
Fターム[4F204EB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 予め形成された挿入物等との一体化成形 (1,633)
Fターム[4F204EB11]の下位に属するFターム
Fターム[4F204EB11]に分類される特許
121 - 140 / 826
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
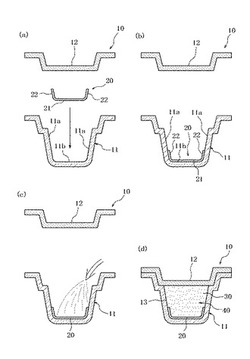
【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法

【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
翼の製造を改良するための方法及び装置
【課題】翼を製造するための改良された方法及び装置を提供し、射出された混合物内のガス気泡が低減又は排除されるようにする。
【解決手段】第1の容器(1)が脱気システム(3)に接続されており、これにより、樹脂が第1の容器(1)から脱気システム(3)へ提供され、脱気システム(3)が、提供された樹脂内のガスの量が減じられるように構成及び設計されており、ガスが減じられた樹脂が硬化剤と混合可能であり、これにより、樹脂及び硬化剤混合物が、翼(8)を製造するために使用される閉鎖された複合構造体(8)内に射出するために適用可能である。
(もっと読む)
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
光学素子シートの同時両面形成方法、およびその光学素子シート形成装置
【課題】ベースフィルムの表面と裏面に複数の光学素子を同時に形成するに際して、形成される光学素子シートの反りを解消できる光学素子シートの同時両面形成方法、およびその光学素子シート形成装置を提供する。
【解決手段】第1ロール金型3と第2ロール金型4とを所定間隔を空けて水平方向に対向配置し、両ロール金型3,4の間にベースフィルムFを供給してそれぞれのロール金型3,4により複数の光学素子La、Lbを前記ベースフィルムFの両面に同時に成型、成形もしくは印刷するとともに、両ロール金型3,4で形成された光学素子シートを鉛直下方に搬送し、樹脂が完全に硬化するまでの距離以上の距離で鉛直方向の搬送を継続することを特徴とする光学素子シートの同時両面形成方法、およびその光学素子シート形成装置。
(もっと読む)
発泡成形体用補強材、発泡成形部材及び発泡成形部材の製造方法
【課題】容易に製造することが可能であると共に、容易に且つ精度よく金型内面に取り付けることが可能な発泡成形体用補強材を提供する。
【解決手段】補強材10は、シートパッド本体2の裏面に沿って配設される。補強材10には開口部16が設けられており、この開口部16の周縁部が環状に延在した環状部となっている。この開口部16の周縁部の周長を小さくするように張力を付与するための張力付与手段としての連結部材18が設けられている。
(もっと読む)
光学部品の製造方法
【課題】成形型の型面に離型剤を塗布することなく、離型性を向上させ、また、感光性樹脂自体の樹脂組成を変えることなく、同じ照度・照射時間でありながら感光性樹脂の硬化性を向上させて結果として離型性を向上させ、欠陥のない光学部品を得ることができる光学部品の製造方法を提供する。
【解決手段】光透過性基板2上に供給された感光性樹脂1Aに成形型3を型押しした状態で、上記光透過性基板2を透して光照射し光学部品1を製造するに際し、上記成形型3として、型面3aでの、波長365nmの光の反射率が、46%以上に設定されているものを用いる。
(もっと読む)
人造石の製造方法及び製造装置
【課題】より自然な外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる人造石の製造方法及び製造装置を提供する。
【解決手段】本発明は、人造石の製造方法及び製造装置に関するもので、より具体的には、(a)人造石の原料に異なる粒径を有する2種以上のチップを混合すること;(b)チップが混合された人造石の原料をモールドに投入すること;(c)振動装置を使用して原料がモールド内に均一に分散されるように1次振動を加えること;(d)原料の気泡を除去するために真空を加えること;及び(e)振動装置を使用して2次振動を加えて人造石を成形することを含むことを特徴とし、本発明に係る人造石の製造方法及び製造装置は、人造石の表面に露出するチップの出石率を極大化させ、より自然な人造石の外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる。
(もっと読む)
偏光素子
【課題】偏光レンズ等の偏光素子の機械加工に際して、偏光フィルムまたは偏光シートと透明合成樹脂層との界面に剥離が発生することがない偏光素子を提供すること。
【解決手段】偏光フィルム(又は偏光シート)13の片面又は両面に重合性液状材料を重合硬化させた透明合成樹脂層(レンズ層)15、15を有して注型成形された偏光素子11。偏光フィルム(又は偏光シート)13と透明合成樹脂層15との間にゴム状弾性を有する接着剤層14を介在している。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】圧縮成形用の成形型を用いて、成形前基板に装着された所要複数個の半導体チップを樹脂材料によって樹脂封止する際に、樹脂封止工程における生産性の向上を図る。
【解決手段】樹脂封止成形装置1は、一対の圧縮成形用の成形型5において所定の数の成形前基板17を配置し、該成形前基板17に装着された所要複数個のチップ15を各別に且つ略同時に圧縮成形して樹脂封止する。また、樹脂封止成形装置1は、インユニットとアウトユニットとの間において一対の圧縮成形用の成形型5を有するプレスユニット7を所要数だけ連結した構成を有する。
(もっと読む)
構造を製造するための方法、光学部品、光学層スタック
本発明は、硬化材料の構造を製造するための方法を表す。ここで、第1の硬化材料から第1の構造は、基板上に成形されて硬化される。さらに、第2の硬化材料の第2の構造は、第1の構造が通路領域において第2の構造によってカバーされないように第1の構造の第1の表面で境界面が第1の構造および第2の構造間にできるように、基板から見て外方に向く第1の構造の第1の表面に成形されて硬化される。さらに、溶剤は、空洞が第2の構造および基板の第1の表面間に形成されるように、第1の構造の第1の硬化材料を溶解するために通路領域に導入され、第1の硬化材料は、硬化した後に溶剤に対して可溶性であり、さらに、第2の硬化材料は、硬化した後に溶剤に対して不溶性である。さらに、硬化材料の光学部品および硬化材料の光学層スタックが表される。 (もっと読む)
構造体、成形型を生産するための方法および装置
成形による硬化性材料から構造体を作り出す方法が記述される。方法の第1のステップにおいて、成形型は表面上に配置される。その結果、成形型および表面の間の領域では、硬化性材料が、表面および表面に対向する成形型の成形する表面に接触する。それで、付加的な硬化性材料は、領域に流れ込み続けることが可能となる。第2のステップにおいて、硬化性材料が局所的に変わる異なる速度で硬化するように、局所的に変化する方法で硬化性材料の領域に光が照射される。その結果、硬化性材料の硬化の間に生じる収縮は、付加的な硬化性材料によって補償される。方法の第3のステップにおいて、一定圧力が付加的な硬化性材料に加えられる。さらに、光学部品のための成形型と同様に成型によって、硬化性材料から構造体を作り出すための第2の方法および装置が説明される。 (もっと読む)
航空機のプロペラ羽根
翼形構造体(20)を備える航空機のプロペラ羽根(10)であって、翼形構造体は、糸の三次元織りによって得られた、マトリックスによって緻密化された少なくとも1つの繊維強化材と、多孔性剛性材料で製作された、所定形状の形状化部品(140)とを備え、強化材は、プロペラ羽根の前縁(20a)内の連続織りによって相互に連係された少なくとも2つの半体を備え、2つの半体は前記形状化部品(140)のまわりにぴったりと嵌ることを特徴とする、羽根。 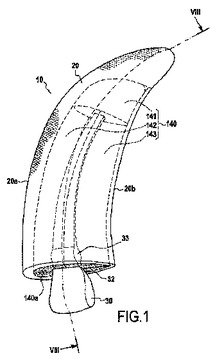 (もっと読む)
(もっと読む)
撮像レンズ及び撮像レンズを用いたカメラモジュール並びに撮像レンズの製造方法及びカメラモジュールの製造方法
【課題】撮像レンズを積み上げる際にも、生産効率の向上を図ることができると共に、光学的性能の向上を図ることができる。
【解決手段】ガラスレンズ基板14,18の各面に、樹脂層15a,15b,19a,19bが成形され、ガラスレンズ基板14,18の各面にレンズ部16,17,21,22が成形され、更に、ガラスレンズ基板14,18の一面にスペーサ23,24が成形されている撮像レンズ11,12と、撮像素子13aが形成された撮像基板13とを備える。撮像レンズ11,12間は、一方の撮像レンズ11のスペーサ23を他の撮像レンズ12のレンズ部21の周囲に突き当てて、撮像レンズ11,12を、光軸を一致させた状態で積み上げ、撮像レンズ11,12と撮像基板13との間は、撮像レンズ12のスペーサ24を撮像基板13に突き当てて、レンズ部16,17,21,22と撮像素子13aとを光軸を一致させた状態で積み上げてなる。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
キッチンカウンタの製造方法
【課題】樹脂製のカウンタと金属製のシンクとを一体化して成るキッチンカウンタの製造方法において、簡単な構成により、工程の短縮と単純化による生産性向上を図り、製造段階に加え使用段階においてもシシクの変形やカウンタのクラック発生などがなく信頼性の高いキッチンカウンタを製造することを可能とする。
【解決手段】樹脂製のカウンタ2が接合される金属製のシンク3側の部位に、カウンタ2を構成する樹脂の弾性率よりも低い弾性率を有する樹脂によって接合部4を成形し、接合部4を成形したシンク3を成形型にインサートしてカウンタ2を成形することにより、接合部4を介してシンク3とカウンタ2とを一体化する。カウンタ2を構成する樹脂の硬化時や、型取り出し後の冷却時に発生する応力を低弾性樹脂層からなる接合部4によって緩和でき、シンク3の変形やカウンタ2のクラック発生を防止できる。
(もっと読む)
シート用バックパッド及びその製造方法
【課題】バックボード仕様のシート用バックパッドにおいて、成形不良を生じにくくしてシートの背もたれ部の外観を向上する。
【解決手段】軟質フォームからなるパッド本体12の背面側における上辺部12Aに、後方に延設された連結部18と、そこから下方に延設されたフランジ部20とからなる張り出し部16を一体に設ける。フランジ部の下端部を段差部24を介して薄肉部26に形成した上で、フランジ部の外面20Aに成形シート体28を設ける。成形シート体28は、フランジ部上部側の厚肉部22の外面22Aに沿う形状の第1面部30と、段差部24の外面24Aに沿う形状の第2面部32とを備えた断面屈曲状に予め立体成形されたものであり、軟質フォームの発泡成形によりフランジ部20の外面20Aに一体化されている。
(もっと読む)
ヘッドレスト成形用中子
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレスト成形用中子を提供する。
【解決手段】ヘッドレスト成形用中子30は、トリムカバー2の開口成形部12A内で、前記開口形成部Aの湾曲部21a,22aに向けて移動可能であると共に、湾曲状の押圧面31a,32aが形成された第1及び第2の駒型部31,32と、前記駒型部31,32を前記開口成形部の湾曲部21a,22aに押圧した状態で保持する保持機構Hと、を備え、この保持機構Hは、前記第1の駒型部31側に立設された係止ピン34aと、前記係止ピン34aに摺接するカム面36bと、前記係止ピン34aに嵌合する係止凹部36aとが設けられ、前記第2の駒型部32側で回転支持される回転カム36と、を備えている。
(もっと読む)
サポート材、発泡成形部材及び発泡成形方法
【課題】発泡成形部材にボイドが形成されることが防止されるサポート材と、このサポート材を用いた発泡成形部材及び発泡成形方法とを提供する。
【解決手段】サポート材1は、シートパッド本体11の背当て部12の背面に沿って配置される中央部2と、該中央部2の左右両側縁にそれぞれ連なっており、シートパッド本体11の左右両サイド部13,14の背面に沿ってそれぞれ配置される側辺部3,4とを有している。各側辺部3,4は、目付け量が80〜140g/m2布材よりなる高通気性材料にて構成され、中央部2は、それよりも目付け量が大きい布材により構成されている。シートパッド10の発泡成形時には、金型20の中子23にサポート材1を装着しておいて発泡成形を行う。この際、サポート材1の各側辺部3,4の側端部が上型21と中子23との合わせ面P2の近傍に位置する。
(もっと読む)
121 - 140 / 826
[ Back to top ]