
Fターム[4F204FQ32]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用ローラ装置 (200) | 加熱、冷却手段を有するもの (76)
Fターム[4F204FQ32]の下位に属するFターム
熱媒体によるもの (6)
電気的手段によるもの (2)
Fターム[4F204FQ32]に分類される特許
1 - 20 / 68
タイヤ成形用部材の溝付け装置、タイヤ成形用部材の製造装置および製造方法
【課題】シート状未加硫ゴムの生産設備を停止させることなく、溝付けロールの交換が可能な技術を提供する。
【解決手段】突条を備えた溝付けロールを有し、搬送路に沿って搬送されるシート状未加硫ゴム表面に突条を押し付けることができる溝付け位置に溝付けロールを配置して、未加硫ゴム表面にエア逃がし用溝を形成する装置であって、回転軸と、回転軸に取り付けられる複数種の溝付けロールと、回転軸を昇降させて溝付けロールを溝付け位置に進入または退避させる昇降手段とを備え、溝付け位置における溝付けロールを他の溝付けロールに変更するときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させ、回転軸を回転させた後、回転軸を降下させることにより、他の溝付けロールを溝付け位置に配置し、溝付けロールを使用しないときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させる装置。
(もっと読む)
波長変換型太陽電池封止材の製造方法及び太陽電池モジュール

【課題】太陽電池モジュールに適用したときに、発電効率を維持又は向上しつつ、安価な波長変換型太陽電池封止材の製造方法を提供する。
【解決手段】シート状の封止材表面のうち、太陽電池モジュール作製時に太陽電池セル10と接する面に、蛍光物質を含有する球状蛍光体40を2次元的に散布、付着させて形成する工程を有する、波長変換型太陽電池封止材30の製造方法。
(もっと読む)
熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材
【課題】熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材、及びその製造方法、並びに当該熱可塑性樹脂補強シート材を用いて成型される高品質、ドレープ性が維持された熱可塑性樹脂多層補強シート材を提供する。
【解決手段】熱可塑性樹脂補強シート材1は、複数の補強繊維2fがサイジング剤等により集束した補強繊維束2tを幅方向に複数本引き揃えシート状とした補強繊維シート材2と、補強繊維シート材に付着されたマトリックス樹脂となる熱可塑性樹脂シート材3と、熱可塑性樹脂シート材3の溶融温度より低い温度で溶融又は軟化する接着用熱可塑性樹脂材4とを備え、熱可塑性樹脂シート材3の両面に補強繊維シート材2を付着させて構成される。
(もっと読む)
シート成形用ロール及びシート成形方法
【課題】耐久性を低下させることなく温調能力の向上を図る。また、外セルの柔軟性が軸方向で異なる成形ロールを得る。
【解決手段】シート2を加圧成形するための円筒状の外セル5と、外セル5の内部に配され外セル5の内径よりも小さい外径を有する円筒状の内セル6と、を備える。外セル5が、外セル5と内セル6と間の空間を回流する温調液7によって温調されるシート成形用ロールにおいて、外セル5の内周面に、外セル5の軸回りに沿って延びる雌ネジ状又はリング状の凹部12が形成される。凹部12の深さは、外セル5の径方向の厚みの0.1倍以上である。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
加飾用成形シート及びその製造方法、並びに加飾用成形シートを使用して製造した成形品及びその製造方法
【課題】意匠性に優れ、成形品の生産効率を向上することができる加飾用成形シートを提供すること。
【解決手段】加飾用成形シート5は、構成繊維間に所定の間隙17を有する織布14aにより構成された織布層14と、織布層14の一方の面側に配置され、加飾用の成形材料を含む第1の層20aと、織布層14の他方の面側に配置され、前記成形材料を含む第2の層20bと、を一体に備える。加飾用の成形材料は、加飾用の柄材18を含有する。第1の層20a及び第2の層20bの表面には、剥離可能な保護フィルム25,25を備える。織布14aにおける構成繊維間の間隙17の大きさL1は、加飾用の柄材18の大きさL2よりも小さい。
(もっと読む)
セパレータ
【課題】 100℃を超える高温においても、セパレータ基材の融解や変形が無く、しかも、セパレータの製造時や加工時、ロール状に巻回する際等に破断や裂けが生じない、ポリ乳酸系基材を有するセパレータを提供する。
【解決手段】 本発明のセパレータは、セパレータ基材が、ポリ乳酸(A)を含み、且つ該ポリ乳酸(A)100重量部に対して、軟質脂肪族系ポリエステル(B)を5〜30重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上であるポリ乳酸系フィルム又はシートで構成されている。
(もっと読む)
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、粒子状のゴムの外部にグラフト層を持つコアシェル構造重合体(B)を1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
吸収性物品に係るプレス装置、及びプレス方法
【課題】ロールの外周面への接着剤の付着や同外周面への繊維状連続シートの貼り付きを軽減する。
【解決手段】互いの外周面を対向させて駆動回転する一対のロールを具備し、前記一対のロール同士の間のロール間隙に、熱可塑性接着剤を介して重合物が重ね合わされた状態の繊維状連続シートをその連続方向に沿って通す際に、前記外周面によって前記重合物と前記繊維状連続シートとを一体に挟圧するプレス装置である。前記一対のロールのうちで少なくとも前記繊維状連続シートの側に位置するロールを加熱する加熱機構を有する。前記加熱機構によって、前記ロールの外周面の温度が70℃〜120℃の範囲に収まるように前記ロールが加熱される。
(もっと読む)
成形用硬化性組成物の賦形方法
【課題】硬化性組成物の粘着性を低減した、硬化性組成物の賦形方法を提供することを目的とする。
【解決手段】
1分子中に1個を超えるアルケニル基を有する重合体(A)と、(A)成分中のアルケニル基の総量に対し0.3〜0.7当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)と、ヒドロシリル化触媒(C)とを含有する組成物を反応させる第一の工程と、第一の工程により得られた組成物を80℃以下に冷却し、(A)成分中のアルケニル基の総量に対し0.3〜3当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)、ヒドロシリル化触媒(C)及び保存安定改良剤(D)を添加する第二の工程、第二の工程より得られた組成物をロール圧延によりシート状に賦形することにより、作業効率が良く、寸法精度の良好な賦形物を得る。
(もっと読む)
未加硫ゴムの圧延装置
【課題】カレンダーロールへのゴムシートのゴム焼けや密着を有効に低減させることができる未加硫ゴムの圧延装置を提供する。
【解決手段】三本以上のカレンダーロールで、未加硫ゴムの連続圧延し、各カレンダーロールの温度をそれぞれ独立に調整して、最終のカレンダーロール4を最も高温とし、中間のカレンダーロール3を最も低温としてなることを特徴とする。
(もっと読む)
カレンダ装置
【課題】カレンダ装置の全長を抑える。
【解決手段】カレンダ装置10は、樹脂材料を練って押し出す押出ユニット3と、押し出された樹脂材料を加圧する第1のロールユニット5と、第1のロールユニット5からの樹脂材料を圧延する第2のロールユニット7と、第2のロールユニット7で圧延された樹脂材料を巻き取る巻取ロール11とを備える。第2のロールユニット7が第1のロールユニット5よりも前方側に位置する。
(もっと読む)
誘導加熱式ロール装置
【課題】樹脂材料を圧延しながらまたは練りながら当該樹脂材料を加熱する場合に、ロールの温度を設定温度まで短時間で上昇させることができるとともに、設定温度まで上昇した後に、ロールの温度を上限温度以下に抑えることもできる装置を提供する。
【解決手段】樹脂材料を間に挟むことで、当該樹脂材料を圧延しまたは練る第1および第2の樹脂加工体を備える。第1および第2の樹脂加工体の少なくとも一方は、ロール5aである。ロール5aの内部に設けられた誘導加熱コイル25と、ロール5aの内部に形成された冷媒流路37に、冷媒を供給する冷媒供給装置27と、をさらに備える。誘導加熱コイル25は、ロール5aを誘導加熱し、冷媒供給装置27は、冷媒流路37に冷媒を供給することで、加熱されたロール5aを冷却する。
(もっと読む)
装飾用フィルムの製造方法
【課題】ポリオレフィン系樹脂組成物を用いたカレンダー成形法による装飾用フィルムの製造方法であり、漆黒性を有するとともに、PVCを用いた場合のような良好な品質を有するフィルムを得ることが可能な製法を提供する。
【解決手段】カーボンブラックを含有するポリオレフィン系樹脂組成物を調製する工程と、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程とを有し、ポリオレフィン系樹脂組成物を調製する工程は、ポリオレフィン系樹脂組成物の温度がカレンダーロール加工時の温度より高温で、かつ、ポリオレフィン系樹脂組成物の分解温度未満となる条件下で原料混合物を溶融混練することにより行い、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程は、カレンダーロール設備温度が160〜190℃、カレンダーロール上のポリオレフィン系樹脂組成物の温度が160〜190℃の条件下で行う、単層構造の装飾用フィルムの製造方法。
(もっと読む)
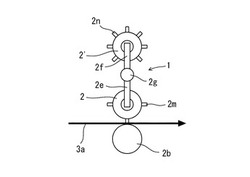
成形装置および成形方法
【課題】樹脂組成物を加圧してシート状に成形する際に当該樹脂組成物に金属粉末が混入するのを確実に防止することができる成形装置および成形方法を提供すること。
【解決手段】成形装置1は、並べて設置された一対のローラ2a、2bを備えている。この成形装置1は、ローラ2aとローラ2bとの間で樹脂組成物を加圧してシート状に成形する装置である。そして、成形装置1では、ローラ2a、2bは、それぞれ、その少なくとも外周面41がセラミックスで構成されている。
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。  (もっと読む)
(もっと読む)
複合材部品製造方法、複合材部品製造装置及び検査装置
【課題】本発明の目的は、適切に貼り付けられた繊維強化プラスチックテープの貼り付け状態を誤って不適切と判定することを防止することである。
【解決手段】複合材部品製造方法は、繊維強化プラスチックテープを積層する過程を有する。複合材部品製造方法は、繊維強化プラスチックテープの積層中に、繊維強化プラスチックテープ70の貼り始め部位V1から貼り終り部位Vnまでの複数部位V1〜Vnにおいてテープ70の貼り付け状態を判定することを具備する。複数部位V1〜Vnの第1部位においてテープ70が他の繊維強化プラスチックテープと重なっていると判定され、且つ、複数部位V1〜Vnの第2部位においてテープ70と他の繊維強化プラスチックテープとの間に隙間があると判定された場合に積層が停止される。複数部位V1〜Vnの全てにおいてテープ70が他の繊維強化プラスチックテープと重なっていると判定された場合に積層が継続される。
(もっと読む)
検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置
【課題】本発明の目的は、繊維強化プラスチックテープ間の隙間量が精度よく測定される検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置を提供することである。
【解決手段】検査方法は、積層ヘッド23が移動しながら繊維強化プラスチックテープ70を貼り付ける貼り付け中に積層ヘッド23に取り付けられた撮影ユニット31が画像を撮影すること、繊維強化プラスチックテープ70の貼り付け中における積層ヘッド23の移動変位の撮影ユニット31の光軸方向の移動変位第1成分と、移動変位の光軸方向に垂直な面内の移動変位第2成分と、画像とに基づいて、繊維強化プラスチックテープ70と他の繊維強化プラスチックテープの間の隙間量を算出すること、を具備する。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
1 - 20 / 68
[ Back to top ]