
Fターム[4F204AH26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | 車両用内装材、クッション(←座席) (396)
Fターム[4F204AH26]に分類される特許
141 - 160 / 396
部品成形方法
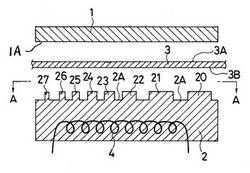
【課題】 本発明は、部品の硬さを局所的に変えるようにした部品成形方法を提供することを目的とする。
【解決手段】 不織布に熱硬化性の合成樹脂材を含浸させてなる成形不織布3を、上型1と下型2との協働によって部品30を成形する方法において、
内部にヒータ4が設けられた前記下型2の成形面2A上には、前記成形不織布3の裏面に当接する複数の凸部20〜27が設けられ、前記下型2の前記凸部20〜27と前記上型1の成形面1Aとで前記成形不織布3をプレス成形する。
(もっと読む)
ポリウレタンフォーム成形品及びその製造方法

【課題】振動吸収特性に優れたポリウレタンフォーム成形品及びその製造方法とを提供する。
【解決手段】上型1及び下型2のキャビティ面に、合成樹脂フィルム3,4、又は水溶性離型剤が設けられている。下型2内にウレタン原液を供給した後、上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させてポリウレタンフォーム成形品とする。この成形品は、表面の少なくとも一部が表面粗さ2〜20μmの平滑部となっており、該平滑部の通気度が内部の通気度よりも低い。この平滑部には、セル膜が残留している。これにより、自動車用シートパッドの表面の通気度が内部の通気度よりも小さくなり、自動車用シートパッドの内部と外部との間の空気の出入りが制限され、エアダンピング効果が強くなり、シートパッドとして好適な振動吸収特性を有したものとなる。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
積層板及びその製造方法
【課題】重量の増加を抑制しつつストラップ等の取付部品を取り付けることのできる積層板及びその製造方法を得る。
【解決手段】積層板10は、2枚の熱可塑性樹脂製の板部16,17の間に熱可塑性樹脂発泡成形体15が介在しているとともに、前記2枚の板部16,17の端部16a,17b同士が溶着されおり、前記2枚の熱可塑性樹脂製の板部16,17のうちの一方の板部16と、前記熱可塑性樹脂発泡成形体15との間に、金属板21が前記熱可塑性樹脂発泡成形体15の外面の一部を覆うように介在している。
(もっと読む)
シートパッド、その製造方法及び金型
【課題】全体として一体発泡により容易に製造することができる、前面がソフトなシートパッドと、その製造方法及びそのための金型を提供する。
【解決手段】シートパッド1の前面に多数の凹穴7が設けられ、これによりシートパッド1の前面が圧縮変形し易いものとなっている。これにより、乗員の下脚部がこの前面に当ったときの感触がソフトとなる。下型31のキャビティの底面に凹穴7を形成するための凸部33が設けられている。シートパッド素体1Aを製造し、このシートパッド素体1Aの前部を下方に折り曲げることにより製造される。
(もっと読む)
籾殻成形体の製造方法
【課題】少量の接着剤で充分な強度を有する籾殻成形体の製造方法を提供する。
【解決手段】籾殻と水とポリビニルアルコールとの混合物を加熱してなる塊状物を砕いて粉粒体となし、あるいは、湿潤された籾殻を攪拌しつつポリビニルアルコールの粉末とポリビニルアルコールより吸水率の低い素材からなる微粉末との混合物を投入、攪拌中に乾燥して粉粒体となし、表面にポリビニルアルコールが付着された籾殻の粒子を含む粉粒体となし、この粉粒体を型に充填して造形体となし、造形体に水または水蒸気を送り込んで籾殻の粒子の表面に付着させたポリビニルアルコールを水溶液化し、次いでゲル化し乾燥する籾殻成形体の製造方法。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】ヘッドレスト穴などの穴の縁部の変形が防止される発泡樹脂成形品と、その成形方法を提供する。
【解決手段】シートパッド1のヘッドレスト穴4の周囲に高強度樹脂が付着されて高強度とされている。高強度樹脂は、シートパッドにスプレー等によって付着されてもよく、発泡成形用金型のキャビティ面に付着しておいてもよい。
(もっと読む)
ウレタン発泡体の製造方法
【課題】性状の良好な樹脂発泡体を効率よく成形することができるウレタン発泡体の製造方法を提供する。
【解決手段】加熱炉20は、台車70の移動方向の上流側に第1の温風吹出ノズル21が配置され、下流側に第2の温風吹出ノズル22が配置されている。台車70は、ライン1からライン2を経て加熱炉30を通過し、この間、金型80が温風で加熱され、ウレタンの発泡及び硬化反応(キュア)が進行する。第1の温風吹出ノズル21から吹き出す温風の温度t1を第2の温風吹出ノズル22から吹き出す温風の吹出温度t2よりも高くしている。このため、ウレタンの樹脂化が早期に開始するようになり、脱型後の成形品表面のべとつきが低減する。また、樹脂化反応を十分に進行させることにより、クラッシュ処理によるウレタン成形品の塑性変形を防止ないし抑制することができる。
(もっと読む)
表皮付き発泡成形品の成形型およびこの成形型を使用した表皮付き発泡成形品の成形方法
【課題】表皮成形面にスプレーした表皮原料がスライド型部とスライド支持面との間へ進入するのを防止する。
【解決手段】スプレー成形により表皮が成形される表皮成形面42を有する第1成形型40は、成形された表皮付き発泡成形品の脱型を可能にするスライド型部50を有する。スライド型部50は、第1成形型40に設けたスライド支持面48に沿ってスライドするスライド型本体54と、スライド型本体54のスライド支持面48側に配設した弾性体としてのシール部62とを備える。シール部62の内部に空洞部70が形成され、この空洞部70に空気を供給すると該空洞部70が膨張し、スライド支持面48と表皮成形面42との境界Lを閉塞するようにシール部62がスライド支持面48に当接する。
(もっと読む)
シートパッド及びその製造方法
【課題】補強布一体形のシートパッドにおける屈曲変形音の発生を防止する。
【解決手段】樹脂発泡体からなるパッド本体2と、該パッド本体2の裏面に一体化された補強布3とを有するシートパッド1。該補強布3は、バインダーを含む第1層3aとバインダーを含まないか又は第1層よりもバインダー含有量が少ない第2層3bとを有しており、該第2層3bがパッド本体2側に配置されている。
(もっと読む)
残留発泡液除去装置
【課題】溶剤槽内で浮遊するカスを効率良く除去するようにした残留発泡液除去装置を提供する。
【解決手段】発泡液注入装置Aの注入ノズル10の先端10aに残留、付着した残留発泡液を除去するための残留発泡液除去装置1は、溶剤Sを収容した溶剤槽7と、前記残留発泡液を除去するために、前記溶剤Sに浸けられて前記溶剤槽7内で回転するブラシ8と、前記ブラシ8の回転により前記溶剤槽7内で発生する前記溶剤Sの波が乗り越える位置に配置されたカス取り手段と、を備えた構成である。
(もっと読む)
発泡樹脂ブロックの製造方法
【課題】ウレタンフォームブロック等の発泡樹脂ブロックの角部における形成不良による歩留まりの低下を抑制できる発泡樹脂ブロックの製造方法を提供する。
【解決手段】本発泡樹脂ブロックの製造方法は、発泡樹脂原料1を型2に流し込んで発泡させ、発泡樹脂を上方に成長させることにより発泡樹脂ブロックを形成するものであって、型2は、略矩形状の底壁21と、この底壁21の周囲を囲むようにして形成された側壁22と、を備えており、上方が開放された箱形の型であり、この型2には、側壁22の屈曲した角部22aを加温できる加温手段4が備えられており、この加温手段4により型2の側壁22における角部22aを加温しながら、発泡樹脂を成長させる工程を備える
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に殻状体5が設けられている。殻状体5は、V字形断面形状の不織布よりなり、延出部3側に開口5eが設けられている。この殻状体5内に張出部4を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
車両用シートパッド及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に袋状体5が設けられている。袋状体5は、フェルトよりなる。この袋状体5内に延出部3を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
発泡成形品及びその製造方法
【課題】被装材一体形のシートパッド等の発泡成形品における被装材への樹脂の過度な浸透を防止する。ウレタン量を増加させることなく、硬度特性に優れ、ボイド等の欠陥がなく、摺れ音も防止されるシートパッドを提供する。
【解決手段】樹脂発泡体からなるパッド本体2と、該パッド本体2の裏面に一体化された補強布3とを有するシートパッド1。該補強布3のパッド本体2側にフィルム4が設けられている。
(もっと読む)
車両用シートパッド及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドと、その成形方法を提供する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に埋設体5が設けられている。埋設体5は、張出部4の張出方向と交差方向すなわち車両の左右方向に間隔をあけて複数個設けられている。
(もっと読む)
シートパッド及びその成形方法
【課題】発泡ポリスチレン等の発泡体が裏面に配置されたシートパッドの成形を容易なものとする。
【解決手段】シートパッド1は、シートパッド本体2と、該シートパッド本体2の裏面に設けられた発泡成形体3と、発泡成形体3を覆うサポータ材5とからなる。空洞部4に臨むサイドサポート部の裏面に発泡成形体3が配置され、この発泡成形体3を貫通してヘッドレスト穴6が設けられている。発泡成形体3の貫通穴3aを中子のピンに係合させることにより、発泡成形体3を中子に保持させておき、シートパッド本体2の発泡成形を行うことにより製造される。
(もっと読む)
シートパッドの成形方法
【課題】取付部材の延出部が発泡体部から延出したシートパッドを効率よく成形することができるシートパッドの成形方法を提供する。
【解決手段】シートパッド10は、軟質ウレタンフォームよりなる発泡体部11と、該発泡体部11内に埋設された金属製線状体よりなる補強材12と、基端側が補強材12に連なり、先端側が発泡体部11から延出した延出部13aとなっている取付部材13と、この取付部材13の基端側に装着され、発泡体部11と一体となっている蓋体14とを備えている。蓋体14付きの補強材12を、延出部13aを凹部24に入り込ませるようにして金型20にセットし、ウレタンを発泡させて成形する。蓋体14は発泡体部11と共に脱型される。
(もっと読む)
シートパッド、その成形方法及び金型
【課題】発泡ポリスチレン等の発泡体が裏面に配置されたシートパッドにおいて、異音が発生せず、成形も容易なシートパッドと、その成形方法及び成形用金型を提供する。
【解決手段】シートパッド1は、シートパッド本体10と、該シートパッド本体10の裏面に設けられた発泡成形体20と、発泡成形体20を覆うサポータ材30とからなる。サイドサポート部4の裏面に発泡成形体20が配置され、この発泡成形体20の底面が不織布等よりなるサポータ材30によって覆われている。発泡成形体20をサポータ材30で覆っているので、発泡成形体20とシートフレーム等との摺動による異音の発生が防止される。
(もっと読む)
表皮材及びその積層体
【課題】外観を損なわずにソフト感を向上させることのできる表皮材及びその表皮材を用いた積層体を提供する。
【解決手段】表皮材は合成樹脂製であり、片面に凸部10を有し、該凸部10の体積が全体の12.5%〜90%を占める。また上記凸部を有する面40の垂直投影面に対し、該凸部10の垂直投影面の占める面積の割合が10%を超え100%未満である。積層体は、上記表皮材の凸部を有する面40に隣接して、密度100kg/m3〜250kg/m3の半硬質熱硬化性ウレタンフォームなどの発泡材を積層する。
(もっと読む)
141 - 160 / 396
[ Back to top ]