
Fターム[4F205AH55]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 丸形容器(←びん、ジャー、タンク) (254)
Fターム[4F205AH55]に分類される特許
241 - 254 / 254
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
圧力容器およびその製造方法
容器本体(2)の表面に、樹脂を含浸させた強化繊維である強化繊維樹脂(3)からなる繊維強化樹脂層(4)を形成した圧力容器(1)であって、繊維強化樹脂層(4)を硬化させた後、容器本体(2)と繊維強化樹脂層(4)にプレストレスをかけるために、容器表面の周方向の歪が0.7%以上0.9%以下となるように内圧をかけて容器本体(2)を塑性変形(自緊処理)させ、破壊圧力が充填圧力の2.2〜2.8倍となる充填圧力で高圧ガスを貯蔵する圧力容器(1)である。該圧力容器(1)は、疲労特性と破裂特性に優れ、かつ軽量なものとなるので、高圧ガス用の貯蔵容器等に好適に用いられる。 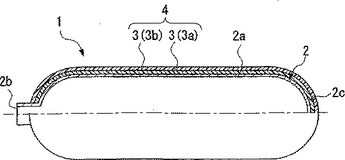 (もっと読む)
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
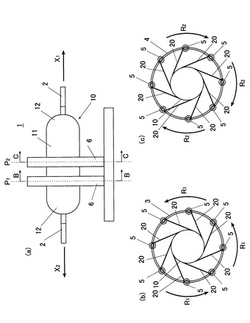
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
熱可塑性ポリエステルの成形
熱可塑性ポリエステルの回転成形のため、及びそこから製造される中空成形品のための方法が開示される。熱可塑性ポリエステルは、少なくとも10分の結晶化半時間及び0.55〜0.70dL/gのインヘレント粘度を有する。追加の熱可塑性ポリマーを、多層化物品を製造するために、用いることができる。 (もっと読む)
多層回転成形
本発明は回転成形で製造した多層品を開示し、これは、a)ポリオレフィン(PO)またはこれの混合物を40から100重量%および官能化ポリオレフィン(FPO)またはポリオレフィン以外の物(NPO)にグラフト化したブロック共重合体形態のPO(PO−g−NPO)を60から0重量%含んで成る組成物から作られたポリオレフィン(PO)が基になった層である層A、b)層AのPOとは異なるPOまたはNPOまたはこれらの混合物、場合によりFPOまたは(PO−g−NPO)を含んで成る層B、c)場合により、層Aの重合体とは異なりかつ層Bの重合体と同様または異なる重合体から作られていて層Aおよび/または層Bに隣接して位置しそしてこれが存在する時には層Aおよび/または層Bに対して良好な接着性を示しかつ層Aと層Bの混合物ではないことを特徴とする層Cを含んで成る。本発明は、また、そのような製品を製造する方法も開示する。 (もっと読む)
圧力容器

【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
内圧容器及びその製造方法
【課題】繊維強化樹脂製筒体の大型化や重量化を招くことなく容易でコスト安に強度向上を図り実用性に秀れた内圧容器及びその製造方法を提供する。
【解決手段】フィラメントワインディング法により連続繊維を巻回積層して両端部側が径大である繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞され、閉塞蓋2は筒体1と連結されるリテーナリング3で支持されている内圧容器の製造方法で、マンドレルに樹脂含浸した繊維をマンドレルの軸芯方向と略直交方向に連続的に巻回して第一層Fを形成し、先端部が筒体1の端部から所定の距離Lの位置及び基端部が閉塞蓋2、リテーナリング3より内方位置となるように設定され、この上に、マンドレルの軸芯方向に対して鋭角度で連続的に巻回して第二層Sを筒体1の全域に形成し、この上に、マンドレルの軸芯方向と略直交方向に連続的に巻回して第三層Tを筒体1の端部のみに形成し、樹脂硬化後マンドレルを脱型して形成される。
(もっと読む)
回転成形用ポリエチレン組成物
回転成形に適するポリエチレンブレンド組成物、回転成形された物品及び物品を回転成形するための方法が提供される。そのポリエチレン組成物は、0.4乃至3.0g/10分のメルトインデックス及び0.910乃至0.930g/cm3の密度を有する第一のポリエチレン並びに10乃至30g/10分のメルトインデックス及び0.945乃至0.975g/cm3の密度を有する第二のポリエチレンを含有する。本組成物は、0.930乃至0.955g/cm3の密度及び1.5乃至12g/10分のメルトインデックスを有し、第一のポリエチレンと第二のポリエチレンが密度において、0.030乃至0.048g/cm3異なる。それらの組成物は、改良された環境応力亀裂抵抗及びアイゾッド衝撃強さのような物理的性質を示す。 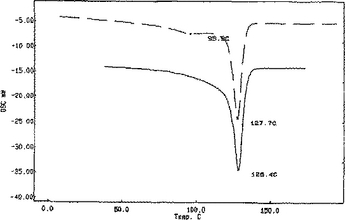 (もっと読む)
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
中空容器及びその製造方法
【課題】 優れたガスバリヤ性、例えば低いガソリン透過量を有する燃料タンクの提供。特に、優れたガスバリヤ性、例えば低いガソリン透過量を有し且つ耐衝撃性をも備える燃料タンクの提供。
【解決手段】 a)ポリエチレン、b)架橋剤、及びc)光安定剤を含有する回転成形用樹脂組成物であって、前記b)架橋剤が前記a)ポリエチレンの架橋に有効な過酸化物であり且つ該過酸化物が三重結合を有し、前記c)光安定剤がトリアジン環を有しないことを特徴とする回転成形用樹脂組成物を回転成形してなる中空容器であって、該中空容器の外面及び内面にフッ素化層を有する燃料タンクにより、上記課題を解決する。
(もっと読む)
熱可塑性発泡体の層を有する部品の回転成形方法
回転形成によって形成される発泡層は、発泡性重合体が加熱され、発泡温度に達する前に加熱が中断されることによって構成される。鋳型1と先に形成された層とから成るシステムの熱慣性によって加熱が完了するが、無秩序な発泡を起こす原因とはない。発泡層は、均一で接着している。発泡層を被覆している稠密層は異なる。 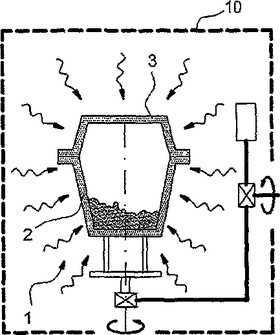 (もっと読む)
(もっと読む)
回転成形用樹脂組成物
【課題】 得られた回転形成体に変色が生じない回転成形用樹脂組成物であって、ポリエチレン、該ポリエチレンの架橋剤、及び光安定剤を含有する回転成形用樹脂組成物の提供。
【解決手段】 a)ポリエチレン、b)架橋剤、及びc)光安定剤を含有する回転成形用樹脂組成物であって、前記b)架橋剤が前記a)ポリエチレンの架橋に有効な過酸化物であり且つ該過酸化物が三重結合を有し、前記c)光安定剤がトリアジン環を有しないことを特徴とする、上記組成物により、上記課題を解決する。
(もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 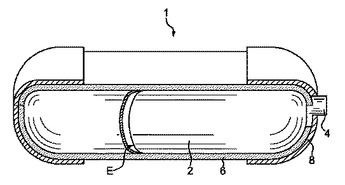 (もっと読む)
(もっと読む)
水素貯蔵タンク及びその製造方法
【課題】ライナの開口部の気密性を高めるのが容易となり、しかもMHの充填が容易になる水素貯蔵タンクを提供する。
【解決手段】水素貯蔵タンク11は、アルミニウム合金製のライナ12と、ライナ12の外面を覆う繊維強化樹脂層13とを備え、ライナ12の内部に熱交換機能を有する水素吸蔵用ユニット15が複数収容されている。ライナ12は円筒状の胴部12aと、その両端に形成されたドーム部12bとを備え、一端側に水素吸蔵用ユニット15を挿入可能な開口部16が形成され、他端側に水素の導入、排出用の水素通路用開口部17が設けられている。開口部16は直径がライナ12の胴部12aの内径の1/2未満に形成されている。水素吸蔵用ユニット15は、各水素吸蔵用ユニット15の熱媒管18の両端が水素吸蔵用ユニット15の一端側に設けられ、全ての水素吸蔵用ユニット15の熱媒管18が連結パイプ20によって直列に接続されている。
(もっと読む)
241 - 254 / 254
[ Back to top ]