
Fターム[4F204AH04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 回転要素(←ローラ、扇風機羽根、スクリュー) (160)
Fターム[4F204AH04]に分類される特許
41 - 60 / 160
樹脂製回転体の製造方法および成形金型
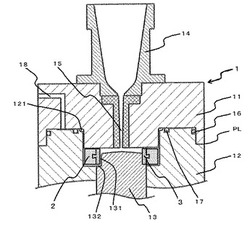
【課題】成形金型にリング状補強繊維基材を配置して樹脂製回転体を製造するにあたり、ボイド、カスレのない樹脂製回転体の製造を可能とする。
【解決手段】金属製ブッシュ3とリング状補強繊維基材2とを成形金型1に収容し、センタピン13で金属製ブッシュ3の位置決めをした状態で成形金型1を型締めし、減圧状態にした成形金型に液状樹脂を注入してリング状補強繊維基材2に浸透させ、液状樹脂を加熱硬化させて樹脂製回転体を製造する。このとき、上方から成形金型に注入した液状樹脂を金属製ブッシュとセンタピンとの間隙131を通して成形金型底面に誘導し、次いで、前記液状樹脂を金属製ブッシュと成形金型底面との間隙132において、センタピンを中心として放射状に流す。そして、リング状補強繊維基材に達した液状樹脂を、リング状補強繊維基材に下方から上方へ浸透させる。
(もっと読む)
導電性ローラの製造方法、現像ローラ及び画像形成装置
【課題】金型成形において、離型剤がゴムを浸蝕することなく、寸法精度の高いローラを提供することを目的とする。
【解決手段】本発明に係る弾性ローラの製造方法は、成型用金型の内壁に離型剤の塗布面を形成する離型剤塗布工程と、前記成型用金型内に軸芯体を配置する軸芯体配置工程と、前記軸芯体が配置された前記成型用金型内に弾性層としての液状シリコーンゴムを注入する弾性層材料注入工程と、前記液状シリコーンゴムを熱硬化する一次硬化工程と、弾性層が形成された弾性ローラを冷却工程を経ることなく取り出す脱型工程と、さらに前記一次硬化工程よりも高い温度で前記弾性層を加熱処理する二次硬化工程と、を有する弾性ローラの製造方法であって、前記離型剤は、前記一次硬化工程から前記二次硬化工程にわたって、離型剤10質量%水溶液として測定したpH値が4以上8以下の範囲を維持するものであることを特徴とする。
(もっと読む)
画像形成装置用発泡ローラの成型方法及び成型金型

【課題】液受けカップコスト、処理装置コストを削減し、高品質な画像形成装置用発泡ローラの成型方法を提供する。
【解決手段】金型2”と上・下駒1”,3”を有する金型を用いる発泡ローラの成型方法において、上駒は、材料溜め空間を形成し、上駒外周面に外・内方向を連通する少なくとも1つのスリットを配置し、芯材保持部を備え、金型開口を閉塞し、下駒は、芯材保持部を備え、金型開口を閉塞し、駒の芯材保持部に芯材を保持させ金型に配置する工程と、発泡弾性層材料を材料溜め内に流し込んだ後、上駒側の端部に蓋6をする工程と、発泡弾性層材料をスリットを通して発泡させつつ、金型内に充填させる工程と、発泡弾性層材料を硬化させて発泡弾性層を形成する工程と、金型から発泡弾性層材料を有する発泡ローラを脱型する工程と、を有し、上駒のスリットの幅と深さが、発泡弾性層材料の平均気泡直径の1〜10倍である画像形成装置用発泡ローラの成型方法。
(もっと読む)
弾性ローラの成型用金型
【課題】パイプ金型と駒の嵌合部における磨耗や変形の発生を抑制し、耐久性に優れた成型用金型を提供する。
【解決手段】本発明に係る成型用金型5は、円筒状の弾性部と、該弾性部をその軸線方向に貫通した芯金4と、を有する弾性ローラを成形するための、円筒状内面を有するパイプ金型2と、該パイプ金型の両端に嵌合し前記芯金4を支持する2つの駒(1,3)と、を有する成型用金型であって、前記パイプ金型のロックウェル硬度をAとし、前記駒のロックウェル硬度をBとした時、その硬度差の絶対値が以下の式を満たすことを特徴とする。
8≦|A−B|≦18
(もっと読む)
テーパープーリの製造方法、およびテーパープーリ製造装置
【課題】形状の異なるテーパープーリを容易に製造する。
【解決手段】テーパープーリ製造装置10は、表層シート型11と成型台30とを備える。表層シート型11は内周面が下端11Dに向かうに従って小径となるように形成された筒状シート体である。また、表層シート型11の内周面にプライマー処理を、外周面に所定の表面処理を施す。成型台30は、複数の互いに孔径の異なる第1〜第4の孔36A〜36Dを有する第1〜第4の支持プレート33A〜33Dを備える。第1〜第4の支持プレート33A〜33Dは各孔が同心的にかつ下方に向かうに従って径が小さくなるように、軸方向に配列される。表層シート型11を第1〜第4の支持プレート33A〜33Dの各孔内に挿通し、第1〜第4の支持プレート33A〜33Dが表層シート型11を支持する。
(もっと読む)
ゴムロールの製造装置および製造方法
【課題】従来は芯材に塗布した液状材料を加熱硬化させるため、製造装置自体を加熱炉の中に入れておく必要があり、熱効率が悪く、液状材料の加熱硬化に長時間を要し、かつエネルギー節約の観点から望ましくない。従って成形型および加熱冷却炉を必要としないゴムロールの製造装置および製造方法を提供する。
【解決手段】少なくとも2段階に温度の切り換えができる加熱手段と、加熱手段を内部に有し、軸を中心として回転するパイプ状コア1と、パイプ状コアの上方においてパイプ状コアに液状ゴム材料をかけ流す塗布ノズル7A,7B,7C,7Dと、塗布ノズルからパイプ状コアにかけ流された液状ゴム材料の厚みを調節するブレード20と、ブレードによって厚みが調節された液状ゴム材料の表面に接触する補助ブレード23と、ブレード、補助ブレードおよび塗布ノズルを、パイプ状コアの軸方向に沿って移動する移動手段14とをゴムロールの製造装置に設けた。
(もっと読む)
ゴムローラの成形金型、製造装置及びその製造方法
【課題】成形金型内に液状ゴム材料を注入し、硬化・成形するための、振れ精度が良くランナー部の廃棄材料が少ないゴムローラの成形金型、製造装置及び製造方法を提供する。
【解決手段】円筒状内面を有するパイプ金型本体と、該パイプ金型本体の両端に嵌合されて軸体を該パイプ金型本体の中心軸と同心となるように保持するゴム材料の注入側及び非注入側の駒と、から少なくとも構成されるゴムローラの成形金型であって、該非注入側の駒は、該軸体の両端角部をセンタリングしつつ軸方向に押圧支持するスライド機構を有し、及び、該非注入側の駒の端面には、外部より該スライド機構を押圧する手段を導入するための穴が設けられていることを特徴とするゴムローラの成形装置。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
電子写真用導電ローラとその製造方法
【課題】周方向の抵抗ムラが小さい電子写真用導電ローラとその製造方法を提供する。
【解決手段】円筒状のパイプ(7)とパイプの両端にそれぞれ配設された軸芯体を保持するための二つの駒(8a)(8b)とを有する金型を用い、前記パイプに沿って軸芯体を金型内に設置し、前記二つの駒(8a)(8b)の一方に設けられた注入穴より樹脂層材料を金型内に注入し、金型を加熱することにより樹脂層材料を硬化させて軸芯体の周りに樹脂層を形成する工程を有する電子写真用導電ローラの製造方法において、樹脂層材料が、粘度、フィラー充填量及び10%硬化時間が特定の範囲にある付加反応型液状シリコーンゴムであり、樹脂層材料を金型に注入する平均速度が特定の範囲にあり、樹脂層の長さ、樹脂層の厚さ並びに注入側、中央部及び出口側の加熱温度(T1)(T2)(T3)が特定の関係を満たす電子写真用導電ローラの製造方法。この方法で製造されたローラ。
(もっと読む)
ポリウレタンフォームローラ及びトナー供給ローラ
【課題】成形原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラを提供する。
【解決手段】ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらにポリウレタンフォーム層が15℃乃至40℃、水蒸気量5g/m3乃至40g/m3の環境下で硬度安定化処理し、ローラの硬度は150g乃至300g、通気度は2.5L/min以上とする。
(もっと読む)
ローラの製造方法、成形材料の選別方法及び成形材料
【課題】平滑な弾性層を備えたローラを高い生産性で再現性及び歩留まりよく製造することのできるローラの製造方法、平滑な弾性層を形成することのできる成形材料、及び、このような成形材料を高い信頼性で選別する選別方法の提供。
【解決手段】0.01〜100sec−1の範囲から選択される複数の剪断速度(X)で前記成形材料のノーマルフォースを測定して得られる複数の第一種法線応力差(Y)の、剪断速度に対する一次近似式Y=aX+b(4.5<a<6.5、−120<b<200)を満足する成形材料を軸体の外周面で硬化するローラの製造方法、前記第一種法線応力差を求めて、一次近似式Y=aX+bを算出し、この一次近似式の変数aが4.5<a<6.5の範囲にあり、かつ、変数bが−120<b<200の範囲にある成形材料を選別する成形材料の選別方法、及び、前記一次近似式を満足する液状シリコーンゴム組成物。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
トナー供給ローラの製造方法およびトナー供給ローラ
【課題】煩雑な工程を要することなく、セル開口安定性に優れるトナー供給ローラ及びその製造方法を提供する。
【解決手段】芯金と、該芯金上に形成された少なくとも一層以上のポリウレタンフォーム層を有するトナー供給ローラの製造方法において、ワックスおよび界面活性剤を含有する最大粒径が2μm以下の水系離型剤を内側に塗布した金型内で該ポリウレタンフォーム層を発泡成形する工程を有し、該ワックスの融点が50℃以上120℃以下であり、該界面活性剤は、非イオン性界面活性剤およびイオン性界面活性剤からなる群から選ばれる少なくとも一種である。
(もっと読む)
トナー供給ローラー及びその製造方法
【課題】ポリウレタン材料の反応性を低下させることなくポリウレタンフォーム層を得ることができ、ポリウレタンフォーム層に残留する触媒による汚染を抑制し、良好な画像得ることができる。しかも、表面に適切な開口セルを有し、現像ローラーとの間で、現像残トナーの掻き取りや、トナー供給を適切に行い、現像ローラー上に均一なトナー薄膜を形成し、良好な画像を得ることができるトナー供給ローラーを提供する。
【解決手段】芯金外周に、ポリオールとポリイソシアネートとを含むポリウレタン材料を用いて形成されるポリウレタンフォーム層を有するトナー供給ローラーにおいて、ポリオール及びポリイソシアネートが、全体で3mgKOH/g以上15mgKOH/g以下のアミン価を有する。
(もっと読む)
表皮付き軟質発泡体の製造方法
【課題】平滑性の良好な表皮が形成された軟質発泡体を、簡便かつ安価に製造することができる発泡体の製造方法を提供する。また、ローラ表面の凹凸に由来した画質不良が改善され、硬度と弾性復元性とのバランスがよい現像ローラを、簡便かつ安価に製造することができるローラの製造方法を提供する。
【解決手段】少なくとも、機械発泡にて液状樹脂原料の発泡性材料を調合する工程と、該発泡性材料を成形型に注入する前にあらかじめ、成形型のキャビティー内を、該発泡性材料が該成形型に注入された際には脱泡される程度の真空度まで、減圧する工程と、前記真空度を維持しながら、該発泡性材料を該成形型のキャビティーに充填する一次注入工程と、該成形型のキャビティーからの排気口を閉口した後、キャビティー内の圧力が大気圧以上、大気圧+0.03MPa以下の範囲になるように該発泡性材料を注入する二次注入工程とを備えることを特徴とする。
(もっと読む)
定着ローラおよびその製造方法
【課題】フッ素樹脂チューブで覆われたシリコーンエラストマーの二次加熱時の破損を抑制して製造し得る、非発泡型の独立気泡型シリコーンエラストマー多孔質体からなる弾性層を備える定着ローラを提供すること。
【解決手段】シャフト(12)と、シャフトの外周面上に設けられ、それぞれシャフト(12)の軸方向と交差する第1の端面(14a)および第2の端面(14b)を有する弾性層(14)と、弾性層の外周面を覆って設けられたフッ素樹脂チューブ(18)を備え、弾性層(14)は、非発泡型の独立気泡型シリコーンエラストマー多孔質弾性体からなり、弾性層(14)に、第1の端面(14a)および第2の端面(14b)の少なくとも一方の端面に開口し、弾性層(14)内に延びる少なくとも1つの孔(16a)を設けたことを特徴とする定着ローラ。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
発泡ローラの成型金型および成型方法
【課題】空間容積を持たせた駒を用いることによって、液受けカップのコスト、さらには液受けカップの処理装置のコスト等が削減され、および、ウェルドやボイド等の異常発泡の少ない高品質な発泡ローラ成型金型を提供する。
【解決手段】発泡ローラ成型金型の駒が従来成型で使用されていた液受けカップの役割機能を有している、すなわち駒が発泡弾性層を形成する材料を受けて溜めるための空間容積を有している、ローラ成型金型を提供する。
(もっと読む)
熱伝導性モノマーキャストナイロン成形体
【課題】充填剤が略均一に分布され、熱伝導性が向上されたモノマーキャストナイロン成形体を提供する。
【解決手段】窒化ホウ素粉体を含むモノマーキャストナイロン成形体であって、該成形体の少なくとも9箇所から成形体片を採取し、該成形体片各々を熱天秤で、室温から500℃まで10℃/分で昇温して求められる灰分の平均値が成形体の総質量に対して10〜34質量%であり、標準偏差が5質量%以下である成形体、但し、前記9箇所は、該成形体の略重心を原点とした空間座標X、Y、Z軸方向夫々の、成形体の両端部及び略中央部の計9箇所である。
(もっと読む)
41 - 60 / 160
[ Back to top ]