
Fターム[4F204FF50]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給位置の (332) | 成形材料の配置 (220)
Fターム[4F204FF50]に分類される特許
21 - 40 / 220
樹脂歯車およびその製造方法とその製造装置
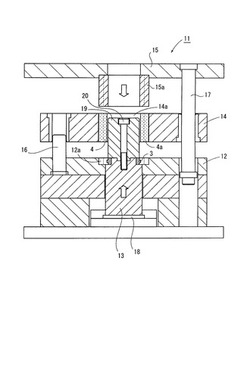
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
吸収性物品に係るプレス装置、及びプレス方法

【課題】ロールの外周面への接着剤の付着や同外周面への繊維状連続シートの貼り付きを軽減する。
【解決手段】互いの外周面を対向させて駆動回転する一対のロールを具備し、前記一対のロール同士の間のロール間隙に、熱可塑性接着剤を介して重合物が重ね合わされた状態の繊維状連続シートをその連続方向に沿って通す際に、前記外周面によって前記重合物と前記繊維状連続シートとを一体に挟圧するプレス装置である。前記一対のロールのうちで少なくとも前記繊維状連続シートの側に位置するロールを加熱する加熱機構を有する。前記加熱機構によって、前記ロールの外周面の温度が70℃〜120℃の範囲に収まるように前記ロールが加熱される。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】厚みの違う複数の被封止品に対して、圧縮封止不良を防止しつつ同時に成形可能とし且つ樹脂の部分の厚みを均一にすることができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、2つの被成形品102を上型112と下型140との間に並列成形された2つのキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、キャビティ毎に、2つの被成形品102の厚みの違いに応じて被成形品102の保持高さを変更しキャビティにおける被成形品102の圧縮封止側の面を同位置にさせる緩衝機構124を備える。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
繊維強化複合材の製造方法
【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
サンドイッチ構造体
【課題】表皮材の曲げ弾性率が高く高剛性のサンドイッチ構造体を提供する。
【解決手段】芯材8aと、該芯材8aの両面に設けられた表皮材8bとを有するサンドイッチ構造体8であって、該芯材8a及び表皮材8bは、短繊維がマトリックス樹脂中にランダムに分散した繊維強化樹脂よりなる。芯材8a中の強化繊維含有率が20〜80wt%であり、表皮材中の強化繊維含有率が30〜80wt%であり、表皮材の曲げ弾性率が10GPa以上が必須であり、芯材の見かけ密度が0.2〜1.2g/cm3以上である。好ましくは、表皮材の空隙率が10vol%未満であり、芯材の空隙率が10〜80vol%である。
(もっと読む)
湾曲形状を有する繊維強化プラスチック成形品
【課題】高強度化、軽量化に加えて、従来の方法では達成できなかった湾曲形状を有する繊維強化プラスチック成形品の良好な外観を得ることができ、この特性が要求される用途に適した湾曲形状を有する繊維強化プラスチック成形品を提供する。
【解決手段】連続繊維束を有する連続繊維強化シートを含む少なくとも3層以上からなる積層体からなり、意匠面を構成する最表層11から2層目に不織布シート13が挟まれるとともに、最表層11の連続繊維束の配向方向に直交する方向に湾曲してなることを特徴とする湾曲形状を有する繊維強化プラスチック成形品10。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
多層銅張積層板の製造方法
【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
成形品及びその製造方法
【課題】強度が高く、意匠性に優れた成形品を提供すること。
【解決手段】成形品10は、SMC又はBMCを含む第1の成形材料13により構成され、一方の面側に形成されたリブ部12を有する構造層11と、構造層11の他方の面側に固着され、構成繊維間に所定の間隙17を有する織布又は不織布により構成された補強層14と、補強層14に固着され、所定の大きさL2を有する加飾用の柄材18を含有するBMCを含む第2の成形材料21により構成される表面素材層20と、を備え、構造層11、補強層14及び表面素材層20が熱圧成形によって一体的に構成される。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法、樹脂含浸シート及びガラス繊維織物強化ポリカーボネート樹脂成形体
【課題】煩雑な工程を経なくとも気泡がなく熱膨張係数の低いガラス繊維織物強化ポリカーボネート樹脂成形体を提供可能な製造方法を提供すること。
【解決手段】ポリカーボネート樹脂の溶液を含浸させたガラス繊維織物から、前記溶液中の溶媒を除去して得た樹脂含浸シートと、ポリカーボネート樹脂フィルムとの積層体を、加熱及び加圧する、ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法であって、前記樹脂含浸シートのガラス含有率は60〜95質量%であり、前記ガラス繊維織物強化ポリカーボネート樹脂成形体のガラス含有率は5〜40質量%である、製造方法。
(もっと読む)
エレベータ用かご及びその製造方法
【課題】軽量、難燃性を確保しつつ、剛性、曲げ強度等の機械的強度が向上したエレベータ用かごを得る。
【解決手段】この発明に係るエレベータ用かごは、繊維強化複合材料からなるスキン材8で表面を覆ったパネル6により区画されたかご室を有するエレベータ用かごにおいて、スキン材8は、補強繊維に難燃性樹脂を含浸させた難燃層10と、この難燃層10に積層して設けられ補強繊維に非難燃性樹脂を含浸させた非難燃層9とが一体化されて構成されている。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
複合材料製構造部材の成形方法
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とする。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
21 - 40 / 220
[ Back to top ]