
Fターム[4F205AD18]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 構造材(←芯材) (31)
Fターム[4F205AD18]に分類される特許
1 - 20 / 31
引抜き成形品の製造装置および引抜き成形品の製造方法
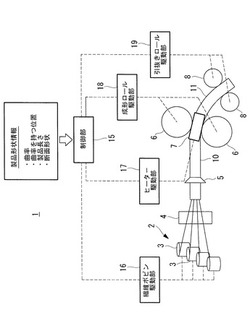
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
ロボットフォーク用プリプレグおよびその製造方法、ならびにロボットフォークの製造方法
【課題】軽量でありながら、高強度を有し、かつ低コストであるロボットフォークを得るための強化繊維プリプレグを提供すること。
【解決手段】強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、コンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車

【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
FRP構造要素およびそれを用いたパネル構造体
【課題】構造体の各部を形成する構造要素という概念に着目し、該構造要素に特別の工夫を加えることで、FRP構造体全体として高い設計の自由度を持って容易に所望の形状に成形可能とし、かつ、構造要素単体としてもその集合体としてもFRPが有する優れた特性を容易に発現させることが可能なFRP構造要素、およびそれを用いたパネル構造体を提供する。
【解決手段】平面形状が5角形または6角形の多角形に形成された繊維強化樹脂成形体からなり、該多角形の全辺部にスチフナが閉ループ形状に形成されて閉ループ稜構造に構成され、該閉ループ形状の内側が面構造に構成されていることを特徴とするFRP構造要素、およびそれを用いたパネル構造体。
(もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード
【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
連結部材およびその製造方法
【課題】車両のサスペンションアームなど、機械構成部品に連結される、一対のブラケット間に作用する引張強度と圧縮強度を両立させた連結部材と、このような連結部材として、より信頼性の高い連結部材を安価に製造する方法を提供する。
【解決手段】連結部材1Aは、一対の筒状のブラケット部11A,11Aと、一対の筒状ブラケット部11A,11Aを連結するアーム部12と、を備えた金属部材10Aと、金属部材10Aを囲繞するように、筒状ブラケット部11Aの外周面14Aに巻き付けられた連続強化繊維23を含む繊維強化樹脂材21Aと、を含む。
(もっと読む)
エレベータ用かご及びその製造方法
【課題】軽量、難燃性を確保しつつ、剛性、曲げ強度等の機械的強度が向上したエレベータ用かごを得る。
【解決手段】この発明に係るエレベータ用かごは、繊維強化複合材料からなるスキン材8で表面を覆ったパネル6により区画されたかご室を有するエレベータ用かごにおいて、スキン材8は、補強繊維に難燃性樹脂を含浸させた難燃層10と、この難燃層10に積層して設けられ補強繊維に非難燃性樹脂を含浸させた非難燃層9とが一体化されて構成されている。
(もっと読む)
断面が半ネイルヘッドまたはネイルヘッド状である複合材繊維製異形断面材の作製方法
本発明の目的は、少なくとも1つのプリフォームが該プリフォームの接合箇所に曲率半径を有するプリフォームをT形に組み立てることによって生じる、断面がネイルヘッドまたは半ネイルヘッド形状のスペースを埋めるための繊維製異形断面材の作製方法において、粉末を活性化する予備成形機であって、所望の異形断面材の形状に適合する形状の通路を繊維(28)が通過する予備成形機(30)に粉末を塗布した繊維(28)を供給したのち、前記繊維製異形断面材(32)を冷却し、所望の異形断面材の形状に適合する形状の空洞に通して形状を一致させる成形機(34)にプリフォーム成形した前記繊維を通過させることを特徴とする方法(32)である。 (もっと読む)
サンドイッチ構造体用の補強構造
サンドイッチ構造体に適用される本発明に係る切り欠き部補強構造を形成する際に、好ましくは発砲材料からなるブレードコアの強度特性を向上させる為に2つの方法が組み合わされる。この目的の為に、ブレードが前記ブレードコアの貫通孔内に引き込まれる繊維束に結合される。結果として、サンドイッチ構造体用の本発明に係る切り欠き部補強構造は、部品の低重量化を図りつつ際立った強度特性を有する。 (もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
パネルの凹部に埋め込まれたパッドを有するストリンガを具備する複合構造体及び力の伝達方法
例えば航空機の翼または胴体の外板を形成し得る複合構造体は、パネル(20)と、パネル(20)の表面に結合された一連のストリンガ(21〜23)とを具備している。各ストリンガは、パネル(20)に垂直に延びるウェブ(24)と、パネルと共平面にある一対のフランジ(25,26)とを具備している。ウェブ(24)は、横の曲げ剛性及び軸方向剛性を次第に増加させること及び局部的応力集中を軽減することによって外板からストリンガへの荷重の伝達を促進するために、ラン・アウト(run-out)でテーパー付けされている。パッド(27)がストリンガ(22)の基部から下方へ突出して、ウェブ(24)及びフランジ(25,26)の端を越えて延びている。パッド(27)はパネルの凹部に埋め込まれている。凹部は、右側端壁(30)と左側端壁(31)とを有している。壁(30,31)はほぼ反対向きに配向されていて、ストリンガの長さにほぼ垂直にストリンガの幅を横切って延びている。端壁(30)はパッド(27)の右側端面(32)に係合し、端壁(31)はパッド(27)の左側端面(33)に係合する。 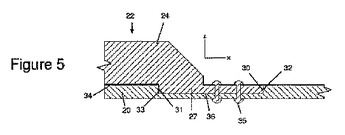 (もっと読む)
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。 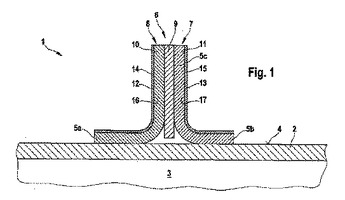 (もっと読む)
(もっと読む)
複合構造緩衝体
【課題】三次元複合構造体を用いた耐久性に優れた複合構造緩衝体を提供する。
【解決手段】線条ロッドが三次元に斜交配列してなる線条体の空隙が可撓性マトリックスによって充填された複合構造体からなり、該複合構造体の表面が弾性被覆によって覆われていることを特徴とし、橋台と橋桁端との間に介設され、橋梁の耐震構造部材として好適な複合構造緩衝体。
(もっと読む)
複合構造緩衝体
【課題】三次元複合構造体を用いた応力変位特性に優れた複合構造緩衝体を提供する。
【解決手段】線条ロッドが三次元に斜交配列してなる線条体の空隙が可撓性マトリックスによって充填された複合構造体からなり、該複合構造体が剛性仕切板を挟んで積層された構造を有することを特徴とし、橋台と橋桁端との間に介設され、橋梁の耐震構造部材として好適な複合構造緩衝体。
(もっと読む)
補強発泡材料の局所的加工方法及びサンドイッチ構造体
本発明は少なくとも一つの支柱によって補強された発泡材料を有する構造体を加工部位において局所的に加工する方法を提供する。まず、加工部位の領域における支柱連結ゾーン内に前記少なくとも一つの支柱を残しつつ発泡材料が選択的に除去される。次いで、支柱連結ゾーンが充填材で充填され、前記少なくとも一つの支柱が支柱連結ゾーン内で充填材料に連結される。他の態様においては、発泡コアを有するサンドイッチ構造体が提供される。埋込部が少なくとも部分的に発泡コア内に埋め込まれ、充填材料層によって少なくとも一部が囲繞される。少なくとも一つの支柱が発泡材料に組み込まれ、一端部において発泡コアの表面に締結され且つ他端部において充填材層に結合される。 (もっと読む)
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。 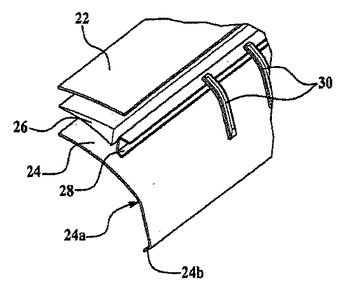 (もっと読む)
(もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 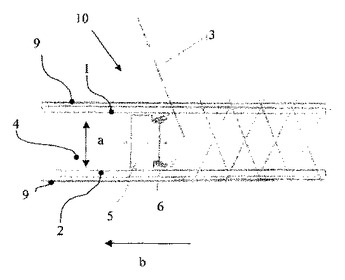 (もっと読む)
(もっと読む)
1 - 20 / 31
[ Back to top ]