
Fターム[4F204AH26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | 車両用内装材、クッション(←座席) (396)
Fターム[4F204AH26]に分類される特許
41 - 60 / 396
シート状車両用副資材、車両用部材及びその製造方法
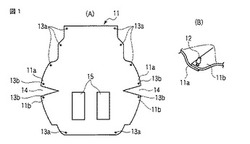
【課題】低コスト及び複雑な金型形状に追従することのできるシート状車両用副資材、この車両用副資材を用いた車両用部材、及びその製造方法を提供することを課題とする。
【解決手段】内側周縁部にセットピンを立設した上金型と、下金型を用いて車両用部材を製造するときに使用されるシート状車両用副資材であり、縁部に切り込み14を有するとともに、この切り込み14を挟んで向い合う切り込み辺11a,11bに、該切り込み辺同士を前記セットピンに重ね留めするための孔13bを夫々有することを特徴とするシート状車両用副資材11。
(もっと読む)
軟質ポリウレタンフォームの製造方法
【課題】高い機械物性を有し、振動特性に優れた軟質ポリウレタンフォームの製造方法を提供する。
【解決手段】ポリオール成分(A)と有機ポリイソシアネート成分(B)とを、触媒(C)、発泡剤(D)及び整泡剤(E)の存在下に反応させて軟質ポリウレタンフォームを製造する方法であって、ポリオール成分(A)が特定構造式で示される強度向上剤(A1)、及び数平均官能基数が3〜4であり、水酸基価が5〜50mgKOH/gであり、末端オキシエチレン単位の含有量が10〜30重量%であるポリオキシエチレンポリオキシプロピレンポリオール(A2)を含有する軟質ポリウレタンフォームの製造方法。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置

【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
ポリウレタンフォーム成形品の製造方法
【課題】物性ないし特性が異なる2部分以上のポリウレタンフォーム成形部が一体成形されてなるポリウレタンフォーム成形品の製造方法において、該成形部同士の境界部をより精度良く設計位置に配置することが可能なポリウレタンフォーム成形品の製造方法を提供する。
【解決手段】成形時にいずれのポリウレタンフォーム成形部13,14においても所定の成形圧となるように各ウレタン原液U1,U2の注入量を求め、この注入量を各ウレタン原液の注入量の基準値G1,G2とし、各ウレタン原液U1,U2の注入の時間差に基づき、後から注入されるウレタン原液U2の注入量を該基準値G2よりも多くするか、先に注入されるウレタン原液U1の注入量を該基準値G1よりも少なくする。
(もっと読む)
衝撃吸収材
【課題】飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材を提供することを課題とする。
【解決手段】パルプモールド付き衝撃吸収材30は、硬質ポリウレタン製の衝撃吸収材32の表面をパルプモールド34で被覆した構造とされている。単純な形状の衝撃吸収材32のみならず、複雑な表面形状をした衝撃吸収材32の場合でも、予めモールド成型されたパルプモールド34で図1(C)のように表面を被覆し、拘束することで飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材とする。パルプモールド34で衝撃吸収材32を被覆し、飛散防止処理を行う構成とすることで、変位量増加に伴う加重の落ち込みを防止する一方で、変位量の後半ではパルプモールド34自体が砕けることで、それ以上の加重を発生しないので、樹脂フィルムを用いた際に生じる、変位の後半で荷重が過度に上昇しやすい問題を防ぐことができる。
(もっと読む)
軟質ポリウレタンフォームの製造方法
【課題】低密度で、高硬度かつ耐久性が良好な軟質ポリウレタンフォームの製造方法を提供することにある。
【解決手段】活性水素成分(A)と有機ポリイソシアネート成分(B)とを、発泡剤(C)、触媒(D)及び整泡剤(E)の存在下に反応させて軟質ポリウレタンフォームを製造する方法において、(A)中に下記ポリオール(a1)を含有し、反応時間の50%以上を10〜40℃の金型中で反応させる軟質ポリウレタンフォームの製造方法。
ポリオール(a1):活性水素含有化合物(H)のアルキレンオキサイド付加物であって、末端に位置する水酸基の40%以上が1級水酸基含有基であり、水酸基価が10〜115mgKOH/gであり、かつ下記一般式(I)で表されるポリオキシアルキレンポリオール。
【化1】 (もっと読む)
(もっと読む)
シートクッションパッド及びその製造方法
【課題】シートの座り心地や乗り心地を良化し、大腿部の圧迫を軽減する。
【解決手段】着座部12におけるパッド表面の前縁側に幅方向に延びるスリット28を設け、該スリット28をパッド表面からパッド裏面側に向かって後方に傾斜した姿勢に形成するとともに、該スリット28を境としてその前側の前縁部30を後側の着座部本体32よりも低硬度の発泡体で形成する。成形型50としては、下型52の着座部成形領域64を、キャビティ底面76に突設した仕切り板78により、前縁部30を成形する前縁部成形領域80と、着座部本体32を成形する本体部成形領域82とに区画し、該仕切り板78をキャビティ底面76から上方に向かって後方に傾斜した姿勢に設ける。
(もっと読む)
孔開きヘッドレストとその製造方法
【課題】孔開きヘッドレストにおいて、フレームの挿入が容易で、ヘッドレストの外観品質に優れ、成形性を向上させる。
【解決手段】孔開きヘッドレストは、略逆U字状本体1とこの本体1の内側に固定した中央部2とからなる。本体1は中央部2を固定する内面を開放状に縫製した袋状の表皮材11と、この表皮材11内に挿入するステー31と一体のフレーム30と、このフレーム30及び表皮材11内に一体発泡成形したパッドからなり、フレーム30がパッド成形前に、表皮材11内に挿入し易いよう形成される。中央部2は軟質合成樹脂発泡品で、中央部2を発泡成形するので、通孔H、Hが複雑な形状でも容易に成形できる。中央部2の凹溝内にパッド成形時にパッド成形用発泡液が入り込むように形成すると、本体1と中央部2との結合性が向上する。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
裏面材、及びシートクッションの製造方法
【課題】シートクッション用成形型の型内面にセットした際に、型内面から浮き難い裏面材を提供する。
【解決手段】裏面材100は、シートクッションの背もたれ部の裏面に一体化される背部布110と、シートクッションのヘッドレスト部の凹部の内面に一体化され、下方に開口するとともに頂辺が円弧状に形成される袋状の頭部布120とを備える。頭部布120の先端部分は、凹部の前方側の内面形状に合わせて形成される頭前面部121と、凹部の後方側の内面形状に合わせて形成される頭後面部122とからなり、頭後面部122は、3つに分割された状態で頭前面部121の円弧状の頂辺から3方向に延出された第1頭部分割片122a〜cを、頂辺に沿って折り返すとともに互いを縫い合わせて形成されている。
(もっと読む)
両面意匠性を持った積層板
【課題】両面意匠性を持った積層板を提供する。
【解決手段】熱可塑性樹脂製の板材からなる表基材21と、この表基材21と端部21a、22a同士が溶着される熱可塑性樹脂製の板材からなる裏基材22と、これらの表基材21と裏基材22との間に介在される熱可塑性発泡体からなる嵩上げ架橋材24と、この嵩上げ架橋材24とともに前記表基材21と裏基材22との間に設けられて剛性を高める補強部材25とからなる。
(もっと読む)
車両用クッション体の製造方法
【課題】成型後脱型する際に、背あて部背面などに破れが生じるのを回避する車両用クッション体の製造方法を提供する。
【解決手段】上金型12と該上金型に取り付けられた中子13と下金型11からなる成型用金型を用いてヘッドレスト部と背あて部が一体となった車両用クッション体を製造する方法において、少なくとも前記ヘッドレスト部内側に相当する前記中子13表面を袋状フィルム14で覆い、さらにウレタン発泡原液を金型内に供給した後、上金型12を閉じ発泡成型させる。
(もっと読む)
シートクッション用成形型、及びその成形型を用いたシートクッションの製造方法
【課題】裏面材の外側に発泡材料が漏れ出すことを抑制できるシートクッション用成形型を提供する。
【解決手段】裏面材10が一体化されたシートクッションを製造するためのシートクッション用成形型のキャビティを形成する型内面には、裏面材10を型内面に取り付けるための複数の取付部3が設けられている。取付部3は型内面から突出するセットピン4と、セットピン4の基端部4aを囲む環状の磁気吸着領域を型内面に形成する磁性部5、6とを備える。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
発泡成形品補強材用不織布及び発泡成形品
【課題】家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供する。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
(もっと読む)
表皮一体発泡用表皮材及び表皮一体発泡成形品
【課題】本発明は、薄型化を可能にして、表皮の材質選択の制限が少ない表皮一体発泡用表皮材を提供する。
【解決手段】本発明に係る表皮一体発泡用表皮材Sは、液状樹脂不透過性ポリウレタンフォームからなるシート状ポリウレタンフォーム6と表皮7とを積層一体化させてなる積層体であり、厚さは1mm〜5mmである。このポリウレタンフォーム6は、ポリオール成分、イソシアネート化合物、触媒を少なくとも用いて得られ、フォーム体としての最終厚みが0.5mm〜3mmになるように薄いシート状に形成された物であり、両面に自己形成による薄いスキン層6aを備えている。
(もっと読む)
孔開きヘッドレストの製造方法
【課題】 本発明は貫通孔の形状如何に関係なく孔開きヘッドレストを製造できるようにする。
【手段】 乗員の頭部が当接する前側表皮材21と、この前側表皮材21と別体で前側表皮材側を開放状に形成した軟質合成樹脂製スキンよりなる後側表皮材11とを有し、該後側表皮材11内にステーと一体のフレーム30を挿入配置した後、後側表皮材11と前記前側表皮材21とをパッド成形用の成形型Uにセットした後、後側表皮材11、前側表皮材内21内にパッド成形用発泡液を注入して、パッド10をフレーム、後側表皮材、前側表皮材と一体成形する。
(もっと読む)
41 - 60 / 396
[ Back to top ]