
Fターム[4F204AR08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 速度 (73)
Fターム[4F204AR08]の下位に属するFターム
回転速度(←回転数) (13)
加速度 (1)
Fターム[4F204AR08]に分類される特許
1 - 20 / 59
パターン転写方法およびパターン転写装置
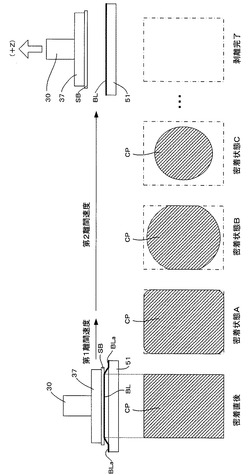
【課題】パターンを担持したブランケット等の担持体と基板を互いに密着させた後、両者を互いに離間させることで剥離して担持体上のパターンを基板に転写するパターン転写技術において、担持体と基板との剥離を良好に行う。
【解決手段】離間開始時では第1離間速度V1でブランケットBLおよび基板SBを互いに離間移動させてブランケットBLと基板SBとの密着領域CPの各角部でブランケットBLおよび基板SBを部分剥離させた(第1工程)後、当該部分剥離後に離間速度を、第1離間速度V1よりも遅い第2離間速度V2に切り替えて、少なくとも密着領域CPが円弧を描く前までの間、この第2離間速度V2でブランケットBLに対して基板SBを離間移動されてブランケットBLおよび基板SBの剥離を進行させる(第2工程)。
(もっと読む)
未加硫ゴムシートの生産方法

【課題】巻取りロールにより巻取られた後カットされた未加硫ゴムシートを、新たな巻取りロールに巻取った場合における幅精度の悪化の発生を抑制して、次工程においても問題なく使用することができ、製品タイヤにおけるタイヤディフェクトの発生を低下させることができる未加硫ゴムシートの生産方法を提供する。
【解決手段】高温度の未加硫ゴムを未加硫ゴムシートに加工するカレンダー工程と、未加硫ゴムシートを冷却するクーリング工程と、冷却された未加硫ゴムシートを巻取りロールに巻取る巻取り工程と、巻取り完了後の未加硫ゴムシートをカットするカット工程とを備えている未加硫ゴムシートの生産方法であって、巻取り完了後の未加硫ゴムシートを次の巻取りロールに巻取るに際して、先端部の所定の長さを、通常の巻取り速度よりも速い巻取り速度で巻取る未加硫ゴムシートの生産方法。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性の高い熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
硬化物の成形型および硬化物の製造方法
【課題】気泡混入のない硬化物を好適に製造し得る硬化物の成形型を提供する。
【解決手段】上型10および下型20からなり、硬化性材料30を上型10と下型20とにより挟み込むことによって、表面に素子が形成された硬化物を成形する金型1であって、上型10には突出部40が設けられている。
(もっと読む)
レンズアレイの製造方法
【課題】レンズアレイの厚みが均一になるようにしつつ、樹脂の加熱時間を短縮する
【解決手段】レンズアレイ10を第1の加熱部(120,130)と第2の加熱部(220,230)を用いて製造する製造方法であって、一対の成形型(20,30)の間に熱硬化性の樹脂を挟みこみ、成形型(20,30)の間に樹脂を挟みこんだ状態で、成形型(20,30)で挟み込んでいる樹脂が硬化開始温度に到達するまで、第1の加熱速度で成形型(20,30)を加熱する第1の加熱部を用いて、成形型(20,30)を均一に加熱し、樹脂が硬化開始温度に到達したときは、成形型(20,30)を加圧しながら、第1の加熱速度よりも大きい第2の加熱速度で成形型(20,30)を加熱する第2の加熱部を用いて、成形型(20,30)を加熱し、樹脂を硬化させるレンズアレイの製造方法。
(もっと読む)
焼結部品の製造方法
【課題】可塑性原料を型孔内で加圧成形し、得られた成形体を焼結することで微小な焼結部品を製造するにあたり、良好な成形体を成形することができる製造方法を提供する。
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダを40〜60体積%添加し、加熱混練して調整した原料を押型の型孔内に充填し所望形状に加圧成形し、次いで、加圧した成形体を押型から抜き出してから加熱してバインダを除去し、この後、成形体を加熱して焼結する焼結部品の製造方法において、加圧成形時のパンチの移動速度:Uを、ΔP:パンチの加圧力(Pa)、μ:粘度(Pa・s)、L:長さ(m)、De:相当管径(m)としたとき「U=ΔP/(32μ×L)×De2」で求められる速度以下に設定する。
(もっと読む)
オートクレーブの容積利用率を最適化する方法
【課題】オートクレーブの容積利用率を最適化する。
【解決手段】オートクレーブ10のプロセスパラメータを決定するステップと、オートクレーブ内の気流パターン、オートクレーブ全体にわたる温度変化、及びオートクレーブ内の乱流強度分布を決定するためにオートクレーブ構成をモデリングするステップと、オートクレーブ内の気流パターンを変更するために機器の変更を加えてオートクレーブ構成を修正するステップとを含む。更に、オートクレーブ内の修正された気流パターンと、オートクレーブ全体にわたる修正された温度変化と修正された乱流強度分布とを決定するために修正されたオートクレーブ構成をモデリングするステップと、部材の所定の硬化特性を満たすオートクレーブ内の部材の数を最大にする部材配置を決定するために、修正されたオートクレーブ構成内で硬化される部材24を用いて、修正されたオートクレーブ構成をモデリングする。
(もっと読む)
レンズシートの製造装置及び製造方法
【課題】レンズシートの定長切断を確実に実現することができるレンズシートの製造装置及び製造方法を提供する。
【解決手段】本発明のレンズシート製造装置1は、回転式のレンズ金型30と、このレンズ金型の回転周期を検出する近接センサ35と、を備えた重合賦型部6と、このレンズ賦型部から送られるレンズシートの弛み量を検出する第2ダンサー部14が検出した弛み量に応じて送り速度を変化させてレンズシートを連続的に送り出す連続送り部16と、この連続送り部から送られたレンズシートを間欠的に送り出す間欠送り部20と、近接センサが検出したレンズ金型の回転周期の間に連続送り部が送り出した連続送り量と平均送り速度から求まる平均回転時間との位相差に基づいて間欠送り部の送り量を所定送り量に補正する送り量補正手段を有する送り量補正部と、間欠送り部から送られたレンズシートを切断して所定長さのレンズシートにする切断部22と、を有する。
(もっと読む)
SMC成形システムおよびSMC成形品の製造方法
【課題】SMCシート成形時にSMCシートの硬さを測定しなくても成形品の不良率を低減することができるSMC成形システムを提供する。
【解決手段】長尺のSMCシート20を間欠的に所定量送り出す送りロール11とSMCシート停止時のたわみ量を検出するたわみ量検出部12とを有する搬送装置1と、送り出されたSMCシート20を切断する切断装置2と、切断されたSMCシート30を成形するプレス装置3とを備えたSMC成形システムであって、前記たわみ量検出部12で検出されたたわみ量に基づいて、前記搬送装置1の前記送りロール11による前記SMCシート20の送り出し量、前記プレス装置3の加熱温度および金型締切速度のうち少なくともいずれかを調整する制御装置4が設けられている。
(もっと読む)
光学部品の製造方法及びその製造装置
【課題】 基材表面を集中的に加熱することにより、成形時間の短縮、及び成形品の光学性能を向上させる光学部品の製造方法及び製造装置を提供すること
【解決手段】 基材に、少なくとも一部が赤外線透過材料からなる型を密着させて光学部品を製造する光学部品の製造方法において、前記型を、前記基材との間に隙間を開けて配置した状態で、前記基材に赤外線を照射して、前記基材を加熱した後、前記型と前記基材とを密着させることを特徴とする。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂の量の少ない樹脂封止厚みの薄い場合でも樹脂封止不良を回避し、更に樹脂封止のための時間を短縮可能とする。
【解決手段】基板102上に搭載された半導体チップ104を樹脂106と共に金型114のキャビティに配置させて、金型114の減圧・加熱を行い半導体チップ104に圧縮圧力を加え樹脂封止する樹脂封止装置100において、最低速切換位置Y5から加速位置Y6への駆動速度V5を、金型114の型締めにおいて最も遅くし、ファーストタッチ位置Y3から低速切換位置Y4への駆動速度V3、低速切換位置Y4から最低速切換位置Y5への駆動速度V4、及び加速位置Y6から保圧位置Y7への駆動速度V6を、最低速切換位置Y5から加速位置Y6への駆動速度V5よりも速くしている。
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 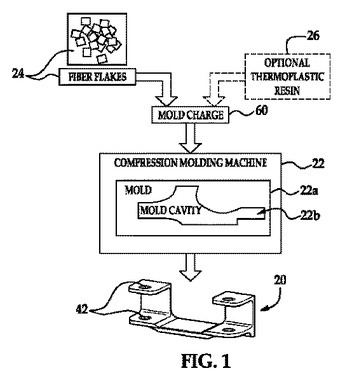 (もっと読む)
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
偏光レンズの製造方法
【課題】アスティグマが低減された高品質な偏光レンズをキャスト法によって製造する方法を提供すること。
【解決手段】成形型内部のキャビティに偏光膜を配置すること、上記偏光膜が配置されたキャビティに熱硬化性成分を含むレンズ原料液を注入すること、上記レンズ原料液を注入した成形型を加熱することにより前記熱硬化性成分の硬化反応を行うこと、および、上記硬化反応後に得られた成形体を成形型から取り出すことにより上記偏光膜を含む偏光レンズを得ること、を含む偏光レンズの製造方法。前記加熱を、少なくとも2段階以上昇温速度を変更する昇温プロファイルにより行い、かつ重合発熱ピークが発現する温度または重合発熱温度上昇率が最大となる温度(基準温度)を含まない温度域において、昇温速度を最大にする。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】成形型の形状に影響されることなく、成形型内における成形素材の位置ずれを防止して、高精度の成形品を製造する。
【解決手段】スリーブ16の中で対向する下型14と上型15の間に成形素材90を配置して加熱および加圧して光学素子に成形する成形装置M1において、下型成形面14aの成形素材90の配置位置に、成形温度で分解して消失する熱分解材料Aを塗布する供給ノズル19を設け、熱分解材料Aを介して成形素材90が下型成形面14aの中心に安定して接着固定された状態で、所望の成形温度で成形を行う。下型14に対する成形素材90の位置ずれに起因する製品不良の発生を確実に防止できるとともに、熱分解材料Aは成形温度で分解して消失するため、光学素子の外観品質が低下することもない。
(もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
1 - 20 / 59
[ Back to top ]