
Fターム[4F204AH26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | 車両用内装材、クッション(←座席) (396)
Fターム[4F204AH26]に分類される特許
121 - 140 / 396
積層成形品の成形方法並びに成形装置
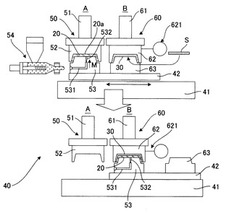
【課題】樹脂芯材表面に表皮を貼付した積層成形品の成形方法並びに成形装置において、表皮の後貼り加工方式により、表皮の表面風合、ソフト感を良好に維持できるとともに、設備の簡素化及び接着剤廃止により、コストダウンを図る。
【解決手段】第1ステージAに樹脂芯材20を成形する第1の成形金型50を配置するとともに、第2ステージBには表皮30を成形する第2の成形金型60を配置する。そして、第1の成形金型50における下型53と第2の成形金型60における上型62とを樹脂芯材20と表皮30との圧着金型に共用するとともに、第1の成形金型50における上型52の型温を下型53の型温に比べ高温に設定することで、樹脂芯材20の余熱を利用して表皮30と溶着一体化することが可能となり接着剤を廃止できる。
(もっと読む)
発泡構造体および発泡構造体の製造方法

【課題】発泡構造体の変形を抑制する。
【解決手段】発泡構造体10は、第1の発泡材11と第2の発泡材12とを備える。第2の発泡材12は、その一部12aが第1の発泡材11に充填されて第1の発泡材11の内部に位置しているとともに他の部分12bが第1の発泡材11の外部に位置している。第2の発泡材12のうち第1の発泡材11内に位置する部分12aと第1の発泡材11とからなる複合体13の剛性が、第2の発泡材12のうち第1の発泡材11外に位置する部分12bの剛性よりも高い。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
インモールドコート塗装方法およびインモールドコート塗装装置
【課題】良好な品質の皮膜を得ることができるインモールドコート塗装方法、およびインモールドコート塗装装置を提供する。
【解決手段】インモールドコート塗装方法は、成型前に、塗料を噴霧する塗装ガン110によって金型に塗料を塗布して皮膜510を形成するインモールドコート塗装方法であって、冷却した圧縮エアー134を塗装ガンに供給する。そして、冷却した圧縮エアーを、塗料を霧化して噴射させるための霧化エアー、および噴射させた塗料のパターンを調節するためのパターンエアーとして用いる。
(もっと読む)
自動車用内装部品の製造方法並びにその方法に使用する成形金型
【課題】トリム本体の裏面に機能部品を組み付けてなる自動車用内装部品の製造方法において、材料コスト、加工コストを低減するとともに、機能部品の取付強度を強化する。
【解決手段】ドアトリムは、ドアトリム本体の裏面に側突パッド、クリップ取付座17等の機能部品が溶着固定されており、ドアトリム本体を成形する成形金型は、相互に型開き、型締め可能な成形上下型40,50からなり、成形下型50には、クリップ取付座17等の機能部品を溶着固定するための超音波溶着機構60が内蔵されており、ドアトリム本体のプレス成形と同一工程でクリップ取付座17の溶着加工を行なうことにより、従来のホットメルトフィルムによる接着構造を廃止することができ、材料コストの低減と、クリップ取付座17に代表される機能部品の取付強度を強化する。
(もっと読む)
基材成形装置
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
ポリウレタン発泡体及びその成形方法
【課題】本発明の目的は、車両の軽量断熱材として用いることが可能なポリウレタン発泡体を提供することにあり、更に車両のボディー等の内面形状に沿って成形されたポリウレタン発泡体を提供することにある。
【解決手段】基材51に一体となって成形された硬質ポリウレタンの発泡体2の表面部2aはルーフ鋼板の内面形状に沿って形成されており、発泡体2の見掛け密度が5kg/m3以上10kg/m3以下の範囲にあるため、成形天井1は断熱性に優れ且つ剛性を有していながら、軽量化が図られている。
(もっと読む)
インサート内蔵の発泡成形品及びその成形方法
【課題】本発明の目的は、発泡成長するポリウレタン原料がインサートの一部で分流されても、その上部にエア溜りが形成されることを未然に防止し、外観の優れたインサート内蔵の発泡成形品を提供することにある。
【解決手段】インサート20の板状体からなる基部54に遅延部材10を装着し、そのインサート20を発泡成形型の下型にセットして発泡成形し、インサート内蔵の発泡成形品を得た。
(もっと読む)
樹脂成形品のコーティング方法及びコーティング装置並びに樹脂成形品
【課題】基材プレートの表面に透明樹脂のコーティング層を形成する際に、コート層を均一厚さに形成することが可能であると同時に表面を平滑に形成することが可能なコーティング方法の提供。
【解決手段】基材表面に接着、塗布、印刷などで表装面12xを形成して基材プレートを作成し、この基材プレートを成形型内30、31に収納して注入口から液状のコーティング剤を注入する。その後、成形型30、31に外部から光を照射してコーティング層を硬化させる。このとき、上記成形型30、31は、その内壁面と上記基材プレートの表装面12xとの間に略々均一厚さの成膜ギャップ20Gを形成すると共に、上記成膜ギャップ20Gに外部から光を照射するように少なくともその一部は透光性材料で構成する。また上記コーティング剤は一液性の硬化性組成物であると共に、紫外線及び/又は電磁放射線を照射することによって硬化する組成物で構成する。
(もっと読む)
発泡成形型及びそれを用いた異硬度パッドの成形方法
【課題】本発明の目的は、自動車用シートの異硬度パッドにおけるサイドサポート部外側の異硬度部分を成形するために、下型の一部が区画された領域にポリウレタン原料を注入する際、その領域内のみに原料を注入することが可能な発泡成形型を提供することにある。
【解決手段】サイドサポート部の外側の部分を形成するための第2領域12bのキャビティ面の一部に第1切欠き部4を設け、前記キャビティ面の外側に第1切欠き部4に連通した注入用凹部16を設けた。また、第1切欠き部4における底面部17の高さを隔壁部14の高さよりも低くした。一方、上型には、下型2と閉合するパーティング面の一部が突出した第1突出部を形成し、下型2に対して上型を型閉めした際、前記第1突出部により第1切欠き部4が閉合されるようにした。
(もっと読む)
発泡成形部材の製造方法および製造装置
【課題】硬さが全体的に均一な発泡体を成形し得ると共に、アンダーカット形状となる発泡体を成形可能とする。
【解決手段】ベース成形型10と、発泡体成形型30と、ベース成形型10および発泡体成形型30の間の空間において該発泡体成形型30の開閉方向と交差する側部に臨む第1スライドコア型部40および第2スライドコア型部50とでキャビティを画成する。キャビティ内に発泡原料を注入した後、発泡原料の外側にスキン層Sが形成されたら、発泡体成形型30を開放すると共に、各スライドコア型部40,50をベース成形型10から離間する方向へ移動する。これにより発泡体Fは、発泡体成形型30側および各スライドコア型部40,50側が開放した状態で成形される。
(もっと読む)
車両用内装材のリサイクル方法
【課題】 強度が高い品物を成形することができる車両用内装材のリサイクル方法を提供する。
【解決手段】高強度繊維からなる第1及び第2網状体2,6の三辺を縫い合わせることによって残りの一辺が開口した袋体11を構成する。袋体11には、車両用内装材を粉砕してなる小片4aと繊維状ホットメルト接着剤4bとを混合してなる成形材料を詰め込む。その後、袋体11の開口部を閉じる。袋体11並びにその内部に詰め込まれた小片4a及びホットメルト接着剤4bは、加熱しながら加圧することによって平板とする。この平板と表皮とを成形型によって加圧成形し、車両用内装材を得る。
(もっと読む)
クッション構造体およびその製造方法および繊維製品
【課題】表皮材と該表皮材の内部に充填された充填材とを含むクッション構造体であって、大きな意匠柄を形成することができ、かつ工程性に優れたクッション構造体およびその製造方法を提供する。
【解決手段】無縫製の表皮材にウレタンなどの充填材を充填することによりクッション構造体を得て、自動車用ヘッドレスト、カーシート、インテリア製品などの繊維製品として使用する。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
異硬度パッドの成形方法及びその成形に用いる発泡成形型
【課題】気性ブロックを用いて異硬度パッドを成形する方法であって、設備費用及び資材費用等が嵩むことなく、通気性ブロックの周囲にガス溜りが形成されない異硬度パッドの成形方法、及び、その成形方法に用いられる発泡成形型を提供する。
【解決手段】ブロック55、補強材53及び連接材13を、発泡成形型の中型60のキャビティ面61に配置した。そして、ブロック55内と補強材53とを、連接材13を介してガスの移動が許容される状態に連結した。一方、ブロック55の側面55aに対向する側面55bにシールド板11が当接するようにした。そのシールド板11により側面55bからガスが放出されないようにした。
(もっと読む)
表皮付発泡成形品及びその製造方法
【課題】取付状態で外部に露出した状態となる意匠面の一部に形成される屈曲した断面形状の角状のコーナ部の形状を目的としシャープな形状とすることのできる表皮付発泡成形品を提供する。
【解決手段】発泡樹脂の原液を発泡成形して成る発泡基体12に対して、表皮18と軟質の発泡材から成るスラブフォーム層20とフィルム22とを一体に積層した表皮層16を接合状態に一体に成形して成る表皮付発泡成形品10において、取付状態で外部に露出した状態となる意匠面の一部の角状のコーナ部K1,K2でフィルム22を部分的に除去して、その除去部を通じてスラブフォーム層20に発泡樹脂の原液を含浸させ固化させておく。
(もっと読む)
非浸透性表皮材、成形シート材料、および該成形シート材料の製造方法
【課題】本発明の課題は、自動車の内装材等に用いられる成形シート材料の外観を良好に維持することにある。
【解決手段】繊維シートからなる表皮に通気抵抗が0.06〜3.0kPa・s/mの紙材料を裏打ちした非浸透性表皮材を多孔質基材に積層し所定形状に成形する。成形時に該多孔質基材から滲出する含浸物や混合物は該紙材料によって堰止められて表皮材表面に達しない。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
クッション要素およびそれを生産するための方法および金型
本発明は、クッション要素、詳細には車両座席用のクッション要素(4)の生産方法であって、三次元分離ゾーンを形成するのに適したコンポーネント(18)が金型(9)内に挿入され、その後少なくとも1つの第1の発泡性物質が金型(9)の第1の空間内に導入され、前記物質を発泡させた時点で、コンポーネント(18)が第1の発泡クッション領域(5)と金型(9)内のさらなる空間の間に三次元分離要素(8)を形成する方法に関する。本発明によると三次元分離要素(8)を形成させるための形成ステップ中に、コンポーネント(18)は金型(9)内でカウンタサポート(13)に対し押圧される。適切な金型(9)には、少なくとも1つの上部金型(11)、下部金型(10)および三次元形状をとるコンポーネント(18)と接触するためのカウンタサポート(13)が含まれる。三次元成形可能な原型を金型(9)内に導入しその後、三次元分離要素(8)を提供するようにそれを形成させることによって、異なる特性、詳細には異なる硬度を有する複雑な形成領域を、発泡クッション要素(4)内に経済的に生成することができる。 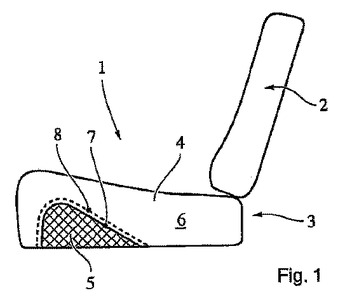 (もっと読む)
(もっと読む)
121 - 140 / 396
[ Back to top ]