体の間の接合表面がこれらの相互貫入によって不規則である、スパークリングワイン用のコンポジット材料から形成される栓に関する。本発明はまた、個別の成形(ピースバイピース)により2種の粒体およびそれぞれの添加剤の同時供給を行ない、型を押付けにより閉じ、次いで重合のための時間加熱する、これらの栓の製造方法に関する。用いる粒体は、通常、例えばTDIを基にする擬似プレポリマーまたはMDIベースを基にする擬似プレポリマーからなる反応性凝集剤で処理する。脱型後、未仕上栓を安定化させ、そして後に最終寸法に機械加工する。  (もっと読む)
(もっと読む)
木炭ボード及びその製造方法
【課題】 グルコマンナンをバインダーとして製造される木炭ボードの曲げ強度を高めること。
【解決手段】 本発明に係る木炭ボードの製造方法は、粉状若しくは粒状の木炭又はこれらを混合した木炭11と、木炭11よりも少量のグルコマンナン12と、グルコマンナン12よりも更に少量のカルシウム化合物14を混合したものに水13を加えて練り合わせる練り合わせ工程S1、練り合わせ工程S2により得られた木炭成形材料16を金型に流し込んで加圧成形する加圧成形工程S2、及び加圧成形工程S2により得られた木炭ボード半加工品17を乾燥し固化する乾燥・固化工程S3含む。グルコマンナン12はコンニャク精粉であって、その量は木炭11の10.0〜15.0重量%程度である。また、カルシウム化合物14は炭酸カルシウムであって、その量はグルコマンナン12の4.0〜6.0重量%程度である。
(もっと読む)
液晶性ポリマー成形体
【課題】液晶性ポリマーと充填剤を含む大型成形品であり、適用した充填剤に係る効果が均一に発現できる成形体を提供する。
【解決手段】[1]流動開始温度が280℃以上であり、平均粒径が0.5〜50μmである液晶性ポリマー微粉末と充填剤とを含む液晶性ポリマー樹脂組成物をプレス成形することにより得られる成形体。
[2]液晶性ポリマーが全芳香族ポリエステルおよび/または全芳香族ポリ(エステル−アミド)である[1]の成形体。
[3]充填剤が高熱伝導性無機物からなる[1]または[2]の成形体。
[4]比誘電率が4.5以上または2.8以下の[1]の成形体。
(もっと読む)
プラスチックレンズの製造方法
【課題】プラスチックレンズの切削粉の発生を防止し、効率よくプラスチックレンズを製造するプラスチックレンズの製造方法を提供する。
【解決手段】熱可塑製樹脂にて形成されるセミフィニッシュトモールドを切削、研磨して、第一モールドのレンズ形成面を形成するモールド成形工程S101と、第一モールドおよび第二モールドをキャビティを介して対向させてこれらの第一モールドおよび第二モールドの周縁を連結してレンズ成形モールドを組み立てるモールド組立工程S102と、レンズ成形モールドのキャビティにプラスチックレンズの原料樹脂を注入し、プラスチックレンズを形成するレンズ成形工程S103と、モールド成形工程にて発生する切削粉およびレンズ成形工程にて利用済みの第一モールドを回収してセミフィニッシュトモールドを再生する再生工程S104と、を具備した。
(もっと読む)
蛍光被写体およびその製造方法
【課題】蛍光ノイズの発生やプラスチックの劣化がなく安価な蛍光被写体を提供する。
【解決手段】プラスチック粉体と無機蛍光粉体とを混合した後に非加熱で圧縮成形して製造される。
(もっと読む)
角材の製造方法
【課題】寸法精度の低下を招くことなく腐食及び損傷が生じ難く且つ重量が軽い角材を製造することができる角材の製造方法を提供する。
【解決手段】複数の樹脂片12と該各樹脂片の少なくとも表面を溶融させるための溶剤Lとを角材10の成形のための成形用金型18内に投入する前に又は投入した後に混合し、成形用金型18を型締めすることにより溶剤L及び各樹脂片12の混合材料17を成形用金型18内で加圧する。
(もっと読む)
充填材入りフッ素樹脂シートの製造方法および充填材入りフッ素樹脂シート
【課題】高い応力緩和特性と高い気密特性とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、粉末充填材および加工助剤を混合してシート形成用樹脂組成物を調製する工程、およびロール温度を40〜80℃として該組成物を圧延する工程を含み、該粉末充填材の粒度分布において、粒子数が最大になるときの粒子径をσと表し、粒子径が0.9〜1.1σである粒子の体積をVA、粒子径が0.73σ以下である粒子の体
積をVB、粒子径が1.37σ以上である粒子の体積をVCとすると、下記関係式(1)が満たされ、
VA=bVB+cVC・・・(1)
(1≦b≦3、1/3≦c≦1である。)該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤の重量を100質量%とする。)含んでないことを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
充填材入りフッ素樹脂シートの製造方法および充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該充填材は、フッ素樹脂と充填材との合計100重量部に対して1〜10重量部の黒鉛を含んでなり、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなることを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
航空宇宙のための繊維複合材部品の製造方法
本発明は、特に航空宇宙のための繊維複合材部品(34)を製造するための方法及び型成形コアに関し、形成されるべき型成形コア(27)の外側の形状を確立するために、コアスリーブ(9)を型成形工具(2)に導入し、導入されたコアスリーブ(9)に真空で固定することのできる充填材料(21)を充填し、コアスリーブ(9)に真空を適用し、そしてこの結果として、型成形コア(27)を形成するために充填材料(21)を真空で固定し、ほぼ完成した繊維複合材製品からなるベース部品(31)に型成形コア(27)を配置し、製造されるべき繊維複合材部品(34)を形作るために、形成された型成形コア(27)に少なくとも1つのほぼ完成した繊維製品(33a、33b)を少なくとも部分的に置く方法工程を備える。 (もっと読む)
成形方法及び成形品
【課題】流れ模様の模様層を容易に形成することができ、良好な流れ模様を安定して表出させることができるようにすること。
【解決手段】成形品10は、ベース層15と、このベース層15に積層されて流れ模様を表出する模様層16とを備えている。成形品10の成形は、先ず、材料温度25℃の条件下で粘度が100〜5000万mPa・sとなる材料に、着色材料を混練して模様層用成形材料を作製する。次いで、模様層用成形材料をシート状に延伸形成して型20の成形面21Aにセットした後、ベース層用成形材料を流し込む。その後、前記模様層用成形材料及びベース層用成形材料を略同時に硬化した後、脱型する。
(もっと読む)
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 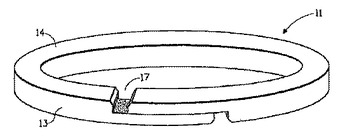 (もっと読む)
(もっと読む)
弾性舗装パネルの製造方法および成形装置
【課題】混合材の密度のばらつきが小さく、品質の安定した弾性舗装パネルを製造することができる生産性に優れた弾性舗装パネルの製造方法およびこの製造に用いる成形装置を提供する。
【解決手段】弾性骨材と樹脂バインダとを混合した混合材Cを長方形の型枠10に入れ、型枠10の幅よりも大きな幅の均し板2を、その下端が型枠10の上面に沿うように型枠10の一方の端部側から他方の端部側に移動させ、その移動の際に、均し板2の上端が下端よりも移動方向前方に位置するように傾斜させ、均し板2の下端から上端に向かう均し板の立設方向と、均し板2の移動方向とがなす傾斜角度aを30°以上60°以下にして混合材Cの表面を均す。
(もっと読む)
高強度高結晶性四フッ化エチレン樹脂圧縮成形体
【課題】予め電離放射線を照射した四フッ化エチレン樹脂粉末を室温で圧縮成形したのち焼成する工業的な汎用技術により、実用強度を保持し、高い結晶化度と高い延伸性ならびに引裂き強度、さらには、ガス透過度、圧縮クリープ、線膨張率などを著しく改善した四フッ化エチレン樹脂の成形品を提供する。
【解決手段】電離放射線の吸収線量が0.5kGy〜3kGyである四フッ化エチレン樹脂成形用粉末を用い、それを成形した樹脂の結晶融解熱量が27J/gから40J/gの範囲にあって、その引張り破断強度の保持率が電離放射線を照射しない成形用粉末を用いたときの1/2以上である高い延伸性を持つ、四フッ化エチレン樹脂圧縮成形体。
(もっと読む)
プレス成形用材料並びにそれを使用したプレス成形品
【課題】PP樹脂に木粉、あるいは補強繊維等のフィラーを混合した複合樹脂材料を押出成形機によりシート状に押し出してなるプレス成形用材料並びにそのプレス成形品であって、アルデヒド臭を低減する。
【解決手段】PP樹脂、木粉からなる複合樹脂材料100重量部に対してアルデヒド用消臭剤を0.5〜2重量部混合する。また、PP樹脂、タルク、補強繊維を混合した複合樹脂材料100重量部に対して0.5〜2重量部のアルデヒド用消臭剤を添加し、押出成形機30によりシート状に押し出してプレス成形用材料Sを形成し、このプレス成形用材料Sを加熱軟化処理後、所要形状にプレス成形してプレス成形品(リヤパーセルシェルフ)10を成形する。よって、木粉、繊維等から発生するアルデヒド臭をアルデヒド用消臭剤により規定値以下に分解、消臭することで車室内の空気の清浄化を図る。
(もっと読む)
141 - 160 / 294
[ Back to top ]