
Fターム[4F204EB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 予め形成された挿入物等との一体化成形 (1,633)
Fターム[4F204EB11]の下位に属するFターム
Fターム[4F204EB11]に分類される特許
41 - 60 / 826
断熱材用硬質ウレタンフォーム、硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫
【課題】ウレタンフォームとABS樹脂製内箱との間に表層ボイドが形成され、冷蔵庫内の空間を形成するABS樹脂製内箱表面の外観に凹凸のある歪を与える、冷蔵庫の断熱箱体及び断熱扉体に充填する硬質ウレタンフォーム、その硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫の提供。
【解決手段】活性水素を4〜8個有する活性水素含有化合物にアルキレンオキシドを付加した、低粘度のポリオール成分30〜80重量%を含み、また、整泡剤が一般式(1)の化学構造を有する、SP値(溶解パラメータ)8.1〜8.6であることを特徴とするプレミックスポリオールを用いて発泡する。 (もっと読む)
(もっと読む)
ウェハレンズの製造方法
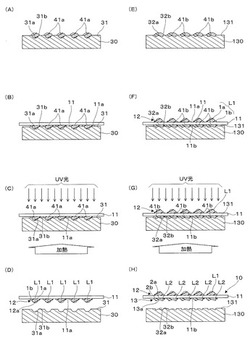
【課題】成形型を利用し熱変化をともなう転写工程によって樹脂層を形成する際に、レンズ等の光学面の位置ズレを低減できるウェハレンズの製造方法を提供すること。
【解決手段】マスター型30,130の平均線膨張係数と基板11の平均線膨張係数とが略等しいので、マスター型30,130と基板11との間に樹脂材料41a,41bを挟んで転写によってレンズ樹脂層12,13を形成する際に、マスター型30,130と基板11とを加熱して硬化させても、基板11やレンズ樹脂層12,13を元の温度に戻せば、レンズ樹脂層12,13を構成するレンズ要素L1,L2の光学面の間隔は、元の温度におけるマスター型30,130の転写面31a,32aに対応するものとなる。これにより、レンズ要素L1,L2又は光学面の位置ズレを低減したウェハレンズ10を得ることができる。
(もっと読む)
樹脂成形体の製造方法および製造装置

【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
発光ダイオードを製造する方法
【課題】高い屈折率、良好な熱安定性、透明性を有し、並びにその未硬化状態で(一時的な溶媒(fugitive solvent)の添加の必要なしに)液体であって、半導体発光ダイオードダイの大量生産を容易にする液体硬化性材料を用いて半導体発光ダイオードダイを製造する方法。
【解決手段】1.61より大きく1.7以下の屈折率を示し、かつ室温および大気圧で液体である硬化性液体ポリシロキサン/TiO2複合体により、面を有する半導体発光ダイオードダイで、半導体発光ダイオードダイは面から光を放射するものであり、半導体発光ダイオードダイを硬化性液体ポリシロキサン/TiO2複合体と接触させ、並びに、硬化性液体ポリシロキサン/TiO2複合体を硬化させて、光学エレメントを形成し、光学エレメントの少なくとも一部分が面の近傍にあること。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】簡易な製法改良にて、連続繊維補強材の位置ずれや連続繊維補強材を構成する連続繊維の配向乱れを解消しながら、連続繊維補強材によって部分的に補強された繊維強化樹脂材を製造することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】下型D1と上型D2を型閉めしてできるキャビティC1内に連続繊維補強材1’を収容し、該連続繊維補強材1’を上型D2および下型D1で仮に固定してキャビティC1内に軟化もしくは溶融した第1のマトリックス樹脂2’をチャージして中間成形品3を製造するステップ、上型D2もしくは下型D1を昇降し、それらの間にスペーサSを介在させて中間成形品3の上方に第2のキャビティC2を形成し、ここに軟化もしくは溶融した第2のマトリックス樹脂4’をチャージし、第1、第2のマトリックス樹脂2’、4’が硬化することよって繊維強化樹脂材10を製造するステップからなる。
(もっと読む)
転写装置
【課題】微細な凹凸が形成された転写ベルトを用いてフィルムなどのシートの表面に加工を施すこと。
【解決手段】繰り出しロールから繰り出される基材フィルムにUV樹脂を塗布し、塗布された面と接してその表面に所定の微細パターンを転写する転写機構と、前記転写機構によって所定のパターンが転写された基材フィルムを巻き取る巻き取りロールと、を有する転写装置であって、前記転写機構は、前記基材フィルムと接触する外周面に前記所定のパターンが形成された帯状の転写ベルトと、前記転写ベルトを支持する回転ロールと、からなり、前記転写ベルトによる転写は、前記UV樹脂を硬化させてUV樹脂層を形成する。
(もっと読む)
繊維体の固定装置
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定装置を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
セラミック積層体、セラミック部品、セラミック積層体の製造方法及びセラミック部品の製造方法
【課題】セラミック成形体の加熱圧着時において、導体成形体の位置の変化を抑制して、分布定数回路部品の特性のばらつきを抑える。
【解決手段】第1セラミック積層体10Aは、導体成形体12を有する第1セラミック成形体14と第2セラミック成形体16とが積層されて構成されている。第1セラミック成形体14は、熱硬化性樹脂前駆体とセラミック粉末と溶剤とが混合された第1スラリー18を、導体成形体12を被覆するように塗布した後に硬化することによって得られる。熱硬化性樹脂としては、例えばポリウレタン樹脂を使用することができる。第2セラミック成形体16は、熱可塑性樹脂とセラミック粉末と昇華性物質と溶剤とが混合された第2スラリー20を硬化することによって得られる。熱硬化性樹脂としては、例えばポリオレフィン樹脂を使用することができる。
(もっと読む)
複合型光学素子の成形方法および型
【課題】型の光学有効部内に樹脂を不足なく充填し、型の外に樹脂があふれることを防ぐことができる複合型光学素子の成形方法を提供する。
【解決手段】複合型光学素子の樹脂層を成形するための光学有効部(格子)14と、前記光学有効部外において、同心円状に配置された2つの土手11、13と、土手11、13の間に配置された溝12と備えた型10を準備する。型10に樹脂を滴下し、基板を2つの土手11、13に突き当てながら加圧し、樹脂を硬化させた後、硬化した樹脂層と基板を一体として型から離脱させる。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
基板処理方法、プログラム、コンピュータ記憶媒体、基板処理装置及びインプリントシステム
【課題】基板上に塗布膜を効率よく形成し、基板処理のスループットを向上させる。
【解決手段】ウェハ処理装置において、ウェハWの表面W1に紫外線を照射し、当該表面W1を洗浄する(図18(a))。その後、ウェハWの表面W1全面に密着剤Bを塗布し(図18(b))、当該密着剤Bを焼成した後(図18(c))、密着剤Bをリンスして、ウェハW上に密着膜BFを成膜する(図18(d))。その後、ウェハWの密着膜BF上に光重合開始剤を有するレジスト液Rを塗布する(図18(e))。その後、ウェハW上のレジスト液Rに所定の光量の紫外線を照射し、当該レジスト液Rを、ウェハW上で拡散せず、且つ凝集しないような流動性を有する半硬化状態にする。そして、ウェハW上に半硬化状態のレジスト膜RFを成膜する(図18(f))。
(もっと読む)
粗糸の束、粗糸の束を製造する方法、及び加工物を製造する方法
【課題】粗糸の束を製造する有利な方法を提供する。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
(もっと読む)
光学素子の製造方法および光学素子
【課題】気泡の混入を防止した光学素子の製造方法を提供する。
【解決手段】ガラス基板2の上に2つの樹脂層4,6を各層ごとに重ねて成形する光学素
子1の製造方法であって、2つの樹脂層4,6のうちガラス基板2の方から数えて2層目
の樹脂層6を成形する際、2層目の樹脂層6の外周部が該2層目の樹脂層6よりガラス基
板2側に位置する1層目の樹脂層4の外周部よりも内側に位置するように成形を行う。
(もっと読む)
車両用内装材の製造方法
【課題】カバー部材の位置決め精度が高められた車両用内装材を製造すること。
【解決手段】減圧吸引機構26bを備える下型26と上型とから成る一対の型を有し、一対の型を型閉じすることで形成される成形空間内に成形品が成形される成形装置と、減圧吸引機構22bを備え、下型26の露出面26aの形状に沿った固定面22aを有する固定冶具22と、を用いて車両用内装材を製造する方法であって、固定冶具22の固定面22aに表皮材12を吸引固定させる工程と、固定冶具22に固定された表皮材12と下型26の露出面26aとを当接させる工程と、下型26の露出面26aに表皮材12を吸引固定させる工程と、下型26と上型とを型閉じする工程と、成形空間内に発泡材(発泡樹脂)を注入する工程と、発泡材を発泡、硬化させてクッション材14を形成した成形品を形成する工程と、成形品を脱型する工程と、成形品から不要部分を取り除く工程とを備える。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
靴用インソール
【課題】高い強度を維持しながら衝撃吸収性を大幅に向上させた靴用インソールを提供する。
【解決手段】厚さ10ないし100μmのポリウレタン皮膜3がラミネートされた生地2のポリウレタン皮膜側に、超軟質ポリウレタン層4及び熱可塑性ポリウレタンフィルム5をこの順で積層させて形成される靴用インソール1であって、前記超軟質ポリウレタン層4は、その側面を含めて前記熱可塑性ポリウレタンフィルム5で覆われて、該熱可塑性ポリウレタンフィルム5と前記ポリウレタン皮膜3とで形成される空間内に内包されていることを特徴とする靴用インソール1。
(もっと読む)
ウレタン発泡成形体、その製造方法、およびウレタン発泡成形装置
【課題】 欠肉等の欠陥が少なく、薄くて低密度なウレタン発泡成形体を提供する。また、このようなウレタン発泡成形体を、簡便に製造することができる製造方法、およびウレタン発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体の製造方法を、対向して配置された第一基材30と第二基材31との間に、磁性体粒子Sを含む液状の発泡ウレタン樹脂原料U1を配置する原料配置工程と、第一基材30と第二基材31との間の、発泡ウレタン樹脂原料U1の周囲の少なくとも一部に形成された、発泡ウレタン樹脂原料U1の流動方向と交差する方向に磁力線Lが集中した磁力線集中領域Mにより、発泡ウレタン樹脂原料U1の流動をせき止めながら、発泡ウレタン樹脂原料U1を発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
中空繊維強化プラスチックの製造方法
【課題】中子を高精度でかつ高剛性にてしかも軽量に作製でき、中子内への樹脂浸透の問題を発生させずに、成形後に中子内部材も容易に取り出すことができ、取り出した内部材も容易に再使用可能であり、所望の中空繊維強化プラスチックを確実に効率よく製造できる方法を提供する。
【解決手段】固体粒子を水溶性粘着剤により結合することによりブロック体を形成し、該ブロック体を樹脂不浸透性の膜で覆うことにより中子を作製し、該中子を用いて該中子の周囲に繊維強化プラスチックを成形し、成形後に、水溶性粘着剤による結合を解除して中子内の固体粒子を成形された繊維強化プラスチックの外部へ排出することを特徴とする中空繊維強化プラスチックの製造方法。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形精度に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、第1のレンズ用モールド16の内面の周縁部と偏光フィルム14の周縁部との少なくともどちらか一方に可塑性のある部材20を盛り上げるように設ける工程と、部材20を第1のレンズ用モールド16の内面と偏光フィルム14とに当接させて第1のレンズ用モールド16の内面と偏光フィルム14との間を一所定の間隔を空けた状態で部材20を固化させて、偏光フィルム14を第1のレンズ用モールド16の内面に固定する工程と、を含む。
(もっと読む)
41 - 60 / 826
[ Back to top ]