
Fターム[4F204AD08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | シート状 (821)
Fターム[4F204AD08]の下位に属するFターム
ラベル、絵付け材 (21)
転写シート (17)
塗膜(←ゲルコート材) (54)
Fターム[4F204AD08]に分類される特許
141 - 160 / 729
ウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット

【課題】ゴーストやフレア等の不具合が生じることを防止できるとともに製造コストの増加を抑えることができるウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイを転写型により一体成形するウェハレベルレンズアレイの成形方法であって、転写型の複数のレンズ部10に対応する領域以外の部分に遮光材料を配置する工程と、転写型に供給された成形材料を該転写型により押圧し、成形材料に基板部1に複数のレンズ部10が配列された形状を転写し、その後、成形材料を硬化させる工程とからなり、基板部1の、複数のレンズ部10が成形された領域以外の少なくとも一部に、遮光材料からなる遮光部14を形成する。
(もっと読む)
レンズアレイ用成形型、及びレンズアレイの製造方法、並びにレンズアレイ

【課題】一対の型で成形材料を挟んで形成されるレンズアレイをいずれか所定の型に残して他方の型から離型する。
【解決手段】第1の型及び第2の型を備え、互いに対向する前記第1の型の転写面と前記第2の型の転写面との間で成形材料を挟んで複数のレンズ部が配列されたレンズアレイを形成するレンズアレイ用成形型であって、前記第1の型における前記成形材料との接触面積が、前記第2の型における前記成形材料との接触面積よりも大きい。
(もっと読む)
樹脂シートの微細貫通孔成形方法及び微細構造転写成形装置
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、バリや穴底の丸まりや形状不良がほとんど無く、形状・寸法精度に優れ、大面積にわたり均一な性状の微細孔を有する樹脂シートを製造する方法を提案する。
【解決手段】本発明に係る樹脂シートの微細貫通孔成形方法は、微細突起を有する加熱されたスタンパ上に樹脂シートを供給する段階と、前記樹脂シート上に溶融樹脂媒体を供給する段階と、前記溶融樹脂媒体を介して軟化した前記樹脂シートを押圧し、前記微細突起によりその樹脂シートを穿孔する段階と、前記溶融樹脂媒体及び前記樹脂シートを押圧しつつ冷却する段階と、固化した前記溶融樹脂媒体及び前記加工された樹脂シートを前記スタンパから剥離する段階と、前記加工された樹脂シートと前記固化した溶融樹脂媒体とを剥離する段階と、を有している。
(もっと読む)
導電性シート
【課題】カレンダー成形、押出成形のような溶融賦形法による成形方法から得られるシートでも良好な導電性を発揮し、かつインレイド調とは異なる意匠を有する導電性シートを提供する。
【解決手段】熱可塑性樹脂100重量部に対して、導電性繊維2を20〜100重量部と粒子3を20〜100重量部含有する熱可塑性樹脂組成物を溶融賦形法により成形してなり、上記粒子3が成形中に形状を保持する導電性シート1であって、上記粒子3は公称目開き1mmのふるいを通過し公称目開き106μmのふるいを通過せず、粒子3が球形、円柱形などの立体形状の場合は短径と長径の比が1:1〜1:5であり、粒子3が板状、フィルム状などの扁平な形状の場合は短径と長径の比が1:5〜1:100であることを特徴とする。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
モールド成形体
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 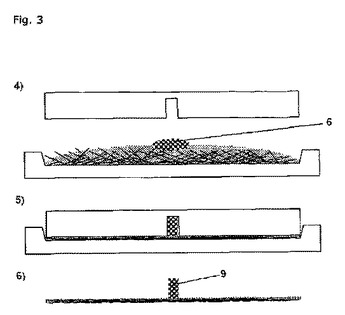 (もっと読む)
(もっと読む)
発泡樹脂成形品の製造方法及び製造設備
【課題】少なくとも一部が合成樹脂からなる副資材を容易に金型内面の湾曲面に沿って延在するように配置することができ、且つ成形後の脱型も容易な発泡樹脂成形品の製造方法及び製造設備を提供する。
【解決手段】工場の床にサーキット状のレール10が敷設され、台車11がこのレール10に沿って移動可能に設置されている。台車11上に、発泡成形用金型12と、合成樹脂製の副資材13を収容し、且つ副資材13を、該合成樹脂の曲げ強度及び曲げ弾性率が所定値以下となる温度以上の温度に加温するための副資材加温装置14が設置されている。副資材組み付けゾーンにおいて、副資材加温装置14から副資材13を取り出し、この副資材13をキャビティ12a内の副資材配置予定領域12bに配置し、係止部に係止する。その後、発泡成形を行う。
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体として、軟質なものを簡便に、しかも、効率よく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが供給され、このガスにより原材料28が注入機22側に押圧される。この状態で原材料28内に独立気泡40が形成されている最中に前記ガスの圧力が低減され、これにより各独立気泡40から亀裂が伝播して互いに連なり、連続気泡が形成される。
(もっと読む)
発泡ウレタン複合成形品の製造方法および発泡ウレタン複合成形品
【課題】 従来の金型を用いた場合の種々の工程上の問題を改善する製造方法を提供すると共に、従来の高密度表面層を有する発泡ウレタン成形品に替わって使用でき、表面の耐擦傷性が改良された発泡ウレタン複合成型品を提供する。
【解決手段】 熱可塑性硬質樹脂のシートを真空成型して表皮型枠を製造し、該表皮型枠を該表皮型枠と同型の金型にセットし、該表皮型枠内でウレタン発泡を行った後該金型から表皮型枠毎脱型する、表皮型枠と発泡ウレタンが一体化した発泡ウレタン複合成形品の製造方法;および該製造方法で製造された、高密度発泡ウレタン成形品に替る発泡ウレタン複合成形品である。
(もっと読む)
多層積層構造及び製造方法
本発明は、多層積層構造及び製造方法に関し、より具体的には、積層用フレーム、及び少なくとも1種のエネルギー活性化流動性ポリマーを利用して、多層積層構造を組み立てる方法に関する。  (もっと読む)
(もっと読む)
偏光レンズの製造方法
【課題】アスティグマが低減された高品質な偏光レンズをキャスト法によって製造する方法を提供すること。
【解決手段】成形型内部のキャビティに偏光膜を配置すること、上記偏光膜が配置されたキャビティに熱硬化性成分を含むレンズ原料液を注入すること、上記レンズ原料液を注入した成形型を加熱することにより前記熱硬化性成分の硬化反応を行うこと、および、上記硬化反応後に得られた成形体を成形型から取り出すことにより上記偏光膜を含む偏光レンズを得ること、を含む偏光レンズの製造方法。前記加熱を、少なくとも2段階以上昇温速度を変更する昇温プロファイルにより行い、かつ重合発熱ピークが発現する温度または重合発熱温度上昇率が最大となる温度(基準温度)を含まない温度域において、昇温速度を最大にする。
(もっと読む)
複合材成形品の成形方法
【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
位相差フィルム用樹脂組成物、位相差フィルムの製造方法、及び位相差フィルム
【課題】可撓性に優れるとともに、耐熱性が高く、複屈折を容易に高められ、溶融押出成形加工が可能で、測定波長が短いほど位相差が小さく、測定波長が長いほど位相差が大きいという特徴の位相差フィルム用樹脂組成物、該樹脂組成物を用いた透明性や表面平滑性に優れ、残存歪の少ない位相差フィルムの製造方法、上記特徴を有する位相差フィルムを提供する。
【解決手段】セルロースアシレート等のセルロースエステル系樹脂にゲル化剤を含有させた組成物とし、該樹脂組成物を特定の方法で溶融押出成形法等でフィルム化し、場合によっては延伸等を施し、位相差フィルムとする。
(もっと読む)
箱型成形品
【課題】特殊な材料の使用や複雑な型構造といった制約がなく、側面の倒れ変形が発生しても、側面の上端部が所望の形状となるように、側面の高さ方向に反りを生じさせる構造を有する、または、側面の倒れ変形を抑制することのできる箱型成形品を提供する。
【解決手段】底面2と側面3とを有し、加熱成形して作られる箱型成形品において、側面3の高さをL[mm]、加熱成形時の温度から室温に冷却されたときの底面2と側面3のなす角の角度変化分をΔθ[rad]としたときに、冷却後の側面の高さ方向の曲率κ[1/mm]が0<κ<4Δθ/Lの範囲にあることを特徴とする箱型成形品。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
薄型表示装置の使用に適するU型プラスチックシートの成形方法
【課題】薄型表示装置の使用に適するU型プラスチックシートの成形方法を提供する。
【解決手段】以下のプロセスを含む。板材、第1金型、第2金型と、固定部材とを用意する。固定部材は第1金型と第2金型との間に取り付ける。板材を固定部材に取付け、板材を加熱し、第1金型と第2金型とを型締め、板材をU字型に折り曲げた後、板材を冷却し、第1金型と第2金型とを引き離し、板材を第1金型から引き離す。
(もっと読む)
141 - 160 / 729
[ Back to top ]