
Fターム[4F204FF50]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給位置の (332) | 成形材料の配置 (220)
Fターム[4F204FF50]に分類される特許
161 - 180 / 220
複合構造体の形成及び硬化のためのシステム及び方法
本発明の実施形態は、複合プリフォームに樹脂を通過させて該複合プリフォームを形成するためのシステムを提供する。システムには樹脂フローチャンバ及び第一チャンバが設けられ、第一チャンバは真空又は圧力チャンバであり得る。樹脂フローチャンバは第一側面及び第二側面と一体に形成された第一及び第二端部を有する。第一端部は第一排出管を有する。複合プリフォームは樹脂が繊維プリフォームを通過可能なように樹脂フローチャンバ内に配置される。第一チャンバは、樹脂フローチャンバの第一側面上に配置されるとともに第二排出管を有する。樹脂フローチャンバ及び第一真空チャンバは気体を通すが樹脂を通さない第一ガス透過性フィルムによって分離されている。  (もっと読む)
(もっと読む)
シートモールディングコンパウンドの成形方法および成形品

【課題】上金型に設けられた凹部へのシートモールディングコンパウンドの充填が十分に行われ、成形品の表面の艶に優れ、意匠性の向上したSMCの成形方法およびそれにより得られた成形品を提供する。
【解決手段】少なくとも不飽和ポリエステル樹脂と架橋性モノマーと硬化剤とガラス繊維とを含有するシートモールディングコンパウンドを複数枚積層して成形するSMCの成形方法であって、上記SMCに配合されるガラス繊維は、バインダーで集束されたガラスロービングを解繊して使用し、各SMCに含まれる補強用ガラス繊維は、それぞれ解繊度が異なっているとともに、これらのSMCを積層し、上下一対の金型内で加熱加圧するシートモールディングコンパウンドの成形方法および成形品。
(もっと読む)
内装材の製造方法

【課題】本発明の課題は、表面の外観がムラのない内装材を提供することにある。
【解決手段】多孔質材料からなる表皮材4と、多孔質材料からなる基材5とを重ねてホットプレスによって所定形状に成形して内装材7を製造する方法において、表皮材4裏面および/または基材5に難燃剤を塗布するかあるいは基材内部に難燃剤を含浸または混合せしめ、ホットプレスの際には表皮材4を下側にし基材5を上側にして重ねてプレス成形装置1にセットする。このようにすればホットプレスの際に表皮材4や基材5から発生する揮発分は基材側から蒸発するから、該揮発分の蒸発に伴なう難燃剤が表皮材4表面に移行蓄積してムラになることが防止される。
(もっと読む)
熱可塑性複合材で形成されるパネルを製造する方法
本発明は、支持具(1)を有する金型を使用して、複合材料で形成されるパネルを製造する方法に関し、該製造方法は、繊維状プリプレグ(20)のスタック(18)を生成することから成るレイアップ工程を実施し、次いで、前記スタックの上に配置される成形板(36)を使用してパネルを形成する事を目的とするスタックを連接する工程を実施する。本発明によると、前記製造方法は、互いに部分的に被覆するポリイミド薄膜(28)の第一セット(26)が、前記プライのスタック及び成形板の間で前記プライのスタック(18)と接触して配置されるようにして実施される。 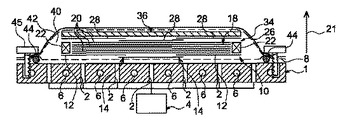 (もっと読む)
(もっと読む)
FRP成形品の製造方法および浴槽
【課題】ローコスト化を実現するために、成形品の表面にのみ処理を施すにもかかわらず、層間剥離が生じにくく安定した品質が得られ、また、一体感があって深みのある質感を容易に得る。
【解決手段】不飽和ポリエステル樹脂を主成分とするSMC材料を金型12に入れて硬化させることでベース部を成形しつつ、このベース部が完全に硬化する前に成形を中止して金型を開く。不飽和ポリエステル樹脂を主成分とするSMC材料に柄材を均一に混入した添加物混入SMC材料を予め作成しておき、この添加物混入SMC材料を、金型内の完全硬化前のベース部に重ねて配置する。次いで、金型を閉じ、ベース部と表層部とを一体的に硬化させて成形する。
(もっと読む)
被膜上の桁などを結合する部品を製造するための成形ツール及び方法
ツールセットが、成形面および心棒凹部を成形面に備える成形ツールと、心棒凹部に嵌合して、構成要素を形成するように構成された第一心棒と、心棒凹部に嵌合して、第一構成要素とは異なる形状または寸法を有する第二構成要素を形成するように構成される第二心棒とを備える。部品を製造する方法が、一つ以上の内側成形面ツール上の構成要素一式を配置すること、内側成形面ツール周囲に層を形成すること、内側成形面ツールの反対側面に一対の外側成形面ツールを嵌合すること、層と、内側および外側の成形面ツール間の構成要素を圧縮して部品を成形すること、そして、その部品から内側成形面ツールを取り外すことを含む。  (もっと読む)
(もっと読む)
モールド成形体及びその製造方法
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体及びその製造方法を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
オートクレーブ工法による積層材の製造方法及び積層材
【課題】紙材又は布材と樹脂材を接着剤を用いずに斑なく均一に一体化した3次元形状の製品を簡便に得ることが可能な和紙積層材の製造方法を提供する。
【解決手段】紙又は布で成る第1の被結合材1を成形型3の上に配置すると共に樹脂で成る第2の被結合材2を第1の被結合材1の上に配置する工程と、第1及び第2の被結合材1,2と成形型3とをバギングフィルム4で被覆して気密シールする工程と、第1及び第2の被結合材1,2と成形型3とを封入したバギングフィルム4内を減圧脱気する工程と、バギングフィルム4内に収容した第1及び第2の被結合材1,2をオートクレーブの加工槽6内で加熱すると共に加圧して第1の被結合材1と第2の被結合材2とを結合させる工程とを含む。
(もっと読む)
航空および宇宙航行用繊維複合材料製部材を製造する方法および成形コア
本発明は、特に航空宇宙用繊維複合材料製部材(22)を製造する方法および成形コアに関係し、弾性コアスリーブ(1)をプレストレス機構(3)に挿入するステップと、プレストレス機構(3)を始動することによって、挿入したコアスリーブ(1)にあらかじめ弾性応力をかけるために膨張させるステップと、膨張したコアスリーブ(1)の開口(4)からコアボディ(13)を挿入するステップと、コアスリーブ(1)によってコアボディ(13)をぴったり収容し、さらに成形コア(14)を形成するために、プレストレス機構(3)を作動停止することによってコアスリーブ(1)を解放するステップと、製造する繊維複合材料製部材(22)の造形のために、形成された成形コア(14)上に少なくとも1つの繊維半製品(16)を少なくとも部分的に置くステップとを含む。  (もっと読む)
(もっと読む)
繊維強化プラスチック成形品とその製造方法
【課題】強化繊維の凹凸が反映されない高面品質な繊維強化プラスチック成形品を提供する。
【解決手段】繊維強化プラスチック成形品1は、マトリックス樹脂4と強化繊維5とからなる繊維強化プラスチックで構成された基材部6と、樹脂粉末3を基材部6と共に型で加熱加圧成形することにより、該基材部の一面に一体的に接合された表層部と、を備え、この表層部は、加熱加圧成形後の冷却期間にマトリックス樹脂より剛性が高く、且つ型面で成形された型成形表面を有していることを特徴とする。
(もっと読む)
複合パネル
2層の繊維強化ポリイソシアヌレート材料間にサンドイッチ状に挟まれた100kg/m3未満の密度を有する発泡材料の層を含む複合パネル。 (もっと読む)
弾性舗装パネルの製造方法および成形装置
【課題】混合材の密度のばらつきが小さく、品質の安定した弾性舗装パネルを製造することができる生産性に優れた弾性舗装パネルの製造方法およびこの製造に用いる成形装置を提供する。
【解決手段】弾性骨材と樹脂バインダとを混合した混合材Cを長方形の型枠10に入れ、型枠10の幅よりも大きな幅の均し板2を、その下端が型枠10の上面に沿うように型枠10の一方の端部側から他方の端部側に移動させ、その移動の際に、均し板2の上端が下端よりも移動方向前方に位置するように傾斜させ、均し板2の下端から上端に向かう均し板の立設方向と、均し板2の移動方向とがなす傾斜角度aを30°以上60°以下にして混合材Cの表面を均す。
(もっと読む)
強化プラスチック成形品およびその成形方法
【課題】 この発明は、フロー成形時の流動性の異なるスタンパブルシートを用いた強化プラスチック成形品およびその成形方法に関する。
【解決手段】20〜40重量%のガラス繊維を含有した第1のスタンパブルシートと、70〜80重量%のガラス繊維を含有した第2のスタンパブルシートを積層する際に、金型の上型および下型に直接に第2のスタンパブルシートが接することがないよう第2のスタンパブルシートを中間層に配置し、その上および下に第1のスタンパブルシートをそれぞれ積層して金型上に載置し、プレス機を用いたフロー成形により一体成形されたことを特徴とする。
(もっと読む)
電子部品の樹脂封止成形方法
【課題】本発明は、一対の金型に対して二枚の基板に装着した電子部品を圧縮成形する際に、従来の複雑なクランプ手段を用いず、二枚の基板をほぼ同時に効率良く圧縮成形する電子部品の樹脂封止成形方法を提供することを目的とする。
【解決手段】三型構造の金型50と二枚の基板1に対応する少なくとも各下型キャビティ面29を被覆する離型フィルム15とを用いて、離型フィルム15の被覆時に、少なくとも各下型キャビティ面29から離型フィルム15を強制的に吸引排出して、各下型キャビティ面29に加えて、キャビティ側面30と基板間連絡路面31とで構成されるキャビティ面32を含む、キャビティ26全面の形状に沿って、離型フィルム15を緊張状態で被覆固定し、更に、この状態で、キャビティ26の各形成空間部内の溶融樹脂5を基板間連絡路27を介してキャビティ26に均等に調整することにより、二枚の基板1をほぼ同時に浸漬して圧縮成形する。
(もっと読む)
積層基板の製造方法
【課題】積層時に溶融した樹脂がピンに接着し、ピンの抜き取りが困難となり、基準孔の形成が困難である。
【解決手段】ピン105の側面を囲う樹脂製のスリーブ106が、熱流動性を有するプリプレグ108aに形成された孔110を貫通するように、プリプレグ108aを治具間に積層し、この積層の後に治具101、102でプリプレグ108aを加熱圧着させて硬化させる加熱工程と、この加熱工程の後に積層基板111を取り出す取出工程と、取出工程の後で積層基板から突出したスリーブ106を切断する切断工程とを有し、前記スリーブ106を貫通する孔106dを設けるとともに、スリーブ106は加熱工程における熱で非溶融としたものであり、切断工程でスリーブ106を切断すれば、孔106dが切断されることで容易に基準孔117を形成でき、生産性が良好である。
(もっと読む)
シート展張方法及びシート積層体の製造方法
【課題】剛性が低く自立性のない略四角形のシートを平面状態とすることが可能なシート展張方法、及びそのシート展張方法を用いたシート積層体の製造方法を提供する。
【解決手段】まず、シート1の第1の角部11をクランクピン17で支持し、第2の角部12をx軸正方向に移動可能なクランクピン18で支持し、第3の角部13をx軸負方向及びy軸正方向に移動可能なクランクピン19で支持し、第4の角部14をx軸正方向及びy軸正方向に移動可能なクランクピン20で支持する。次に、クランクピン17を固定することにより第1の角部11を固定し、クランクピン18〜20をそれぞれ移動させることにより第2〜第4の角部12〜14をそれぞれ引っ張る。
(もっと読む)
造形部品の製造方法および前記方法で得られる造形部品
本発明は、
− 一方向耐衝撃繊維と結合剤との単一層を含む(2)枚以上のシートを積み重ねてスタックを形成するステップと、次に、スタックを金型に入れるステップと、金型内のスタックを制御部材で固定するステップと、金型を閉じるステップと、
− 温度および圧力のもとでスタックを固化して曲面造形部品にするステップと
を含む、造形部品の製造方法に関する。本発明はさらに、前記方法で得られる製品に関し、その製品は耐衝撃用途に用いるのに非常に適しており、それには、例えばヘルメット、曲面パネル、円錐形標識およびドームがある。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】外観良好な熱可塑性樹脂成形品の製造方法を提供する。
【解決手段】機能性部材8を賦形するための凹部6が成形面に形成され、該凹部内に圧縮空気の供給と溶融状熱可塑性樹脂の供給が可能な成形型Aと、該成形型Aと対を成す成形型Bを用いて、所定形状に賦形された熱可塑性樹脂発泡シートに、部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂成形品の製造方法であって、以下の工程を全て含む熱可塑性樹脂成形品の製造方法。(1)成形型A3および成形型B7の間に、熱可塑性樹脂発泡シート1を供給する工程、(2)成形型Aの凹部内に圧縮空気を供給する工程、(3)型閉めする工程、(4)成形型A成形面に前記熱可塑性樹脂発泡シートを接触させる工程、(5)圧縮空気の供給を停止する工程、(6)成形型Aの凹部内へ溶融状熱可塑性樹脂を供給する工程、(7)溶融状熱可塑性樹脂の供給を停止する工程。
(もっと読む)
光電子部品および光電子部品の製造方法
【課題】樹脂封止成形用金型と離型フィルムとを用いて、基板に装着された光素子を樹脂封止成形して光電子部品を製造する際に、曲面形状を有するキャビティの表面に沿って、かつキャビティ全面に、離型フィルムをフィットさせる。
【解決手段】下型3と中間型4との間に離型フィルム7を張設し、中間型4を下降させて中間型4の下面と挟持部材12とによって離型フィルム7を挟持し、更に中間型4を下降させてキャビティ部材20の基板当接部位40よって離型フィルム7を伸張させるとともにエアブロー機構42によって下型キャビティ面5に向かって離型フィルム7をエアブローする。これにより、特有の曲面形状を有するキャビティにおける下型キャビティ面5に沿って離型フィルム7をフィットさせる。その後、キャビティに設けられた複数の凹部に複数の光素子が各々重なるようにして、複数の光素子を複数の凹部に各々収容する。
(もっと読む)
圧縮成形方法及びその装置
【課題】ペレットがキャビティの中央部とずれた位置に供給されてもセンターリング機能を有し、ペレットの偏りによる成形不良の発生を抑制する。
【解決手段】キャビティ4を形成する雌型5の底部型面の中央部を他の底部型面7と別体に形成して可動底部型面15とし、該可動底部型面15を雌型支持体6に一体に保持し、雌型5を雌型支持体6に対して軸方向に相対的に変位可能とし、型締め前は底部型面中央に段差部20を形成し、キャビティ内に供給されたペレットが段差部20に転がり落ちることによりペレットを底部型面中央に変位させ、型締めと共に可動底部型面15をキャビティ形成位置に変位させて圧縮成形を行う。
(もっと読む)
161 - 180 / 220
[ Back to top ]