
Fターム[4F204EK19]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 脱気(←ガス溜まり) (218)
Fターム[4F204EK19]の下位に属するFターム
脱気孔 (63)
Fターム[4F204EK19]に分類される特許
1 - 20 / 155
成形装置
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
軟質ウレタンモールドフォーム用副資材及びフォームの製造方法

【課題】ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法を提供することを課題とする。
【解決手段】ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシート7と、この第1のシート7に貼り合わされた,通水性を有する第2のシート8とを具備することを特徴とする軟質ウレタンモールドフォーム用副資材4。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
フランジ継手およびその製造方法
【課題】 高圧に耐えることができる十分な強度を有しているフランジ継手およびその製造方法を提供する。
【解決手段】 第1補強部材33を下型21の柱状部21c周面に沿わせて、切り目を入れた部分を折り曲げて下型21の平坦面21aに沿わせる。これにより、第1補強部材33の切り目を入れた部分が、複数の方形状フランジ部補強部33bおよび隣り合うフランジ部補強部33b間に形成された三角形状隙間部Gからなる形状となる。次いで、フランジ部補強部33bおよびその両側の三角形状隙間部Gを合わせた台形状とされた第2補強部材34A,34Bを隣り合う第2補強部材34A,34Bの三角形状部分34b同士が重なるように配置する。
(もっと読む)
金型及び発泡成形体の製造方法
【課題】排気孔への離型剤等の異物の侵入を防止することができ、且つ仮に排気孔に異物が侵入しても容易に除去することが可能な金型と、この金型を用いた発泡成形体の製造方法とを提供する。
【解決手段】金型30は、発泡合成樹脂よりなる発泡成形体を製造するためのものである。金型30のキャビティ33の内面に、該キャビティ33内のガスを該キャビティ33の外部に排出するための排気孔34が設けられている。排気孔34に、キャビティ33からのガス排出方向と反対方向に流体を供給する流体供給手段35が設けられている。
(もっと読む)
RTM成形装置及びRTM成形方法、並びに半成形体
【課題】大型部材及び厚板部材に対しても未含浸や繊維の蛇行等を引き起こさずに樹脂を含浸させることができ、高靭性且つ高精度な成形体を得ることのできるRTM成形装置及びRTM成形方法を提供することを目的とする。
【解決手段】RTM成形装置100は、繊維強化基材11と成形型1との間に配置され、貫通孔7が複数形成され、且つ、キャビティ内を減圧したときのキャビティ内の圧力下において実質的に厚さが変化しない剛性を有する表面成形層4と、表面成形層4の繊維強化基材11と反対の側に位置し、表面成形層4の複数の貫通孔7と連通して形成された樹脂流路を含む樹脂拡散部5と、を繊維強化基材11の少なくとも一方の面側に備える。
(もっと読む)
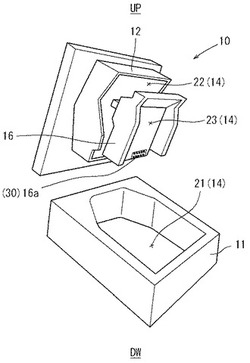
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置
【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
インサート構造を有するサンドイッチパネルおよびその製造方法
【課題】重量増加の原因となる金属インサート部品の使用を極減させるとともに、強度的な信頼性の高いインサート構造を有するサンドイッチパネルおよびその製造方法を得る
【解決手段】コア材(11)の厚さ方向の両面に配置され、繊維クロス(12a)で構成された表皮(12)と、両面に配置された表皮間を貫通する孔を有し、繊維ブレードで構成されたインサート部(13)とを備えたインサート構造を有するサンドイッチパネル(10)であって、表皮(12)とインサート部(13)との接合部の繊維が連続し一体構造化されている。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
成形型の製造方法、成形型、樹脂成形品の製造方法及び樹脂成形品
【課題】 高精度、高品位、微細化、複雑形状化に対応できる成形型を、容易に、短時間で、かつ低コストで製造可能であり、しかも、成形型間のバラつきも抑制可能な成形型の製造方法を提供する。
【解決手段】 本発明の成形型の製造方法は、液状材料11aを原盤型14の型面に注型する注型工程と、前記注型された液状材料11aを硬化させて原盤型14の型面の凹凸形状を転写する転写工程とを有し、前記注型工程において、注型前に、前記液状材料11aを脱泡処理し、前記転写工程において、前記硬化前に、注型された前記液状材料11aを脱泡処理することを特徴とする。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】材料で充填されためす型102を、それにおす型104が組み付けられた状態で攪拌機40内に配置し、その攪拌機により、めす型およびおす型を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、材料を攪拌しつつ脱泡する。その際、前記公転および前記自転のうちの少なくとも一方の速度を時間的に変化させ、それにより、めす型におす型が密着しない型開き状態と、回転中にめす型とおす型とのうちの少なくとも一方に発生する慣性力または遠心力によってめす型におす型が密着する型締まり状態とをそれらの順に実現する。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
樹脂成形方法及び成形装置
【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供する。
【解決手段】所定の間隔をもって対向する2つの円形モールド11、12と、前記間隔に挟入された円筒部材4と、前記2つのモールドと円筒部材の周面を取り囲むことにより該モールドと円筒部材との挟入状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記円筒部材は内部に断面形状が非円形の貫通孔を有し、該貫通孔が前記2つのモールドで封止されることにより、プラスチックレンズ原料液注入用キャビティ2が形成される。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット100のうちの少なくともめす型102を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
光学レンズの製造方法
【課題】 人間の角膜及びレンズは、眼の光学的能力を低下させて視力障害を起こす。従来のメガネでは焦点のぼけや乱視など、低次収差の矯正にのみ限定されている。三次以上の高次収差は、レンズを用いて矯正することができなかった。この高次収差を補正する光学レンズを安価且つ容易に製造する。
【解決手段】所定の厚さのスペーサと呼ぶ硬化可能なプラスチック素材を第1レンズに配し、一定の空間を空けて第1レンズと第2レンズとを互いに嵌め合わせ、所望のレンズのレンズ定義に応じて、高次収差を補正する屈折率パターンを画定することができるように硬化可能なプラスチック素材を半硬化して、高次収差を補正するレンズを製造する。これによって、患者が有する各種の収差、低次収差及び高次収差が同時に補正されるレンズが安価、且つ容易にオーダーメイドによって製造できる。又、特定の患者用の正確な収差補正が可能なレンズを提供する。
(もっと読む)
シートパッドの製造方法及びシートパッド
【課題】シートパッドにおける欠肉部の発生を防止して、成形性の精度を高めることのできるシートパッドの製造方法及び該製造方法によって製造されたシートパッドを提供する。
【解決手段】端縁部に沿って肉厚を絞った端部絞り部116b、118bが形成されたシートパッドを、複数の型構成部材(22,24,26)で成形面を形成する成形型を用い、該成形型内の滞留ガスGの型分割部PLからの排出を許容しつつ発泡成形するシートパッドの製造方法において、端部絞り部116bの先端部の成形位置は、発泡成形型の型分割部PLの存在する成形領域に設定されており、滞留ガスGが通過可能な通路を内部に有するガス誘導体12を、当該通路にて導かれる滞留ガスGが型分割部PL方向に向かうように端部絞り部116bの形成領域内に配設するガス誘導体設置工程を有し、該ガス誘導体設置工程の後に発泡成形工程を行うことを特徴とする。
(もっと読む)
1 - 20 / 155
[ Back to top ]