
Fターム[4F204AD08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | シート状 (821)
Fターム[4F204AD08]の下位に属するFターム
ラベル、絵付け材 (21)
転写シート (17)
塗膜(←ゲルコート材) (54)
Fターム[4F204AD08]に分類される特許
41 - 60 / 729
靴用インソール
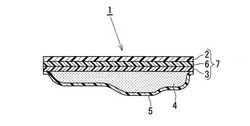
【課題】高い強度を維持しながら衝撃吸収性を大幅に向上させた靴用インソールを提供する。
【解決手段】厚さ10ないし100μmのポリウレタン皮膜3がラミネートされた生地2のポリウレタン皮膜側に、超軟質ポリウレタン層4及び熱可塑性ポリウレタンフィルム5をこの順で積層させて形成される靴用インソール1であって、前記超軟質ポリウレタン層4は、その側面を含めて前記熱可塑性ポリウレタンフィルム5で覆われて、該熱可塑性ポリウレタンフィルム5と前記ポリウレタン皮膜3とで形成される空間内に内包されていることを特徴とする靴用インソール1。
(もっと読む)
車両用内装部材の成形方法

【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で、熱可塑性樹脂が押し潰されて強化繊維との接触面積が増加するように加熱状態で圧縮することで、スタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼合部材3を製造する。その後ホットプレス機21を開き、加熱された貼合部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼合部材4を形成する。その後膨張貼合部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
ウレタン発泡成形体、その製造方法、およびウレタン発泡成形装置
【課題】 欠肉等の欠陥が少なく、薄くて低密度なウレタン発泡成形体を提供する。また、このようなウレタン発泡成形体を、簡便に製造することができる製造方法、およびウレタン発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体の製造方法を、対向して配置された第一基材30と第二基材31との間に、磁性体粒子Sを含む液状の発泡ウレタン樹脂原料U1を配置する原料配置工程と、第一基材30と第二基材31との間の、発泡ウレタン樹脂原料U1の周囲の少なくとも一部に形成された、発泡ウレタン樹脂原料U1の流動方向と交差する方向に磁力線Lが集中した磁力線集中領域Mにより、発泡ウレタン樹脂原料U1の流動をせき止めながら、発泡ウレタン樹脂原料U1を発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形精度に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、第1のレンズ用モールド16の内面の周縁部と偏光フィルム14の周縁部との少なくともどちらか一方に可塑性のある部材20を盛り上げるように設ける工程と、部材20を第1のレンズ用モールド16の内面と偏光フィルム14とに当接させて第1のレンズ用モールド16の内面と偏光フィルム14との間を一所定の間隔を空けた状態で部材20を固化させて、偏光フィルム14を第1のレンズ用モールド16の内面に固定する工程と、を含む。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、偏光フィルム14の外周部を折り曲げて偏光フィルム14の外周の側面を形成する工程と、第1のレンズ用モールド16及び偏光フィルム14の側面の周囲を包囲して第1のレンズ用モールド16と偏光フィルム14とを保持する第1の間隔保持用部材46によって、偏光フィルム14を第1のレンズ用モールド16に固定する工程と、第1及び第2のレンズ用モールド16,18及び第1の間隔保持用部材46と第2のレンズ用モールド18との周囲を包囲して、第1の間隔保持用部材46と第2のレンズ用モールド18とを保持する第2の間隔保持用部材47によって、偏光フィルム14の両側に外界と区画されるキャビティーを形成する工程と、を含む。
(もっと読む)
繊維強化複合材料、およびその製造方法
【課題】強度、表面外観、および耐熱性に優れ、スポーツ用途または一般産業用途などの各種用途に好適な繊維強化複合材料の製造方法を提供する。
【解決手段】少なくとも強化繊維と熱硬化性樹脂とからなるプリプレグから、ガラス転移温度が160℃以上である繊維強化複合材料を加圧成形により製造する方法であって、成形圧力(P)と樹脂粘度(η*)が下記(1)〜(3)を満たす条件で成形することを特徴とする、繊維強化複合材料の製造方法。(1)成形圧力(P)/樹脂粘度(η*)の最大値が、0.3×106〜1.5×106/s。(2)成形開始からP/η*が0.01×106以上の範囲のP/η*の時間積分値が、55×106〜380×106。(3)η*の最低値が、0.7Pa・s以上。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
レンズアレイの製造方法
【課題】レンズアレイの厚みが均一になるようにしつつ、樹脂の加熱時間を短縮する
【解決手段】レンズアレイ10を第1の加熱部(120,130)と第2の加熱部(220,230)を用いて製造する製造方法であって、一対の成形型(20,30)の間に熱硬化性の樹脂を挟みこみ、成形型(20,30)の間に樹脂を挟みこんだ状態で、成形型(20,30)で挟み込んでいる樹脂が硬化開始温度に到達するまで、第1の加熱速度で成形型(20,30)を加熱する第1の加熱部を用いて、成形型(20,30)を均一に加熱し、樹脂が硬化開始温度に到達したときは、成形型(20,30)を加圧しながら、第1の加熱速度よりも大きい第2の加熱速度で成形型(20,30)を加熱する第2の加熱部を用いて、成形型(20,30)を加熱し、樹脂を硬化させるレンズアレイの製造方法。
(もっと読む)
電波吸収体の製造方法、電波吸収体
【課題】本発明の課題は、従来の多層型電波吸収体の製造方法よりも、積層作業および各層の厚みの制御が容易であり、かつ、電波吸収体の製造リスクを低減することができる電波吸収体の製造方法を提供することである。
【解決手段】本発明に係る電波吸収体の製造方法は、積層工程および加熱工程を備える。積層工程では、導電性フィラーの濃度が異なる複数の導電性フィラー含有加熱自己結着性多孔質樹脂シートが、導電性フィラーの濃度が低いものから順に又は高いものから順に積層される。加熱工程では、積層工程において積層された導電性フィラー含有加熱自己結着性多孔質樹脂シートが加熱されて、複数の導電性フィラー含有加熱自己結着性多孔質樹脂シートが一体化されて電波吸収体が製造される。
(もっと読む)
アンテナリフレクタの製造方法及びアンテナリフレクタ
【課題】製造工程が少ないアンテナリフレクタの製造方法及びアンテナリフレクタを提供する。
【解決手段】ヤーン又はクロスの状態の繊維に金属皮膜を形成する金属皮膜形成ステップと、金属蒸着クロス1、ガラスクロス2、ピールプライ3、樹脂拡散ネット4、及びバギングフィルム5を成型型8の上に順に設置する設置ステップと、成型型8とバギングフィルム5とを、チューブ6を間に挟み、隙間なく接着する接着ステップと、チューブ6を介して空気を外部に排出する排気ステップと、樹脂を注入する注入ステップと、注入ステップにて注入された樹脂の硬化後に、硬化後の金属蒸着クロス1及びガラスクロス2を取り外す取り外しステップと、を含む。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
植物系材料の成形体製造方法及び植物系材料の成形体
【課題】力学的性質が均一である成形体を製造することができる植物系材料の成形体製造方法及び植物系材料の成形体を提供する。
【解決手段】植物系材料の成形体製造方法は、繊維を有する板材2を原料として金型10に供給して、金型10による熱圧成形により板材2に流動性を発現させ、成形体が製造される。植物系材料の成形体製造方法は、板材2の繊維方向Lが押出方向P2と同一平面において直交するように板材2を金型10に配置し、配置された板材2に荷重をかけて押圧することで、押圧方向P1に対して側方に延びる型成形空間12に板材2を、流入口17を通じて流動させながら充填する側方押出成形によって成形体を製造する。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
レンズシートの製造装置及び製造方法
【課題】レンズシートの定長切断を確実に実現することができるレンズシートの製造装置及び製造方法を提供する。
【解決手段】本発明のレンズシート製造装置1は、回転式のレンズ金型30と、このレンズ金型の回転周期を検出する近接センサ35と、を備えた重合賦型部6と、このレンズ賦型部から送られるレンズシートの弛み量を検出する第2ダンサー部14が検出した弛み量に応じて送り速度を変化させてレンズシートを連続的に送り出す連続送り部16と、この連続送り部から送られたレンズシートを間欠的に送り出す間欠送り部20と、近接センサが検出したレンズ金型の回転周期の間に連続送り部が送り出した連続送り量と平均送り速度から求まる平均回転時間との位相差に基づいて間欠送り部の送り量を所定送り量に補正する送り量補正手段を有する送り量補正部と、間欠送り部から送られたレンズシートを切断して所定長さのレンズシートにする切断部22と、を有する。
(もっと読む)
微細凹凸構造を表面に有する物品の製造方法および製造装置
【課題】モールドの表面の微細凹凸構造を物品本体の表面に転写して、微細凹凸構造を表面に有する物品を製造しながら、モールドの表面の状態を簡易にかつ正確にモニタリングできる、微細凹凸構造を表面に有する物品の製造方法および製造装置を提供する。
【解決手段】微細凹凸構造をフィルム42(物品本体)の表面に転写し、フィルム42から分離後のモールド20の表面の微細凹凸構造を有する領域のうち、微細凹凸構造がフィルム42の表面に転写される転写領域及び微細凹凸構造がフィルム42の表面に転写されない非転写領域に光を照射し、転写領域からの反射光及び非転写領域からの反射光を測定器34(測定手段)で測定し、信号処理装置36(判定手段)で転写領域からの反射光の測定データ及び非転写領域からの反射光の測定データに基いてモールド20の表面の状態を判定し、物品への凹凸構造の転写の良否を判断する。
(もっと読む)
41 - 60 / 729
[ Back to top ]