
Fターム[4F204AP11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 検出量又は監視量 (485) | 寸法(←長さ、大きさ、厚み等) (65)
Fターム[4F204AP11]に分類される特許
1 - 20 / 65
樹脂フィルムと基板とのアライメント方法
【課題】樹脂フィルムに形状変化が生じた場合であっても、樹脂フィルムの凹凸パターンを基板の所望とする位置に合わせることができるアライメント方法を提供すること。
【解決手段】表面に微細な凹凸パターンが形成された樹脂フィルム11と、前記凹凸パターンが転写されるべき光硬化性樹脂層16を有する基板15とを貼り合わせる際に、前記樹脂フィルム11と前記基板15とを位置合わせするアライメント方法であって、前記樹脂フィルム11はその平面形状が多角形であり、前記樹脂フィルム11の頂点部分は保持せずに辺の縁部を保持して平面方向に伸長する工程を含むことを特徴とするアライメント方法。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置

【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
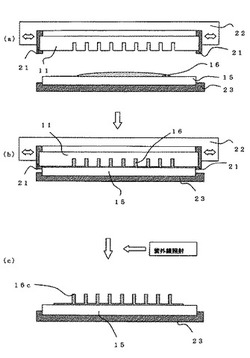
光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置
【課題】シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
(もっと読む)
マイクロレンズアレイの製造方法
【課題】マイクロレンズを形成するために必要な液滴の数と同じ回数の吐出走査を実施する必要があることに起因して、マイクロレンズを形成するために多くの時間を要することを抑制するマイクロレンズアレイの製造方法を提供する。
【解決手段】マイクロレンズアレイの製造方法は、液状体を液滴として吐出して、基材の所定の位置に着弾させた液状体によってマイクロレンズを形成するマイクロレンズアレイの製造方法であって、基材におけるマイクロレンズを形成する面を、液状体に対して撥液性にする撥液処理工程と、マイクロレンズを構成するための複数の液滴における最初に着弾させる液滴を、マイクロレンズの座標位置に着弾させる第一液滴配置工程と、複数の液滴における2番目以降に着弾させる液滴を、当該液滴の前に着弾させた液滴に一部が重なる位置に着弾させる第二液滴配置工程と、を有する。
(もっと読む)
粉体圧延装置及び圧延シートの製造方法
【課題】 圧延シートの成形に測定結果を反映させる際の時間遅れを小さくすることができる粉体圧延装置を提供する。
【解決手段】 回転軸が平行で互いに逆向きに回転する一対のロール4A,4Bと、前記一対のロール間に粉体を供給する供給部12と、前記供給部から供給された前記粉体を前記一対のロールにより圧延する際に、前記一対のロールの間隔を測定する測定部18と、前記測定部による測定結果に基づいて、前記供給部から前記一対のロール間に供給される前記粉体の供給量を制御する制御部54とを備える。
(もっと読む)
アキュムレート装置の貯留長さ表示装置
【課題】簡単な装置でしかも故障の問題を生じることがなくアキュムレート装置におけるウェブの貯留長さを適正な精度で演算し表示できるようにする。
【解決手段】固定部材3に備えた固定ロール2と、昇降フレーム5に備えた昇降ロール4と、入側速度制御ロール7から導入されて固定ロール2と昇降ロール4に掛け回した後出側速度制御ロール9から導出されるウェブ8の入側速度と出側速度の速度差が生じた時にアキュムレートされるウェブ8の張力を一定に保持しながら前記昇降フレーム8を昇降させる牽引装置6と、を有するアキュムレート装置の貯留長さ表示装置であって、ウェブ8の入側速度viと出側速度voを入力してその速度差からウェブ8の貯留長さを演算する演算器15と、演算器15で演算した貯留長さを表示する表示器17とを有する。
(もっと読む)
半導体発光装置の製造方法。
【課題】製品間における発光色のばらつきや発光面内における発光色のむらを防止できる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティ122を基準面に有する金型120に平均粒径が5μm以上の蛍光体粒子32を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面aと基準面bとが蛍光体含有樹脂を間に挟んで密着した状態で蛍光体含有樹脂を圧縮成形する。圧縮成形する工程において、素子搭載面と基準面の間に介在する蛍光体含有樹脂の厚さLを蛍光体粒子の平均粒径の15倍以上に設定する。
(もっと読む)
光学素子の製造方法
【課題】急激な硬化収縮による内部歪みを防止しつつ、樹脂製の成形型を用いてもレンズ部のピッチずれを防ぐことができる光学素子の製造方法を提供すること。
【解決手段】光硬化性樹脂であるウェハーレンズ100の樹脂102bを光硬化工程(ステップS14)と熱硬化工程(ステップS15)の2段階に分けて硬化させることにより、樹脂102bの反応速度をコントロールすることができる。これにより、樹脂102bの速い硬化による急激な収縮が発生することを防止することができる。また、サブマスター型40のサブマスター成形部41の樹脂材料41bと樹脂102bの線膨張割合を略等しくすることにより、ウェハーレンズ100のような大きな面積の光学素子を製造する場合でも、第1レンズ本体11aのピッチずれを防ぐことができる。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
プラスチックレンズ成形型用位置検出装置
【課題】モールド組立体のテープに形成される注入口の目標位置を速くかつ高い精度で特定する。
【解決手段】モールド組立体2と対向する検出部21と、検出部21とモールド組立体2との少なくともいずれか一方を他方に対してモールド組立体2の軸線方向に移動させる移動装置とを備える。検出部21の検出結果に基づいてテープ5の注入口6の目標位置を特定する位置特定部23を備える。モールド部材とテープ5は、光を透過可能な材料によって形成される。検出部21は、光路26がモールド組立体2を軸線方向とは直交する方向に横切る発光素子24と受光素子25とを有する。位置特定部23は、光路26がモールド部材を横切るときの光の透過率と光路26がテープ5を横切るときの光の透過率とを用いてモールド部材の端縁を検出し、この端縁の位置に基づいて目標位置を特定するものである。
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
樹脂モールド装置
【課題】樹脂モールド後の成形品を検査して良品のみを加熱硬化させる一連の作業をコンパクトな装置構成で効率よく実現でき、ワークに反りが発生することなくしかも装置内への放熱を抑えた樹脂モールド装置を提供する。
【解決手段】樹脂モールド後のワークWをキュア炉43内に設けられたスリット43aにキャリアプレートKを挿入して保持させたまま当該キュア炉43を密閉してモールド樹脂を加熱硬化させる加熱硬化部Eをプレス部Cからワーク収納部Fに至るワーク搬送路の一部に備えている。
(もっと読む)
光照射成形装置及び光照射成形方法
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
繊維強化熱可塑性樹脂シートの圧縮成形方法
【課題】
ランダム強化タイプ繊維強化熱可塑性樹脂から切削した複合材料を金型で圧縮成形する方法において、機械的性質の異方性が少なく、使用した複合材料の機械的性質が変形方向や場所によらず維持される方法を提供する。
【解決手段】
シート上の任意のx軸方向とこれに直交するy軸方向にそれぞれ切削した試験片の曲げ弾性率の比が4/5〜5/4であるランダム強化タイプ繊維強化熱可塑性樹脂シートから切削した複合材料を金型の凹部に少なくとも一層配置して圧縮成形する方法において、金型の凹部の水平面への投影図において、最も長い軸をx軸とし、この中点と直交する軸をy軸とし、この金型の凹部のx軸とy軸の長さをそれぞれa,bとしたとき、複合材料のx軸方向の長さm,y軸方向の長さnが0.8≦m/a<1.0および0.8≦n/b<1.0を満足する。
(もっと読む)
便座の着座側部材およびその製造方法
【課題】便座の着座側部材を薄肉化し軽量化することができると共に、人体の荷重に耐える強度および剛性を有する便座の着座側部材およびその製造方法を提供することを目的とする。
【解決手段】熱硬化性樹脂および強化繊維を含む成形材料を成形してなる表面部と、前記表面部の下方に設けられ強化繊維により形成された繊維織物を含む補強材料を成形してなる補強部と、を備え、人が着座する部位の肉厚が0.8mm〜2.0mmであることを特徴とする便座の着座側部材が提供される。
(もっと読む)
樹脂モールド装置及びワーク板厚測定装置
【課題】樹脂モールドに先立って被成形品の厚さを精度良く測定することで、キャビティ容積を変更することにより成形品質を向上できる樹脂モールド装置を提供する。
【解決手段】厚さ計測部Bは、ローダー25から半導体チップが基板実装された被成形品1を移載されて保持したまま搬送する搬送プレート9と、当該搬送プレートをX−Y方向に走査可能なX−Y走査機構10と、搬送プレート9の搬送路下に被成形品1に対応して配置され、半導体チップを含む基板の総厚を測定する第1レーザー変位計44と基板のみの厚さを測定する第2レーザー変位計44を備えている。
(もっと読む)
樹脂モールド装置
【課題】プリヒート部に隣接する装置に熱拡散するのを低減するとともに、短時間で効率良くプリヒート温度まで昇温することができる樹脂モールド装置を提供する。
【解決手段】プリヒート装置28は、被成形品1を載置したヒータブロック13が移送機構29により受取位置Pから引渡し位置Qへ移送される間にプリヒート位置Rに設けられたトンネルカバー14内で停止させて被成形品1を集中的に予備加熱する。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
湾曲形状を有する繊維強化プラスチック成形品
【課題】高強度化、軽量化に加えて、従来の方法では達成できなかった湾曲形状を有する繊維強化プラスチック成形品の良好な外観を得ることができ、この特性が要求される用途に適した湾曲形状を有する繊維強化プラスチック成形品を提供する。
【解決手段】連続繊維束を有する連続繊維強化シートを含む少なくとも3層以上からなる積層体からなり、意匠面を構成する最表層11から2層目に不織布シート13が挟まれるとともに、最表層11の連続繊維束の配向方向に直交する方向に湾曲してなることを特徴とする湾曲形状を有する繊維強化プラスチック成形品10。
(もっと読む)
1 - 20 / 65
[ Back to top ]