
Fターム[4F205GN24]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 制御、調整 (296)
Fターム[4F205GN24]に分類される特許
121 - 140 / 296
パウダースラッシュ成形装置の金型温度測定装置
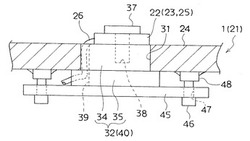
【課題】主に、測定精度の向上を図り得るようにする。
【解決手段】粉体材料4を収容可能なリザーバ容器3の開口縁部に、加熱した金型1をシール状態で被着し、リザーバ容器3と金型1とを回転させることにより、金型1の表面に粉体材料4を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置21に対し、金型1の温度を測定可能な金型温度測定手段22が設けられたパウダースラッシュ成形装置21の金型温度測定装置であって、金型温度測定手段22が、接触式温度センサー23とされると共に、接触式温度センサー23が、金型1の表面(成形面24)側に配置されるようにしている。
(もっと読む)
セルロースエステルフィルム、及びその製造方法

【課題】Reの湿度依存性が低く、高レタデーション値のセルロースエステルフィルムをつくる。
【解決手段】レタデーション制御剤と、セルロースエステルと、溶剤とを含ませたドープを調製する。第1フィルム製造設備10において、表面を冷却した流延ドラム32の上にドープを流延してゲル状の流延膜11を形成する。流延ドラム32から剥取した流延膜11を残留溶剤量が10重量%に達するまで乾燥する。この流延膜11を第2テンタ43で170℃以上250℃以下の温度範囲となるように加熱してセルロースエステルを結晶化させる。そして、幅方向に延伸して拡幅し、フィルム17とする。以上により、面方向でのポリマーの配向度の絶対値|P1|が0≦|P1|≦0.050であるフィルム17が得られる。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】従来よりも高速でレタデーション値Reが低いフィルムを製造する。
【解決手段】ドープをドラム上に流延して、ドラムにより流延膜を冷却して固化する。流延膜を溶媒が含まれた状態のフィルム62として剥ぎ取る。剥ぎ取ったフィルム62をテンタ64に案内する。テンタ64では、フィルムの両側端部をピンで保持して幅方向に拡げながら、送風ダクトからの乾燥風で乾燥する第1乾燥工程と、この第1乾燥工程の後に、フィルム62を幅方向に張力付与しながら乾燥する第2乾燥工程とを実施する。そして、(ピンの走行速度)/(ドラムの回転速度)で求める第1比率と、L2/L1で求める第2比率と、L3/L2で求める第3比率とが、0.94≦(第1比率)/{(第2比率)・(第3比率)}≦0.97を満たす。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】斜めムラの発生を抑制しながら、生産速度を向上させてフィルムを製造する。
【解決手段】表面を冷却させた流延ドラム34の上に、ポリマーを含む固形分と溶剤とからなる2種類以上のドープを共流延してゲル状の流延膜44を形成する。流延膜44は、流延ドラム34上で空気に面する表層44aと表層44a及び流延ドラム34に接した内層44dとを有し、この内層44dは基層44bと支持体層44cとからなる。表層ドープ70aの固形分濃度C1を18重量%以上20重量%以下の範囲とし、基層ドープ70bの固形分濃度C2よりも2重量以上5重量%以下で低くする。また、表層44aの厚みが流延膜44の総厚みの2%以上10%以下とする。これにより、表層44aでの有効なレベリング効果が得られ斜めムラの発生が抑制される。この流延膜44を流延ドラム34から剥ぎ取り乾燥して得られるフィルムは優れた光学特性を示す。
(もっと読む)
溶液製膜方法及び減圧チャンバ
【課題】溶液製膜方法における厚みムラ故障を抑える。
【解決手段】減圧チャンバ150は、各シール板152〜158により箱型状に形成される。中空部150a内には、仕切り板160〜163が略左右対称に配置されている。遮風板170は、背面170cと各シール板152、160の前端とが固定するように設けられる。溝175は、流延ビード200の幅方向に伸びるように底面170bに形成される。この溝175により、底面170bに突起部177a〜177cが形成される。遮風板170に設けられる、溝175の形状、大きさ、形成ピッチや、突起部177a〜177cの形状等の調節により、Q1/Q2の値が1/100以上1/4以下で略一定になるように保持する。Q1は、底面170bと周面72aとの間を通って、減圧ゾーンへ流入する空気A1の流量であり、Q2は、開口部150cの近傍の空気A2が中空部150aへ流入する量である。
(もっと読む)
ウェブ搬送装置及び溶液製膜方法
【課題】乾燥風を吹き付けて浮上させながらフイルムを搬送する際に、フイルムを膨らませないようにする。
【解決手段】湿潤フイルム25aの下方に乾燥ダクト48を設置する。乾燥ダクト48は、ダクト本体50と、乾燥風供給部52と、排気管53と、排気量制御部54とを備える。乾燥風供給部52はダクト本体50に乾燥風56を供給する。乾燥風56は吹出孔57aを介して湿潤フイルム25aに吹き付けられる。排気孔53aは、湿潤フイルム25aの幅方向の略中央部に対向する位置に設けられる。この排気孔53aは、湿潤フイルム25aの下方に流れている乾燥風56のうち湿潤フイルム25aの幅方向の略中央部に対応する部分に流れている乾燥風56aを、排気管53の内部に排気する。乾燥風56aは排気孔53bを介して外部に排気される。乾燥風56aの排気量は排気量制御部54により制御される。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】厚みムラ故障や面状故障を回避し、生産効率の高い溶液製膜方法を提供する。
【解決手段】周面32aは、走行速度50m/分以上で走行する。流延ダイ30は、周面32a上に、ポリマと溶媒とを含むドープ21を流延する。ドープ21は流延ダイ30から周面32aにかけて流延ビード22を形成する。減圧チャンバ36は、中空部36aを有する。中空部36aは、保持板90により、第1BP室101と、第1BP室101との下流側の第2BP室102とに分割される。流延ビード22と保持板90との間に、遮風ブロック105を配する。減圧チャンバ36は、流延ビード22の背面22a側を減圧し、背面22a近傍にある雰囲気を、中空部36a内へ吸引する。温調機114は、配管113を介して、遮風ブロック105の温度を調節する。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】幅方向で遅相軸の方向が一定で光学ムラがない高Re,高Rthのセルロースアシレートフィルムを、高速で製造する。
【解決手段】ドープをドラム上に流延して冷却固化し、フィルム62として剥がす。フィルム62をクリップテンタ65に搬送してクリップで両側端部を把持する。クリップテンタ65の第1加熱部111では、フィルム62を180℃より高く250℃以下の一定温度T1に保持する。次に、第2加熱部2で、フィルム62を加熱して130℃以上(T1−10)℃以下の一定温度T2に保持する。第3加熱部113では、フィルム62を拡幅しながら、加熱してT2よりも高くT1よりも低い温度にする。そして、フィルム62の温度をT3よりも10℃以上低くしてクリップによる把持を解除する。
(もっと読む)
ポリイミド樹脂シームレスベルトの製造方法、ポリイミド樹脂シームレスベルト及び画像形成装置
【課題】イミド化膜形成工程で発生するベルトの反りを防止することができるポリイミド樹脂シームレスベルトの製造方法を提供する。
【解決手段】円筒型上に形成されるポリイミド前駆体の乾燥膜を雰囲気加熱手段により加熱してイミド化膜を形成する際、該乾燥膜のエアー面からの加熱を制限する加熱制限手段を用いる。例えば、該加熱制限手段を前記円筒型1上のポリイミド前駆体乾燥膜2bを覆う円筒状の加熱制限カバー4と該カバー4を該円筒型1と同心に保持する保持手段3とで形成する。
(もっと読む)
シート状物の厚み制御方法および該方法を用いて得られたシート状物
【課題】 厚み計の幅方向の走査データからMD厚み変動のノイズ成分を逐次取り除いたTD厚みデータに加工し、その厚みデータに基づいて制御を行うことにより、所望のTD厚みプロファイルを迅速に実現するシート状物の厚み制御方法を提供する。
【解決手段】 オンライン厚み計で測定したシート状物のTD厚みデータをフーリエ変換してMD厚み変動に起因したピーク周波数を検出し、予め設定したしきい値を越える強度のピーク周波数帯域のデータを除去し、一部の周波数帯域を除去したデータを逆フーリエ変換することによってMD厚み変動成分が除去されたTD厚みデータに加工し、そのデータを厚み制御の演算に使用することで上記課題を解決する。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】厚み方向のレタデーション値が高いフィルムを得る。
【解決手段】エンドレスに走行する流延ドラム上にセルロースアシレート及び溶媒を含むドープを流延することにより形成した流延膜を流延ドラムから剥ぎ取り湿潤フィルム38とする。テンタ13は、異なる温度の第1〜第3乾燥領域A1〜A3で構成される。湿潤フィルム38の両側端部に複数のピンを差し込み保持した後、テンタ13内を搬送する間に乾燥してフィルム20とする。第1乾燥領域A1では湿潤フィルム38の幅を狭め、第2乾燥領域A2では幅を維持し、第3乾燥領域A3では幅を拡げる。また、第2乾燥領域A2は、第1乾燥領域A1よりも30℃以上100℃以下の範囲内で高くする。これにより湿潤フィルム38に収縮力が作用し、面方向及び厚み方向の分子配向が制御されるため厚み方向のレタデーション値が高いフィルム20が得られる。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】ドープの吐出口の全幅領域に渡って異物の付着を抑制し、良好な面状のフィルムを製造する。
【解決手段】ポリマーと溶剤とを含むドープを複数種類用意し、フィードブロックの内部で所望の配置となるよう合流させた後、連続して走行させた支持体54の上に流延ダイ51のスリット出口85から共に流出させて、外層61b,61cの間に基層61aを配した複層の流延膜61を形成する。スリット出口85付近に流れる風90を遮るように、流延ダイ51に対して支持体54の走行方向下流側に、スリット出口85と略同等以上の幅を持つ遮風部材53を設置して、遮風部材53と流延ダイ51との間に閉塞エリアを形成させる。閉塞エリア内に風90を滞留させて溶剤ガス濃度を高く維持することで、ドープの乾燥を防止し、スリット出口85の全幅領域に渡って異物の付着を抑制する。
(もっと読む)
溶液製膜方法
【課題】支持体の表面に付着した有機物の増大を抑制して、光学ムラのない高品質のフィルムを製造する。
【解決手段】表面が冷却された流延ドラム32の上にドープ21を流延して流延膜33を形成する。流延膜33が剥ぎ取られた後でドープ21が流延される前に、ドラム洗浄機41により流延ドラム32の表面に対してドライアイス粒子を含ませた洗浄ガスを吹き付ける。流延ドラム32の表面にドライアイス粒子が衝突する。この衝突時のエネルギーにより流延ドラム32の表面に付着した有機物を粉砕除去する。流延膜33の中から析出した脂肪酸、脂肪酸エステル、脂肪酸金属塩を主成分とする有機物を増大する前に取り除くことにより流延膜の表面に有機物を転写させない。以上より、生産性を低下させずに光学ムラのない高品質なフィルム20を製造することができる。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】流延膜表面での故障発生に応じて、ドープの吐出口に付着した異物を取り除く。
【解決手段】ポリマー11と溶剤12とを含むドープ15に所望とする添加剤を含有させた流延用ドープを調製する。流延用ドープをフィードブロック50で合流させた後に、流延ダイ51の吐出口から支持体54上に共に流延して、複層の流延膜61を形成させる。支持体54から流延膜61を剥ぎ取り、乾燥させてフィルム18とする。製膜中、故障検出機80でフィルム18の表面に発生した故障を検出する。故障検出時には、コントローラ83に検出された故障に基づく故障信号が送られ、溶剤ガス供給装置53から溶剤12の蒸気を含む溶剤ガスが吐出口の全幅領域に送られる。溶剤ガスの供給は、蒸気を液化させない範囲で高濃度に保持するよう行なわれる。これにより、製造時間のロスや危険を伴うことなく異物を溶解し、除去することができる。
(もっと読む)
透明ポリイミドフィルムの製造方法
【課題】 耐熱性に優れた光線透過率が高い透明ポリイミドフィルムの製造方法を提供する。
【解決手段】 ポリアミド酸又はポリイミドを有機溶剤に溶解した溶液を連続的に塗工、乾燥して自己支持性フィルムを得て、該自己支持性フィルムの両側端部を複数のピン又はクリップで保持することによりフィルムの幅方向を張設した状態で加熱炉中を搬送しながら焼成する焼成工程を含む波長500nmでの光線透過率が50%以上である透明ポリイミドフィルムの製造方法であって、焼成工程の前半から加熱炉の出口を出てフィルムを引き剥がすまで、フィルム幅を順次小さくするようにフィルムの両側端部固定間距離を設定することを特徴とする透明ポリイミドフィルムの製造方法。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】ドープが流出されるスリットの近傍に異物が付着するのを抑制する。
【解決手段】ポリマーと溶剤と添加剤とを混合したドープの中に、更に添加剤を含有させた外層用ドープと、添加剤を含有させない基層用ドープとを用意する。各ドープをフィードブロック50に送りこの内部で合流させた後に、流延ダイ51の先端に形成されたスリット出口85から走行する支持体54上に共に流出させて流延ビード93を形成し、支持体54上に複層構造の流延膜61を形成する。送風ユニット53からスリット出口85であり、かつ流延ビード93の幅方向全領域に向けてドープに含ませた溶剤の上記を含む溶剤ガスを送り、スリット出口85付近で溶剤ガスを液化させない範囲で高濃度に維持する。このような雰囲気下ではドープの乾燥が防止されるため、スリット出口85の幅方向全領域に渡って異物の付着が抑制される。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】面状故障を抑えつつ、効率よくフイルムを製造する。
【解決手段】減圧チャンバ150は、各シール板152〜158により、中空部150aを有する箱型状に形成される。中空部150a内には、仕切り板160〜163が略左右対称に配置されている。前方シール板165は、減圧チャンバ150と流延ダイ70との間に配される。遮風ブロック170は、前面170aと底面170bと背面170cとを有し、ブロック状に形成される。遮風ブロック170は、背面170cと各シール板157、160〜163の前端とが固定するように設けられる。流路180は、遮風ブロック170の前面170aと前方シール板165の内面165aとから形成され、流延ビード200の背面200a近傍から中空部150aとを連通する。背面170cは、前面170よりも走行方向Z1上流側で、周面72aに対して起立するように設けられる。
(もっと読む)
セルロースエステルフィルム、その製造方法、セルロースエステルフィルムを用いた偏光板、及び表示装置
【課題】 ウェブの延伸工程において、ウェブを幅手方向に1.2倍以上に延伸してもヘイズが高くならないセルロースエステルフィルムの製造方法、その方法により製造されたセルロースエステルフィルム、該フィルムを用いた偏光板、及び表示装置を提供する。
【解決手段】 溶液流延製膜法によるセルロースエステルフィルムの製造方法は、延伸工程におけるウェブの延伸率が20〜60%であり、かつ延伸工程における温風吹出し手段から吹き出す温風の温度が、巻き取り後のフィルムのガラス転移温度(Tg)に対し、Tg+35℃〜Tg+80℃である。延伸工程に入る直前のフィルムの残留溶媒量が10〜35重量%であることが好ましい。
(もっと読む)
樹脂フィルムの製造方法、樹脂フィルム、偏光板及び液晶表示装置
【課題】薄膜の樹脂フィルムの生産立ち上げ時の安定性を確保し、膜厚が安定し、品質が安定した薄膜の樹脂フィルムの製造方法、この方法により製造した樹脂フィルム、偏光板及び液晶表示装置の提供。
【解決手段】溶液流延製造装置による樹脂フィルムの製造方法において、幅方向にダイスギャップ調整手段を有するダイスを使用し、流延工程と巻き取り工程までの間の少なくとも1箇所に膜厚測定機を配置し、前記膜厚測定機により樹脂フィルムの幅方向の平均膜厚を測定し、その測定結果に基づき、前記ダイスギャップ調整手段により、前記ダイスのダイスギャップを、測定された平均膜厚に応じて変化させながら、前記ダイスの吐出口より前記無端支持体の上に、ドープを膜状に吐出し流延することを特徴とする樹脂フィルムの製造方法。
(もっと読む)
溶液製膜設備、溶液製膜方法
【課題】厚みムラのないフイルムを製造する。
【解決手段】流延バンド95は環状に形成され、回転ドラム93、94に掛け渡される。流延バンド95を、1.35重量%以上2重量%以下のMnと、11重量%以上14重量%以下のNiと、16重量%以上17重量%以下のCrと、2重量%以上2.07重量%以のMoと、のうち少なくとも1つを含むオーステナイト系ステンレスから形成する。回転ドラム94は、駆動部に接続する回転軸94bとロードセル94cとを有する。駆動部により、回転ドラム94は回転軸94bを中心に回転する。流延バンド95は、回転ドラム93、94間を無端走行する。制御部147は回転軸94bとロードセル94cと接続する。制御部147は、回転軸94bの位置調整と、ロードセル94cからの歪量を読み取りとから、流延バンド95に付与されるテンションT1を50N/mm2 以上200N/mm2 にする。
(もっと読む)
121 - 140 / 296
[ Back to top ]