
Fターム[4F205GN24]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 制御、調整 (296)
Fターム[4F205GN24]に分類される特許
41 - 60 / 296
ウェブの搬送方法及びその装置、並びに溶液製膜方法及びその設備
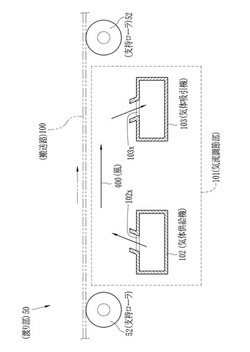
【課題】渡り部において、できるだけ小さな張力で、湿潤フィルムの搬送の安定化を図る。
【解決手段】渡り部50には支持ローラ52が設けられる。支持ローラ52により搬送路100が形成される。搬送路100の下側には、湿潤フィルム44へ気体を供給する気流調節部101が設けられる。気流調節部101は、搬送路100に向かう気体を搬送方向上流側から搬送方向下流側へ流す。気流調節部101は、搬送路100に向けて気体を送り出す気体供給機102と、気体を吸引する気体吸引機103とを有する。気体供給機102及び気体吸引機103は、搬送方向において支持ローラ52の間に設けられる。気体吸引機103は、気体供給機102よりも搬送方向下流側に設けられる。気体供給機102は、気体を送り出す開口部102xを有する。気体吸引機103は、気体を吸引する開口部103xを有する。
(もっと読む)
光学フィルムの製造方法

【課題】光学フィルムの光学特性の均一性を向上させる
【解決手段】溶液製膜設備11は、流延室21と、テンタ部22とを備える。流延室21には、ドープ12を吐出する流延ダイ30と、周面31aにドープ12が流延される流延ドラム31と、エンコーダ33が備えられる。流延ドラム31には駆動装置34が接続され、駆動装置34にはコントローラ35が接続される。流延ドラム31から剥ぎ取られた流延膜13が湿潤フィルム14となってテンタ部22に搬送される。テンタ部22は、湿潤フィルム14の両側端部を保持し、駆動装置40の駆動により湿潤フィルム14を延伸搬送する。コントローラ35は、エンコーダ33の信号により検出された流延ドラム31の回転速度の変動に対応させるように駆動装置40のモータを駆動させる。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】蒸発した可塑剤による機器の汚染防止を可能にした薄膜TACフィルムなどのフィルムの製造方法を明らかにする。
【解決手段】セルロースアシレートフィルムを溶液流延製膜方法で製造する方法において、流延用支持体から剥離したウェブを乾燥、必要に応じ熱矯正した後に巻芯に巻き取るに際し、乾燥及び/又は熱矯正工程中に蒸発する可塑剤を除去する手段を配置してウェブの巻き取りを行うことを特徴とするセルロースアシレートフィルムの製造方法である。
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置、光学フィルム、偏光板及び表示装置
【課題】固化防止液をドープ流出口の両端部に流下する際、減圧室への固化防止液の飛散を抑制し、流延膜への付着が無く、また、ドープ流出口両端部への皮張りを抑制した、平面性の良い表面を有する光学フィルムの製造方法及び該製造方法を用いて製造した光学フィルム、該光学フィルムを用いた偏光板、表示装置を提供することを目的としている。
【解決手段】ドープ流出口の長手方向両端部に、樹脂を溶解する液体を供給する供給工程を有し、供給工程は、複数の開口部を有する供給部材の該複数の開口部から前記液体を流下して供給することを特徴とする光学フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、位相差フィルム及び偏光板
【課題】塩素系溶媒を含むセルロース系樹脂溶液を流延してなる光学フィルムの製造方法であって、溶液流延法における乾燥条件、乾燥設備を最適化することにより、透明性及び光学的等方性に優れ、かつ、塩素系溶媒の含有量を低減した光学フィルムを提供する。
【解決手段】温度調整可能な2ゾーン以上の乾燥炉からなる第1乾燥装置を使用し、セルロース系樹脂のフィルムが支持体に保持された状態で、入口側の乾燥炉が露点0℃以下の除湿エアーにより乾燥することにより、解決する光学フィルム。
(もっと読む)
セルロースアシレートフィルム及びその製造方法、並びにそれを用いた偏光板及び液晶表示装置
【課題】面内レターデーションが高く、Rth/Reが低いセルロースアシレートフィルム、及びその製造方法の提供。
【解決手段】2.0≦A+B≦2.45、0.8≦A≦1.4及び0.6≦B≦1.65(Aはセルロースアシレートのグルコース単位の水酸基のアセチル基による置換度であり、Bはセルロースアシレートのグルコース単位の水酸基の炭素原子数が3以上のアシル基による置換度である)を満たすセルロースアシレートを少なくとも含む、50nm≦Re(590)≦70nm、100nm≦Rth(590)≦120nm、及び1.4≦Rth(590)/Re(590)≦2.6を満たすことを特徴とするセルロースアシレートフィルムである。前記セルロースアシレートを溶剤に溶解した溶液を、流延及び乾燥して流延膜とすること、及び残留溶剤量が10〜75質量%の流延膜を剥ぎ取ることを含む前記セルロースアシレートフィルムの製造方法である。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】Nzが0から1.5であり、かつ添加剤の低揮散性および低泣き出し性を両立したフィルムの製造方法の提供。
【解決手段】数平均分子量が200〜10000である可塑剤とセルロースアシレートとを含有するポリマー溶液を流延してウェブを形成する流延工程と、前記流延工程において形成された前記ウェブを残留溶媒量が100〜300質量%の状態で−30℃〜30℃で一方向に延伸する第一延伸工程と、前記第一延伸工程後に、ウェブの膜面温度が200℃以上にならないように制御しながら残留溶媒量を6〜120質量%の状態から12質量%未満の状態に減少させる乾燥工程と、前記乾燥工程後に60℃〜200℃で前記第一延伸工程での延伸方向と異なる方向に延伸する第二延伸工程とを含むことを特徴とするセルロースアシレートフィルムの製造方法。
(もっと読む)
溶液製膜方法
【課題】黒帯故障の発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ21に設けられるスリットから流延ドラム22に向けてドープ28を吐出する。流延ドラム22には流延膜40が形成する。剥取ローラ24は、流延ドラム22から流延膜40を剥ぎ取り、湿潤フィルム44とする。湿潤フィルム44は乾燥処理によりフィルム50となる。ナーリング付与ローラ62により、フィルム50の幅方向両端にはナーリング加工が施される。膜厚測定装置64はフィルム50の厚みを測定する。コントローラ37は、幅方向におけるフィルム50の厚み分布を読み取り、所定の厚み条件を満足しない部分があるか否かを判定する判定処理を行う。判定処理により、所定の厚み条件を満足しない部分がある場合には、コントローラ37は該当部分に対応するスリットの幅を調節する。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 液晶表示装置の偏光板用保護フィルム等に用いられる光学フィルムについて、フィルムの生産速度を上昇させても、同伴空気の巻き込みによる発泡を無くすとともに、膜厚ムラを低減し、滴下されたスケール溶解液の余剰液分の液滴飛散による転写故障がなく、平面性の優れた光学フィルムが得られ、生産効率の高い、しかも品質にもすぐれていて、高速製膜可能な、薄膜かつ広幅の光学フィルムを製造することができる方法を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法において、主減圧室を有する減圧チャンバの左右両側壁と後壁の外側に、これらの壁との間に所定間隔をおいてそれぞれ外側壁を設けて、減圧チャンバの左右両側部と後部の外側に位置しかつ下方に開口した副減圧室を形成しておき、主減圧室の減圧力よりも副減圧室の減圧力を、−30〜−300Paの範囲で大きくする。
(もっと読む)
パウダースラッシュ成形体の製造方法
【課題】成形時の熱溶融性に優れ、成形体の外観不良(白ボケ)の発生を抑えたパウダースラッシュ成形体の製造方法の提供。
【解決手段】平均粒子径が10〜300μmであるアクリル系重合体粉体を240℃未満の温度でパウダースラッシュ成形することを特徴とするパウダースラッシュ成形体の製造方法により達成できる。特にアクリル系重合体粉体が、酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、反応性官能基(C)を有するアクリル系重合体(B)とからなることが好ましい。
(もっと読む)
光学フィルムの製造方法
【課題】本発明の目的は、アクリル樹脂とセルロースエステル樹脂とをブレンドして光学フィルムを製造する方法において、ヘイズを上昇させることなく、返材を再使用できる製造方法を提供することにある。
【解決手段】重量平均分子量Mwが80000以上1000000以下であるアクリル樹脂とセルロースエステル樹脂を95:5から30:70の質量比で含有するドープを調製する調製工程と、前記ドープを溶液流延して光学フィルムを製膜する製膜工程と、返材を破砕してチップとし該チップを移送して前記調製工程に供給する返材供給工程とを有し、前記返材供給工程において、前記チップを除電することを特徴とする光学フィルムの製造方法。
(もっと読む)
ドープ切替方法及び光学フィルム製造装置
【課題】ドープの切り替え時において膜厚が一定の光学フィルムを製造し、かつ、ドープの切り替えを短時間で行う。
【解決手段】三方弁Bから共通ラインL3に流出する第2ドープを漸次増大させ、かつ三方弁Bから共通ラインL3に流出する第1ドープを漸次減少させるドープ切替工程が実施され、このドープ切替工程の実施に際して、ポンプCP2の流量が一定流量にされた状態で、三方弁Bに流入される第2ドープの圧力又は流量が一定になるように第2循環バルブが制御される。
(もっと読む)
円筒部材の製造装置、及び円筒部材の製造方法
【課題】本構成を有さない場合に比べて、長期間に渡って芯体からの樹脂膜の容易な離脱が維持される円筒部材の製造装置、及び円筒部材の製造方法を提供する。
【解決手段】本実施の形態の円筒部材製造装置10によれば、芯体50の外周面における軸方向の両端部の内の、塗膜52Aの成膜対象領域に連続する領域の離型性の劣化が判別されたときには、芯体50の外周面における離型性の未劣化領域が軸方向の両端部に露出して塗膜52Aが成膜されるように、成膜部24を制御する。従って、常に芯体50の軸方向の両端部に未劣化領域が露出した状態となるように、該芯体50の外周面に塗膜52Aが成膜されることとなり、焼成された塗膜52Aの芯体50からの離脱の容易な離脱が長期間に渡って維持されることとなる。
(もっと読む)
遠心成型用金型および遠心成型装置
【課題】本発明の目的は、金型本体の保護層の保護が可能な遠心成型装置を提供することにある。
【解決手段】遠心成型装置10は、樹脂を成型するための遠心成型用金型12、その遠心成型用金型12を回転させるローラ14とを備える。遠心成型用金型12は、円筒状の胴部16に外径の大きな凸条部18を設けたものである。ローラ14は凸条部18に接し、胴部16のメッキ層(保護層)20には接しない。ローラ14は凸条部18にのみ接しており、回転するときに、胴部16のメッキ層20が摩耗されることはない。胴部16のメッキ層20は摩耗されず、正確な温度測定をおこなえる。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び表示装置
【課題】減圧室に飛散する固化防止液を十分に捕捉し、流延膜への付着が無く、平滑性の良い表面を有する光学フィルムの製造方法及び該製造方法を用いて製造した光学フィルム、該光学フィルムを用いた偏光板、表示装置を提供することを目的としている。
【解決手段】減圧室が、流延膜の幅方向に、3つ以上の部屋に分割され、流延膜の幅方向の端部の部屋の気圧が、隣り合う中央部側の部屋の気圧より低くなるように減圧した状態で、ドープ流出口から流延膜を支持体上に流延することを特徴とする光学フィルムの製造方法。
(もっと読む)
流延装置及び溶液製膜方法
【課題】厚みムラ故障の発生を抑える。
【解決手段】流延ドラムの周面は方向Xに回転する。減圧チャンバ33及び流延ダイ31は、周面近傍に方向Xから順次並べられる。流延ダイ31は、吐出口31aからドープを吐出する。吐出したドープは、吐出口31aから周面にかけてビード41を形成する。減圧チャンバ33は、後方板63、1対の側板64を有する。後方板63は、ビード41よりも方向X上流側にて、方向Yに設けられ、周面に近接するように配される。側板64は、流延ダイ31及び後方板63の間を塞ぐように設けられる。後方遮風ユニット77は後方板63から周面に向かって突出するように設けられる。後方遮風ユニット77は、方向Yに隔離して並べられるシール板82、及びシール板82の隙間84に流れる風を遮るように設けられる遮風シート83とからなる。
(もっと読む)
シームレスベルトの製造方法
【課題】金型の誘導加熱により、所期の特性を有するシームレスベルトを再現性良く製造することができシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液を展開し、金型の回転ローラ3及びコイル2を使う誘導加熱により加熱回転成型を行なうシームレスベルトの製造方法であって、誘導加熱に用いる電源の周波数が1kHz〜10kHzであることを特徴とするシームレスベルトの製造方法。
(もっと読む)
位相差フィルムの製造方法及びその製造設備
【課題】湿熱耐久試験の前後における面内レターデーションRthの変動が小さいフィルムを製造する。
【解決手段】流延ダイ84は流延ドープ81を流延ドラム82に吐出する。流延ドラム82上では、吐出した流延ドープ81から流延膜86が形成される。冷却により自己支持性を有するものとなった流延膜86は、流延ドラム82から剥ぎ取られ、湿潤フィルム88としてテンタ部5に送られる。テンタ部5は、湿潤フィルム88を幅方向に延伸する。テンタ部5から送り出された湿潤フィルム88は、湿潤気体接触室、乾燥室97へと順次送られる。湿潤気体供給設備は湿潤気体を所定の条件に調節し、湿潤気体接触室へ供給する。湿潤気体は湿潤気体接触室に充満する。湿潤フィルム88が湿潤気体接触室内を通過すると、湿潤気体と接触する。
(もっと読む)
ポリイミド系多層フィルムの製造方法
【課題】光干渉方式で、各層の厚みを正確に測定可能にすることにより多層フィルムおよびフィルム内各層の膜厚バラツキの少ない多層フィルムの製造方法を提供する。
【解決手段】ポリイミド樹脂を含有する多層フィルムの製造方法であって、(1)多層フィルムを製膜する工程、(2)該多層フィルムを別工程で焼成処理することでフィルムを変質させる工程、(3)該焼成フィルムの厚さ方向に光を照射して多重反射光のスペクトルから各層の膜厚寸法を算出する工程、(4)算出した膜厚寸法データを多層フィルムの製膜工程にフィードバックする工程、(5)多層フィルムの製膜工程において各層の膜厚調整操作を加える工程、を含むことを特徴とする、多層フィルムの製造方法。
(もっと読む)
チューブ状ポリイミドベルトの製造法
【課題】円筒状または棒状基材外表面上に純粋のポリアミック酸溶液ではなく、溶剤可溶性ポリイミド共重合体溶液を塗布して用いることにより、ポリイミド化焼成温度を低下せしめることを可能とすると共に、膜厚が均一で表面発泡のみられないチューブ状ポリイミドベルトの製造法を提供する。
【解決手段】溶剤可溶性ポリイミド共重合体の可溶性溶剤溶液を、円筒状または棒状基材外表面に塗布した後、250℃までの加熱乾燥およびベルト化焼成する工程において、150〜250℃での定速昇温工程を含み、かつ定速昇温の所定時間が30〜300分である工程を経て、チューブ状ベルトを形成させ、チューブ状ポリイミドベルトを製造する。ポリイミド共重合体溶液に導電性微粒子を分散させたポリイミド共重合体溶液を用いた場合には、半導電性を示すチューブ状ポリイミドベルトを得ることができる。
(もっと読む)
41 - 60 / 296
[ Back to top ]