
Fターム[4F205AD16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 繊維製品(編織物、不織布、長繊維物、コード) (897)
Fターム[4F205AD16]に分類される特許
61 - 80 / 897
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法
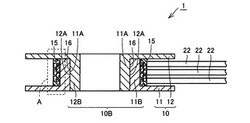
【課題】繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる継ぎ手補助部材を提供する。
【解決手段】継ぎ手補助部材1は、繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、環状部10Bを有するベース部材と、環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを備え、強化繊維束20は、環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22とを含み、固定部21には、樹脂30が含浸硬化されている。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法

【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
ケース、ケースの製造方法、及び成形型ユニット
【課題】フランジ9,13にしわや繊維の蛇行の発生を抑えて、ファンケース1全体の強度及び剛性を十分に高めること。
【解決手段】ケース本体7の内部からフロントフランジ9の内部及びリアフランジ13の内部にかけて、強化繊維からなる織物17を含む複数の織物層19を有し、ケース本体7の内部のみに、複数の織物層19の他に、傾斜角(β)±0〜10度の強化繊維からなるロービング25を含む複数のロービング層27を有していること。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
ロボットフォーク用プリプレグおよびその製造方法、ならびにロボットフォークの製造方法
【課題】軽量でありながら、高強度を有し、かつ低コストであるロボットフォークを得るための強化繊維プリプレグを提供すること。
【解決手段】強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、コンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
(もっと読む)
複合材構造体の成形方法
【課題】複合材構造体の内側の形状、寸法の精度を向上させることが可能な複合材構造体の成形方法を提供することを目的とする。
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法
【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
中空繊維強化プラスチックの製造方法
【課題】中子を高精度でかつ高剛性にてしかも軽量に作製でき、中子内への樹脂浸透の問題を発生させずに、成形後に中子内部材も容易に取り出すことができ、取り出した内部材も容易に再使用可能であり、所望の中空繊維強化プラスチックを確実に効率よく製造できる方法を提供する。
【解決手段】固体粒子を水溶性粘着剤により結合することによりブロック体を形成し、該ブロック体を樹脂不浸透性の膜で覆うことにより中子を作製し、該中子を用いて該中子の周囲に繊維強化プラスチックを成形し、成形後に、水溶性粘着剤による結合を解除して中子内の固体粒子を成形された繊維強化プラスチックの外部へ排出することを特徴とする中空繊維強化プラスチックの製造方法。
(もっと読む)
成形体の加熱方法及び加熱装置
【課題】繊維が複数の方向に巻かれている場合にも、均一に且つ熱効率良く誘導加熱して成形体の樹脂を熱硬化させることができる、成形体の加熱方法及び加熱装置を提供すること。
【解決手段】樹脂11を含浸したカーボン繊維12がヘリカル巻き及びフープ巻きされた未硬化のタンクを加熱して樹脂11を熱硬化する際、誘導加熱コイル30の巻き方向をヘリカル巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行う。その後、同じ誘導加熱コイル30を用いて、誘導加熱コイル30の巻き方向をフープ巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行うようにした。
(もっと読む)
クリールスタンド用ブレーキおよびゴムシートの製造方法
【課題】簡便で安価な構造で、かつボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理することができるクリールスタンド用ブレーキを提供する。
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】繊維強化層の強度を維持しつつ、ライナを透過したガスを好適に排出するガスタンクを提供する。
【解決手段】ガスタンク2は、ライナ10と、当該ライナ10に設けられた口金11、12と、ライナ10と口金11、12の外周面を覆う繊維強化樹脂層13を有している。ライナ10及び口金11、12と、繊維強化樹脂層13との間には、複数のパイル30からなるパイル層20が設けられている。パイル層20は、口金11、12と繊維強化樹脂層13との間からガスタンク2の外部に通じている。ライナ10を透過したガスは、パイル層20を通ってガスタンク2の外部に排出される。
(もっと読む)
繊維強化された積層構造体におけるしわを検出する方法並びに繊維強化された積層構造体の熱スキャンを実施するための補助装置
【課題】繊維強化された積層体構造におけるしわを検出する有利な方法を提供する。
【解決手段】繊維強化された積層構造体(1)におけるしわ(3)を検出する方法であって、積層構造体(1)を局部的に加熱又は冷却し、この際に加熱箇所又は冷却箇所を、規定された経路(7)に沿って移動させ、積層構造体(1)の温度を、加熱箇所又は冷却箇所とは異なった測定箇所において測定し、測定箇所を、加熱箇所又は冷却箇所と同じ経路(7)に沿って移動させ、しわ(3)を、規定された経路(7)に沿って発見された温度の異常から検出する。
(もっと読む)
複合構造体
【課題】航空機翼のエーロフォイルに好適に使用され、
角部において荷重を効果的に伝達できる複合構造体を提供する。
【解決手段】第1のセクション、第2のセクション、及び第1のセクションと第2のセクションとを接合する湾曲した角部を含む複合構造体であって、繊維強化プライのスタックを含み、該スタックは、第1のセクションから角部の内側を曲がって第2のセクションへ延びる第1の外側プライと、第1のセクションから角部の外側を曲がって第2のセクションへ延びる第2の外側プライとを含み、不連続的な第1の内側プライが、第1の外側プライ及び第2の外側プライ間に挟まれ、該構造体の内部で途切れており、第2のセクション内よりも第1のセクション内に該第1の内側プライが多く位置しており、第2の内側プライが第1の外側プライ及び第2の外側プライ間に挟まれた複合構造体。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車
【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
フィラメントワインディング装置
【課題】モーションコントローラを再起動させると、繊維束を巻き付ける一連の動作が連続して実行される技術を提供する。
【解決手段】反復動作を行なう装置と発散動作を行なう装置を備えてライナー1の外周面1Sに繊維束Fを巻き付けるフィラメントワインディング装置100において、繊維束Fを巻き付ける一連の動作の途中で停電により停止した場合に再起動をすると前記反復動作を行なう装置は停止した位置から繊維束Fを巻き付ける一連の動作を再開し、前記発散動作を行なう装置はみなし原点位置から繊維束Fを巻き付ける一連の動作を再開する、とした。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
61 - 80 / 897
[ Back to top ]