
Fターム[4F204FF50]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給位置の (332) | 成形材料の配置 (220)
Fターム[4F204FF50]に分類される特許
61 - 80 / 220
RFIDタグの製造方法
【課題】接着剤を使用せずに、且つインレットを目的とする位置に確実に保持して成形できる耐久性のあるゴム製のRFIDタグを得る。
【解決手段】ICチップ6とそれに接続したアンテナ5からなるインレット4を上面に前記インレットが係合するインレット位置決め手段が形成されている加硫ゴムシート2−1上に配置し、その上から未加硫ゴムを熱溶着させて成形するか又は溶融未加硫ゴムを射出成形により熱溶着させて、前記インレット4が完全にゴム内に包囲されるように成形する。
(もっと読む)
ゴム製RFIDタグ及びその製造方法

【課題】接着剤を使用せずに、且つインレットをゴム内に確実に位置決めして内包させ、かつ被装着物品にも容易に取付できる耐久性のあるゴム製のRFIDタグを得る。
【解決手段】ICチップ6とそれに接続したアンテナ5からなるインレット4と、該インレット4をゴム内に包含させて一体成形させてなるゴム製のタグ本体2からなり、タグ本体2にインレットと接触しない位置に貫通穴3が形成されている。タグ本体は、加硫ゴムシートと未加硫ゴムとの組合せて加硫して成形される。
(もっと読む)
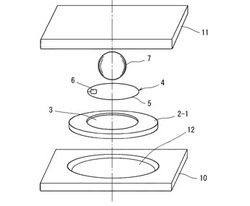
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズの製造方法およびその方法で得られたプラスチックレンズを提供する。
【解決手段】
プラスチックレンズ成形用として用いられる一対の型1を所定間隔離間させて対向配置させ、一対の型1の間にプレポリマーPを載置し、前記プレポリマーPを重合させるプラスチックレンズの製造方法であって、プレポリマーPは、25℃において50Pa・s以上10000Pa・s以下の粘度を有し、一対の型1の間に載置されるプレポリマーPの体積を、一対の型1により作られる空間の体積よりも小さくする。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
複合構造を作製するためのプロセス及び装置
【課題】航空エンジンナセル及びダクト部品に適した吸音外板等の有孔複合構造を作製するためのプロセス及び装置を提供する。
【解決手段】このプロセスは、マット部材、非含浸織物部材、樹脂フィルムを工具表面上に配置して、このマット部材上に配置されたピンを、織物部材と樹脂フィルムとを貫通して突出させ、穴を形成するステップを含む。織物部材は、マット部材と樹脂フィルムとの間に位置し、織物部材と樹脂フィルムとは、マット部材と工具表面とに沿う積重体を形成する。次にコール部材を積重体上に配置して、ピンをコール部材の孔に挿通させる。積重体を加熱することで、樹脂フィルムを溶融させ、溶融樹脂を織物部材に注入し、樹脂注入織物積重体を得た後、樹脂注入織物積重体中の溶融樹脂を少なくとも部分的に硬化させる。
(もっと読む)
メッシュ状導電性金属薄膜の製造方法
【課題】樹脂基板の表面にメッシュ状の金属薄膜を精度よく簡単に形成する方法を提供する。
【解決手段】粒径の略均一な多数の樹脂粒子1を相互に密接させた状態で一平面上に配列させて平板状集合体3を形成する。次に、前記樹脂粒子1よりも粒径の小さい多数の金属粒子2を前記平板状集合体3の樹脂粒子1の隙間に配置する。その後、前記金属粒子2が配置された前記平板状集合体3をプレスにて加圧加熱して、樹脂粒子1の軟化・変形及び/又は溶融により隣接する樹脂粒子1を結合して樹脂基板を形成すると共に、金属粒子2の軟化・変形及び/又は溶融により上記樹脂粒子1の隙間に沿った形状のメッシュ状に金属粒子2を結合する。これらの工程により、樹脂基板の少なくとも一方の面にメッシュ状の導電性金属薄膜を形成する。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】スティフナなどの突起部を有するFRPパネル構造体のVaRTM(真空減圧補助の樹脂トランスファー成形)を、該パネル上への突起部の高い位置決め精度で実現する。
【解決手段】プリフォーム23の突起部とパネル23表面それぞれの少なくとも1面に接触するように、互いに嵌合する構造を有する治具22,23を配置し、プリフォーム22,23への樹脂含浸が完了した後、余分な樹脂を吸引除去する工程を含み、かつ、該工程の開始時点から樹脂の硬化が行われるまでの間に上記治具22,23が嵌合することで、該突起部の位置決めが行われることを特徴とする繊維強化プラスチック構造体の製造方法。
(もっと読む)
架橋発泡成形体の製造方法および架橋発泡成形体
【課題】発泡成形体の表面を改質する工程を経ることなく、その表面が発泡成形体内部とは異なる性質を有する架橋発泡成形体の製造方法を提供する。
【解決手段】トレー状凹部4を備える下型と、前記トレー状凹部4を密閉し得る上型2とを用いて架橋発泡成形体を製造する方法であって、以下の工程を全て含む架橋発泡成形体の製造方法。(1)前記トレー状凹部4に、発泡剤および架橋剤を含む熱可塑性樹脂シート(A)5aと、発泡剤および架橋剤を含み、前記熱可塑性樹脂シート(A)5aとは樹脂組成の異なる熱可塑性樹脂シート(B)5bとを重ね、前記上型2と下型1とを型閉めしつつ、前記トレー状凹部4を前記熱可塑性樹脂シート(A)5aおよび熱可塑性樹脂シート(B)5aによって充填する工程、(2)型閉めした成形型を、加圧かつ加温する工程、(3)成形型を型開きし発泡成形体を得る工程
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を少ない工数で、作業性よく製造する。
【解決手段】エアにより、補強繊維を分散及び/又は混合する第1のステップと、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8Bを形成する第2のステップと、補強繊維集積体8Bを回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第3のステップとからなる。そして、第1のステップから第3のステップまでを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
車両用内装材のリサイクル方法
【課題】 強度が高い品物を成形することができる車両用内装材のリサイクル方法を提供する。
【解決手段】高強度繊維からなる第1及び第2網状体2,6の三辺を縫い合わせることによって残りの一辺が開口した袋体11を構成する。袋体11には、車両用内装材を粉砕してなる小片4aと繊維状ホットメルト接着剤4bとを混合してなる成形材料を詰め込む。その後、袋体11の開口部を閉じる。袋体11並びにその内部に詰め込まれた小片4a及びホットメルト接着剤4bは、加熱しながら加圧することによって平板とする。この平板と表皮とを成形型によって加圧成形し、車両用内装材を得る。
(もっと読む)
積層シートの製造方法
【課題】既存の製造設備にも適用することができ、補強材であるガラス繊維網状体とフッ素樹脂フィルムとを高い接着強度で連続的に積層することができる積層シートの製造方法を提供する。
【解決手段】融点がTA(℃)のフッ素樹脂フィルムAと、バインダーでガラス繊維ヤーンを網目状に固定したガラス繊維網状体Xと、融点がTB(℃)のフッ素樹脂フィルムBと、融点がTC(℃)のフッ素樹脂フィルムCとを、この順に重ねた状態で、フッ素樹脂フィルムCに接するロール11(温度T1(℃))、および前記ロール11と対向してフッ素樹脂フィルムAに接するロール12(温度T2(℃))により、TC>T1>TB、かつT1>TA>T2の条件で連続的に加熱加圧し、溶融接着して積層する積層シートYの製造方法。
(もっと読む)
構造複合材料要素の製造
第1(50a)および第2のモールドの一半(50b)を含むモールド(50a、50b)内で構造複合材料要素を製造する方法が提供される。この方法は、繊維または織物のプリフォーム(10)を準備するステップと、プリフォームとは別個の樹脂層(20)を準備するステップと、プリフォームまたは樹脂層の一方をモールドの第1のモールドの一半に挿入するステップと、次いでプリフォームまたは樹脂層の一方が第1のモールドの一半内のプリフォームまたは樹脂層の他方の頂面上に配置されるようにプリフォームまたは樹脂層の他方を前記第1のモールドの一半内に別個に挿入するステップとを含む。次に、前記第1のモールドの一半上で第2のモールドの一半が閉じられ、また、樹脂膜をプリフォームに含浸させるために圧縮機内でモールドが加圧され、モールドは製造方法の最初から最後まで一定の温度に維持される。 (もっと読む)
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
複合材料メンバーとその作製方法
【課題】ゴム子と複合繊維子を一体に結合する複合材料メンバーとその作製方法を提供する。
【解決手段】金型を利用し、金型は、第1金型と、第2金型と、を含み、第2金型は一つの金型空洞を有し、第1金型に複合繊維子32を入れ、複合繊維子32は、樹脂3202で少なくとも一つの繊維層3204を覆って構成されるステップと、第1金型と第2金型を型合せるステップと、金型空洞にゴムを充填することにより、複合繊維子3204の樹脂3202にゴム子34を成形するステップと、を含む。
(もっと読む)
シートモールディングコンパウンド
【課題】優れた機械特性を有する成形物を容易に製作可能なシートモールディングコンパウンドを提供する。
【解決手段】本発明のシートモールディングコンパウンド1は、平面Pを形成する幅Wおよび長さLと、幅Wおよび長さLに比べると極めて薄い厚さTとを有しており、繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが前記平面Pにおいてランダムに分布している第一群の集合体3、および繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが、前記平面Pにおける所定の方向FBに沿って主に分布している少なくとも1つの第二群の集合体3を含む。前記少なくとも1つの第二群の集合体4は、最大の引張強度の分布方向以外の少なくとも1つの特性が第一群の集合体3と異なっている。
(もっと読む)
絶縁シートの製造方法
【課題】熱伝導性及び絶縁性が比較的高い絶縁シートの製造方法を提供する。
【解決手段】無機フィラー3とポリマー成分4とを備えるポリマー組成物をシート状に成形してポリマーシート2a、2a’を形成するポリマーシート形成工程と、少なくとも2枚の該ポリマーシート2a、2a’を積層して熱プレスし2層以上のポリマー層2b、2b’を有する積層体2cを形成する熱プレス工程とからなる絶縁シートの製造方法であって、ポリマーシート形成工程ではポリマー層2b、2b’の無機フィラー3を該ポリマー層2b、2b’から突き出させ得るように、最大粒径が該ポリマー層2b、2b’の厚さよりも大きな無機フィラー3を用い、熱プレス工程ではポリマー層2b、2b’から無機フィラー3を突き出させて、該無機フィラー3を積層体2cを形成するポリマー層2b、2b’に挿入させる。
(もっと読む)
非浸透性表皮材、成形シート材料、および該成形シート材料の製造方法
【課題】本発明の課題は、自動車の内装材等に用いられる成形シート材料の外観を良好に維持することにある。
【解決手段】繊維シートからなる表皮に通気抵抗が0.06〜3.0kPa・s/mの紙材料を裏打ちした非浸透性表皮材を多孔質基材に積層し所定形状に成形する。成形時に該多孔質基材から滲出する含浸物や混合物は該紙材料によって堰止められて表皮材表面に達しない。
(もっと読む)
太陽電池モジュール製造用の改良型非オートクレーブ積層法
太陽電池モジュールを製造するための改良型非オートクレーブ積層法が開示される。この方法は、加熱/真空工程に続いて付加される付加的な加熱ステップを含む。  (もっと読む)
(もっと読む)
61 - 80 / 220
[ Back to top ]