
Fターム[4F204AH36]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 電気電子装置(←電子部品) (806) | プリント配線基板(←銅張積層板) (98)
Fターム[4F204AH36]に分類される特許
1 - 20 / 98
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
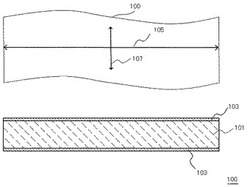
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
(もっと読む)
離型剤、該離型剤を用いたクッション材および熱プレス成形方法

【課題】熱盤と被成形物との間に金属シートの表面材を配したクッション材と必要に応じて当て板とを介装して行われる熱プレス成形(特に高温真空加圧成形)を行っても、金属シートと当接する熱盤や当て板とが焼き付くことを防止するとともに、不燃性で、ガス発生がなく、耐熱耐久性が良好で、熱プレス成形装置や被成形物を汚染することがなく、金属への均一付着性および被膜形成が良好で、安全かつ取り扱いが容易で安価な離型剤を提供する。
【解決手段】離型剤は、主材としてスメクタイト族膨潤性層状粘土鉱物と、補助材として水酸化セリウム、酸化セリウム、ゼオライト、および、シュベルトマナイトから選択される無機物系金属吸着剤とを固形分として含んだ水溶液であり、前記固形分は、実質的にグラファイトを含まず、実質的に無機物のみからなる。
(もっと読む)
金属ベース片面銅張板の製造方法
【課題】
金属ベース片面銅張板の多段プレスにおける作業性・生産性を大幅に改善すると共に、成形後の製品反りを抑制する製造方法を提供する。
【解決手段】
銅箔の片面に樹脂層を備えた樹脂付銅箔と金属板とを重ね合わせ熱盤間で加熱加圧成形する金属ベース片面銅張板の製造方法において、前記樹脂付銅箔の樹脂層を有する面を金属板に対向させてなる積層物を、前記樹脂付銅箔と前記金属板とが交互となるように複数組配置して加熱加圧成形する。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
基板処理方法、プログラム、コンピュータ記憶媒体、基板処理装置及びインプリントシステム
【課題】基板上に塗布膜を効率よく形成し、基板処理のスループットを向上させる。
【解決手段】ウェハ処理装置において、ウェハWの表面W1に紫外線を照射し、当該表面W1を洗浄する(図18(a))。その後、ウェハWの表面W1全面に密着剤Bを塗布し(図18(b))、当該密着剤Bを焼成した後(図18(c))、密着剤Bをリンスして、ウェハW上に密着膜BFを成膜する(図18(d))。その後、ウェハWの密着膜BF上に光重合開始剤を有するレジスト液Rを塗布する(図18(e))。その後、ウェハW上のレジスト液Rに所定の光量の紫外線を照射し、当該レジスト液Rを、ウェハW上で拡散せず、且つ凝集しないような流動性を有する半硬化状態にする。そして、ウェハW上に半硬化状態のレジスト膜RFを成膜する(図18(f))。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
樹脂含浸シート及び金属箔付き樹脂含浸シート積層体の製造方法
【課題】樹脂含浸シート間の密着性に優れる金属箔付き樹脂含浸シート積層体を与える樹脂含浸シートを提供する。
【解決手段】熱可塑性樹脂が繊維シートに含浸されてなり、225℃で30分熱処理したときの減量割合が6.8〜10質量%である樹脂含浸シートとする。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。樹脂含浸シートは、熱可塑性樹脂と溶媒とを含む液状組成物を、繊維シートに含浸した後、溶媒を除去することにより得ることが好ましい。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
積層装置
【課題】
フィルム状樹脂を基材の凹凸に完全に追従させ、その膜厚をより厳密なレベルで均一にする積層装置を提供する。
【解決手段】
仮積層体(PL1)31を収容可能な密閉空間形成手段と、上記密閉空間形成手段によって形成された密閉空間Zにおいて、非接触状態で仮積層体(PL1)31を加圧し、仮積層体(PL1)31から本積層体を形成する加圧積層手段(P1)と有する積層機構(E1)を備えるようにした。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
多層銅張積層板の製造方法
【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
クッション材用表層材および熱プレス用クッション材
【課題】凹凸追従性が優れており、ひびやシワ、クラックの発生を低減させたクッション材用表層材を提供する。
【解決手段】クッション材用表層材11aは、表層材11aの一方面側に配置され、表層材11aの一方面を覆う樹脂層12と、表層材11aの他方面側に配置され、表層材11aの他方面を覆うゴム層13と、樹脂層12およびゴム層13の間に配置され、経糸および緯糸のうちの少なくともいずれか一方に嵩高糸を用いた織布層14とを備える。織布層14は、樹脂層12側に設けられ、織布の一部に樹脂層12を構成する樹脂を含浸させて形成される織布−樹脂複合層17と、ゴム層13側に設けられ、織布の一部にゴム層13を構成するゴムを含浸させて形成される織布−ゴム複合層18とを含む。織布層14の内部には、空隙20が設けられている。
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
金属箔積層体の製造方法
【課題】金属箔積層体を製造する際に、その外観を良好にし、平面度を向上させる製造方法を提供する。
【解決手段】樹脂含浸基材2を一対の第1金属箔3、一対の第1スペーサー5、一対の第2スペーサー18および一対の第1クッション材20で順に挟み込んだ第1積層体8を、一対の金属板6および一対の第2クッション材7で順に挟み込んだ層構成を有する第2積層体9を作製する。この第2積層体9をその積層方向に一対の熱盤で加熱加圧する。第1金属箔3と金属板6との間に第1スペーサー5、第2スペーサー18および第1クッション材20が介在しているため、第1金属箔3に凹凸が生じたり、加圧バランスが崩れたりする事態は生じない。熱盤と金属板6との間に第2クッション材7が介在しているため、過昇温が起こらない。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
回路基板組成物及びその製造方法
【課題】優れた耐高温の物理的性質を有し、0.5時間圧力釜テストした後、288℃のはんだ炉の中でその安定性が600秒以上である回路基板組成を提供すること。普通の1 oz銅箔を使っても、10 lbf/inch以上のピール強度を実現することができる回路基板を提供すること。現在一般的に使われている銅箔基板より、吸湿率がより低い回路基板を提供すること。低い臭素含量でも、UL94 V-0難燃標準に達する難燃組成回路基板を提供すること。
【解決手段】回路基板樹脂組成物が、(A)ハロゲンエポキシ樹脂と触媒第四アンモニウム塩とを混合し、イソシアネートと反応して得た、改質オキサゾリドンを含むハロゲンエポキシ樹脂と、(B)二つまたは二つ以上のエポキシ基を含むエポキシ樹脂と、(C)硬化剤と、(D)硬化促進剤とからなること。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
1 - 20 / 98
[ Back to top ]