
Fターム[4F204AP06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 検出量又は監視量 (485) | 位置(←角度、開度) (75)
Fターム[4F204AP06]に分類される特許
1 - 20 / 75
光学素子の製造装置および製造方法、並びに制御プログラム
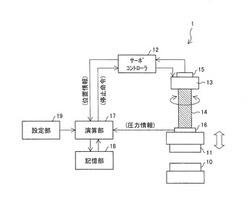
【課題】光学素子の製造において、製造時間の短縮と、光学機能面の面精度の向上とを両立する。
【解決手段】成形型10,11の間に樹脂を挟んで光学素子を製造するにあたって、上記樹脂に成形型11を接触させた状態で、上記樹脂の温度がゲル化点に到達するまで硬化させる。その間、ロードセル16によって成形型11に作用する圧力を監視し、この圧力が負圧となったことが検出された時点で、上記成形型へ作用する圧力を所定の正圧まで増加させ、その後、上記正圧を維持するように成形型11の位置を制御しながら上記樹脂を硬化させる。
(もっと読む)
位置検出装置、インプリント装置及び位置検出方法

【課題】 位置合わせに用いるマークからの光量を多くして検出しやすくする位置検出装置、及び、それを用いたインプリント装置を提供する。
【解決手段】 本発明の位置検出装置は、第一方向と、第一方向と異なる第二方向にそれぞれ周期をもつ第一回折格子と、第1回折格子の第二方向の周期と異なる周期を第二方向にもつ第二回折格子と、を斜入射照明する照明光学系と、第一回折格子と第二回折格子とからの回折光を検出する検出光学系と、を備え、検出した回折光に基づいて第一回折格子と第二回折格子との第二方向に関する相対的な位置を検出する位置検出装置であって、照明光学系はその瞳面において、第一方向に、複数の極を有する光を照明することを特徴とする。
(もっと読む)
硬化物の製造方法、硬化物の製造装置およびプログラム
【課題】気泡混入のない硬化物を好適に製造し得る硬化物の製造技術を提供する。
【解決手段】硬化性材料30を下型20に塗布する。硬化性材料30が上型10に接触するように、上型10および下型20を近接させる。上型10および下型20を上下に分離する。硬化性材料30を下型20に塗布する。上型10および下型20を近接させる。硬化性材料30を硬化させることにより硬化物を製造する。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
成形品成形装置および成形品成形方法
【課題】第1の型と第2の型とを用いて成形品を成形する成形品成形装置において、従来よりも短いタクトタイムで精度の高い成形品を得る。
【解決手段】下型M1と上型M2とを用いて成形品W1を成形する成形品成形装置1において、下型型設置体9と下型設置体9に対して相対的に移動位置決め自在である上型設置体11とを備えた成形品成形部3と、成形品W1における、第1パターンW3と第2パターンW4との間の位置ずれ量を測定する位置ずれ量測定部5と、成形品成形部3で成形品W1を成形しているときに、成形品W1の測定を位置ずれ量測定部5で行い、この測定結果に応じて上型設置体11の相対的な位置を補正し成形品成形部3で次の成形品W3の成形をする。
(もっと読む)
プラスチックレンズ成形型用位置検出装置
【課題】モールド組立体のテープに形成される注入口の目標位置を速くかつ高い精度で特定する。
【解決手段】モールド組立体2と対向する検出部21と、検出部21とモールド組立体2との少なくともいずれか一方を他方に対してモールド組立体2の軸線方向に移動させる移動装置とを備える。検出部21の検出結果に基づいてテープ5の注入口6の目標位置を特定する位置特定部23を備える。モールド部材とテープ5は、光を透過可能な材料によって形成される。検出部21は、光路26がモールド組立体2を軸線方向とは直交する方向に横切る発光素子24と受光素子25とを有する。位置特定部23は、光路26がモールド部材を横切るときの光の透過率と光路26がテープ5を横切るときの光の透過率とを用いてモールド部材の端縁を検出し、この端縁の位置に基づいて目標位置を特定するものである。
(もっと読む)
コンタクトレンズの製造方法と、それに用いる製造装置
【課題】型の浪費を無くして、安価にコンタクトレンズw0を製造する。
【解決手段】上側に雄型1a,101a,201aを、そして下側に雌型1b,101b,201bを位置させて、雌型に重合性材料w1を供給し、次に雄型と雌型とを上下へ相対変位させて成形キャビティCTを形成させる。成形キャビティCT内にて、前記重合性材料w1を、雌型と雄型とで上下から挟みつけた状態のまま重合させて、コンタクトレンズw0の成形を行う
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
集合式光学基材、その製造方法、および、それを用いたレンズモジュール
【課題】第一ユニット予定部位を基準に第二ユニットを第一ユニットに連接して成形することによって第二ユニットの光学中心が第一ユニットの基準を参考にすることを可能にする集合式光学基材およびその製造法を提供する。
【解決手段】ステップaは、中心孔と、中心線L1を定義する定芯部とを有する第一ユニット10を用意する。ステップbは、充填空間を有し型穴中心線を構成する型ユニットを用意する。第一ユニット10予定部位は充填空間に連接する。ステップcは、第一ユニット10の定芯部の位置決めを行い、および、型穴中心線と第一ユニット10の中心線とを比較する。ステップdは、型ユニットの充填空間に透明な可塑性材料を注入して固化させることによって第一ユニット10に連接する第二ユニット20を成形すると光学基材1が完成する。ステップeは、型ユニットを開き、光学基材1を取り出す。
(もっと読む)
光学素子成形用プリフォーム及び光学素子成形方法
【課題】簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供する。
【解決手段】光学素子成形用プリフォームは、光学面を有する素子本体を形成する素子本体形成部12と、素子本体形成部12の外周部に配置され、成形後に光学面を支持するフランジ形成部14とを備え、上型、下型および胴型を備える成形機によって加熱圧縮されて変形したときに、フランジ形成部の外周部が、胴型の内周面に当接する複数の当接部と、当接しない複数の非当接部とを形成する。
(もっと読む)
車両用シートのクッション材及びその製造方法
【課題】クッション材の各種性能を極力維持しつつ、ポリウレタンフォームの使用量を低減することにある。
【解決手段】クッション材4Pが、ポリウレタンフォームからなる着座部10と、弾性を有する繊維積層体12pからなる支持部12とを有するとともに、支持部12の弾性を維持しつつ、着座部10と支持部12を直接的に結合する構成である。
(もっと読む)
複合材部品製造方法、複合材部品製造装置及び検査装置
【課題】本発明の目的は、適切に貼り付けられた繊維強化プラスチックテープの貼り付け状態を誤って不適切と判定することを防止することである。
【解決手段】複合材部品製造方法は、繊維強化プラスチックテープを積層する過程を有する。複合材部品製造方法は、繊維強化プラスチックテープの積層中に、繊維強化プラスチックテープ70の貼り始め部位V1から貼り終り部位Vnまでの複数部位V1〜Vnにおいてテープ70の貼り付け状態を判定することを具備する。複数部位V1〜Vnの第1部位においてテープ70が他の繊維強化プラスチックテープと重なっていると判定され、且つ、複数部位V1〜Vnの第2部位においてテープ70と他の繊維強化プラスチックテープとの間に隙間があると判定された場合に積層が停止される。複数部位V1〜Vnの全てにおいてテープ70が他の繊維強化プラスチックテープと重なっていると判定された場合に積層が継続される。
(もっと読む)
検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置
【課題】本発明の目的は、繊維強化プラスチックテープ間の隙間量が精度よく測定される検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置を提供することである。
【解決手段】検査方法は、積層ヘッド23が移動しながら繊維強化プラスチックテープ70を貼り付ける貼り付け中に積層ヘッド23に取り付けられた撮影ユニット31が画像を撮影すること、繊維強化プラスチックテープ70の貼り付け中における積層ヘッド23の移動変位の撮影ユニット31の光軸方向の移動変位第1成分と、移動変位の光軸方向に垂直な面内の移動変位第2成分と、画像とに基づいて、繊維強化プラスチックテープ70と他の繊維強化プラスチックテープの間の隙間量を算出すること、を具備する。
(もっと読む)
プラスチック製光学レンズの成形方法
【課題】多くの型枠を必要とせず、複雑なレンズ特性のレンズであっても対応可能なプラスチックレンズの成形方法を提供すること。
【解決手段】第1及び第2のレンズ型枠2,3とガスケット4からなる母型1のガスケット4の第1のレンズ型枠2の下方位置に複数のアクチュエータ17を配設し、駆動軸18を所定の進出位置となるように制御する。これによって第1のレンズ型枠2を所望のレンズ面形状に変形させる。そして、駆動軸18を進出位置で保持させた状態で注入口7からレンズ成形用のモノマーを注入し、熱硬化させてレンズを得るようする。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】基板部とレンズ部とが一体のウェハレベルレンズアレイを成形する際に、成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを一体に成形するウェハレベルレンズアレイの製造方法であって、基板部の一方の面に複数のレンズ部が一体に設けられたレンズアレイ成形体を2つ、それぞれ別々に成形し、 各レンズアレイ成形体の基板部を、レンズ部が設けられた面とは反対面側で接合して一体とする。
(もっと読む)
加圧装置、加圧方法およびデバイス
【課題】被加圧物の相互間の離間距離をより正確に制御することが可能な加圧技術を提供する。
【解決手段】加圧装置1は、ステージ12、ヘッド22、測距センサ33、およびピエゾアクチュエータ31等を備える。ステージ12およびヘッド22は、Z方向に離間して対向するとともにZ方向に相対移動可能である。ステージ12の加圧面とヘッド22の加圧面との間には両被加圧物91,92が介装される。両被加圧物91,92はその相互間に流動可能物質層(熱硬化性樹脂等)を挟んで配置される。測距センサ33等によって、両被加圧物91,92のZ方向における相互間距離が、XY平面に平行な平面内での複数の位置(例えば3つの位置)において測定される。そして、それらの測定結果に基づいて、当該複数の位置における相互間距離がそれぞれ目標値に近づくように、ステージ12の加圧面とヘッド22の加圧面とが相対的に移動される。
(もっと読む)
箱型成形品
【課題】特殊な材料の使用や複雑な型構造といった制約がなく、側面の倒れ変形が発生しても、側面の上端部が所望の形状となるように、側面の高さ方向に反りを生じさせる構造を有する、または、側面の倒れ変形を抑制することのできる箱型成形品を提供する。
【解決手段】底面2と側面3とを有し、加熱成形して作られる箱型成形品において、側面3の高さをL[mm]、加熱成形時の温度から室温に冷却されたときの底面2と側面3のなす角の角度変化分をΔθ[rad]としたときに、冷却後の側面の高さ方向の曲率κ[1/mm]が0<κ<4Δθ/Lの範囲にあることを特徴とする箱型成形品。
(もっと読む)
光学素子の製造方法
【課題】型のサイズを大きくすることなく成形品の面間偏心の発生を防止する。
【解決手段】下型42及び上型45が嵌挿されるスリーブ49内に支持されるように、下型42及び上型45の間に保持部材48を配置し、保持部材48に支持されるように、熱可塑性素材50を配置する配置工程(S1)と、配置工程後、下型42を上方移動させて、熱可塑性素材50を持ち上げる工程(S2)と、持ち上げられた熱可塑性素材50を、上型45に当接させて成形を開始する工程(S3)と、下型42のさらなる上方移動により保持部材48を持ち上げて、下型42の成形面の球心Pまたは面頂と保持部材48の回転中心とが一致するように熱可塑性素材50の成形を完了する成形完了工程(S4)とを有する。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】成形型の形状に影響されることなく、成形型内における成形素材の位置ずれを防止して、高精度の成形品を製造する。
【解決手段】スリーブ16の中で対向する下型14と上型15の間に成形素材90を配置して加熱および加圧して光学素子に成形する成形装置M1において、下型成形面14aの成形素材90の配置位置に、成形温度で分解して消失する熱分解材料Aを塗布する供給ノズル19を設け、熱分解材料Aを介して成形素材90が下型成形面14aの中心に安定して接着固定された状態で、所望の成形温度で成形を行う。下型14に対する成形素材90の位置ずれに起因する製品不良の発生を確実に防止できるとともに、熱分解材料Aは成形温度で分解して消失するため、光学素子の外観品質が低下することもない。
(もっと読む)
1 - 20 / 75
[ Back to top ]