
Fターム[4F205GN28]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 型、コア又はその他の基体 (161)
Fターム[4F205GN28]に分類される特許
1 - 20 / 161
環状バンドの移動方向制御装置、流延設備、及び溶液製膜方法
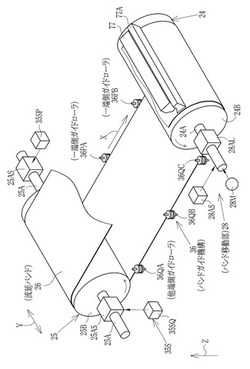
【課題】移動する環状バンドをより確実に環状路内に収める。
【解決手段】環状の流延バンド26は水平ドラム24、25に掛け渡される。水平ドラム24はモータ24Mにより回転する。流延バンド26は、水平ドラム24、25の周りに形成された移動路26R上を循環移動する。バンドガイド機構36は、一端側ガイドローラ36PA〜36PBと他端側ガイドローラ36QA〜36QCとを有する。一端側ガイドローラ36PA〜36PBは、移動路26Rのうち下方部分のY方向一端側に配される。他端側ガイドローラ36QA〜36QCは、移動路26Rのうち下方部分のY方向他端側に配される。
(もっと読む)
金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法

【課題】バンドの溶接部に起因するバンドと水平ドラムとの摩耗及びフィルムの厚みムラ故障を防ぐ。
【解決手段】環状に形成されたバンド91は、長手方向に延びる溶接部91wを有する。
バンド91を支持するための水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。ドラム本体124bの外周部には、バンド91の裏面を支持するバンド支持面が形成される。バンド支持面には、逃げ溝124が設けられる。溶接部91wが逃げ溝の上に位置するように、バンド91をドラム本体124bに巻き掛ける。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
溶液製膜方法
【課題】長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、周方向に延びる黒い筋が無いフィルムロールを得る。
【解決手段】流延支持体として、中央部と側部とが溶接により一体とされた環状のバンドを用いる。バンドは、循環するように長手方向に搬送する。ドープは、中央部上と側部上とに流延膜が形成されるように流延する。バンドから剥ぎ取って乾燥したフィルム27を巻芯66に巻き取ってフィルムロールにする。フィルム27の溶接部上形成領域27wがB方向で一定の振幅をもって変位するように、回転軸55をシフト機構61によってB方向に往復動させながら、フィルム27を巻芯66に巻き取る。
(もっと読む)
スピンコート用樹脂鋳型
【課題】樹脂材料との離型性に優れると共に、基材との密着性が良好であり、しかもスピンコート法による製膜が可能なスピンコート用樹脂鋳型を提供すること。
【解決手段】本発明のスピンコート用樹脂鋳型(1)は、無機基材(11)と、無機基材(11)の主面上に設けられ、表面に微細凹凸構造(12a)を有する樹脂層(12)と、を具備し、樹脂層(12)は、微細凹凸構造(12a)が形成された表面の表面部におけるフッ素元素濃度(Es)が、樹脂層(12)中の平均フッ素元素濃度(Eb)より高いことを特徴とする。
(もっと読む)
溶液製膜設備のバンドエッジ位置制御装置及び方法
【課題】流延開始時のバンドの蛇行を確実に抑える。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムBEP(バンドエッジ位置)センサ45により、第2ドラム22近くでバンド23の一方のBEPを第2方向において検出する。第2ドラムBE移動速度検出部により、第2ドラム22におけるBE移動速度Ve1を求める。BE移動速度Ve1が0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。バンド23のテンションをテンションセンサにより検出する。テンションセンサのテンション信号に基づき、テンションが一定になるように、第2ドラム位置指令制御器によりドラム位置信号を求める。求めたドラム位置信号に基づきシフト機構を作動させる。
(もっと読む)
液晶表示装置用光学フィルムの製造方法
【課題】 光学フィルムの横段状故障に起因して液晶表示装置で発生する規則的な画像ムラを低減することができ、設備の大型化を招くことなく、光学フィルムを高速製膜することができ、しかも薄膜の光学フィルムの製造方法を提供する。
【解決手段】 溶液流延製膜法による液晶表示装置用光学フィルムの製造方法は、エンドレスベルトが巻回された一対のドラムのうち、第1のドラム(上流側ドラム)の直径が第2のドラム(下流側ドラム)の直径よりも大きいものとなされている。ここで、第1のドラムの直径が、第2のドラムの直径に対して1.1〜5.0倍であり、かつエンドレスベルトの周方向の全長が40〜180mであることが好ましい。また第1のドラムから第2のドラムに至るエンドレスベルトの上部移送部が、搬送方向に向かって下向きに傾斜せしめられ、ドープを、傾斜したベルト上面に流延し、エンドレスベルトの上部移送部の搬送方向に向かって下向きの傾斜角度θは、水平方向から1〜30°であることが好ましい。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
【課題】フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する。
(もっと読む)
塗工装置
【課題】光学フィルム製造用のロール金型の表面に、保護皮膜剤の溶媒を過剰に拡散させることなく、均一な膜厚の剥離容易な保護皮膜を形成することが可能な塗工装置を提供する。
【解決手段】本発明の塗工装置は、光学フィルム製造用のロール金型に保護皮膜剤を塗工する塗工装置であって、中心軸が水平となるように配置されたロール金型3に対して、ロール金型3の中心軸を含む水平面より上方に配置され、中心軸の方向に延在する塗工ブレード2と、塗工ブレード上に設けられ、塗工ブレード上の保護皮膜剤である塗工液の流動領域を規定する一対のプレート7a,7bからなる液止めと、塗工ブレードがロール金型の表面から一定の距離を保つように設けられ、塗工ブレードよりロール金型の近くに位置するストッパー8と、所定の回転速度でロール金型を回転させる回転手段と、を備える。
(もっと読む)
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
ローラ清掃装置
【課題】
本発明は、清掃布によって、ローラの表面を清掃する場合に、ローラの表面の空気の層又は空気の流れを乱さないこと。
【解決手段】 清掃布6をローラ2の表面に押し付ける押圧体9を搭載した清掃ユニット3をローラ2の長手方向に沿って移動可能にサポートバー4に支持し、清掃ユニット3をローラ2の長手方向に移動させてローラの表面を清掃するローラ清掃装置1であって、ローラ2の回転方向を基準にして、押圧体9の下流側に配置され、ローラ2の長さと略同一の長さで、ローラ2の表面付近の空気の層又は空気の流れの部分的な乱れをローラ2の長さ方向に拡散させる拡散体27を有する拡散手段10を備え、清掃ユニット3によってローラ2の表面5の近傍の空気の層又は空気の流れが部分的に乱れることに対して、拡散手段10によって乱れた空気を拡散しローラ2の長手方向に均一化を行う。
(もっと読む)
エンドレスバンドの検査方法及び装置
【課題】溶液製膜方法に用いたときに厚みムラの原因となるバンドの反りを、溶液製膜方法を行うことなく検知する。
【解決手段】駆動部206は、検査用ローラ201の回転軸201aに所定の外力を印加する。検査用ローラ201に巻き掛けられたバンド91にテンションが印加される。センサユニット208は測定位置MP1から測定窓208aまでの距離Aを測定する。センサユニット208は測定位置MP2から測定窓208aまでの距離Bを測定する。制御部は、距離A,距離B,記憶部から読み込んだバンド厚みDを用いて浮き量CLを算出する。制御部は、検査対象となるバンド91の浮き量CLが全て閾値TH1以下である場合には、当該バンド91は「合格品」と判定する。検査対象となるバンド91の浮き量CLのいずれかが閾値TH1を超える場合には、当該バンド91は「不合格品」と判定する。
(もっと読む)
シームレスベルトの製造方法および製造装置
【課題】熱可塑性樹脂を主成分とする、高品位かつ低コストのシームレスベルトの製造方法を提供する。
【解決手段】第1の円筒7及び第2の円筒4の互いに対向する端部の間隙に環状ダイ2の吐出口2bから熔融体を押し出す工程と、第1及び第2の円筒7、4の端部で熔融体を挟持する工程と、第1の円筒7または第2の円筒4の内壁に熔融体を塗布して筒状の層1を形成するときに、熔融体の厚みが吐出口2bの上端から下端までの長さよりも厚い場合に環状ダイ2と第1の円筒7および第2の円筒4の相対移動の速度を上げ、熔融体の厚みが吐出口2bの長さよりも薄い場合、熔融体の上面が吐出口2bの上端よりも軸方向の上側に位置しているときに空間50に注入される気体の圧力を上げ、熔融体の下面が吐出口2bの下端よりも軸方向の下側に位置しているときに気体の圧力を下げる工程と、筒状の層を固化させる工程と、を有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする高品位なシームレスベルトを低コストで製造可能にする。
【解決手段】
筒状金型4と把持部材7を、互いに対向する端部同士の間に間隙20が生じるように配置する。プランジャ3による溶融体30の加圧と開口幅変化機構による吐出口2cの開口幅の縮小とを開始し、環状ダイ2の吐出口2cから間隙20へ溶融体30を吐出する。間隙20に吐出された溶融体30を筒状金型4と把持部材7との端部で挟持し、筒状金型4の内部と把持部材7の内部との間を遮断する。吐出口2cの開口幅の縮小を停止する。溶融体30を挟持した状態で筒状金型4及び把持部材7を軸方向に移動させながら、筒状金型4の内壁へ溶融体30を吐出して筒状の層1を形成する。筒状の層1と筒状金型4と把持部材7とで仕切られた内部空間50に気体を充填し筒状の層1を筒状金型4の内壁に密着させ、固化させる。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Prを決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。流出口131aの長さL0が調節された流延ダイを用いて、ドープをバンド91へ流出する。
(もっと読む)
排気再生装置及び溶液製膜方法
【課題】溶剤回収装置において、凝縮した添加剤の洗浄作業に要する時間の短縮化を図る。
【解決手段】排気再生装置35は、添加剤凝縮ダクト45と溶剤凝縮ダクト46とを有する。添加剤凝縮ダクト45は垂直方向に延設され、排気40aの入口45iを上端に有する。添加剤凝縮ダクト45の下方側面には、溶剤凝縮ダクト46の入口である貫通孔55が開口する。添加剤凝縮ダクト45において、テンタ室22からの排気40aは、入口45iから貫通孔55に向かって流れる。添加剤凝縮ダクト45には、添加剤凝縮機47cが設けられる。溶剤凝縮ダクト46には、溶剤凝縮機49が設けられる。
(もっと読む)
減圧チャンバ、流延膜の形成方法及び溶液製膜方法
【課題】厚みムラを防止しつつ、現状のエンドレスバンドの幅一杯に流延膜を形成する。
【解決手段】エンドレスバンド26は、Y方向におけるローラ中央部24bcに巻きかけられ、Y方向におけるロール端部24beは露出する。減圧チャンバ47は箱状のチャンバ本体50と外シール部材とからなる。チャンバ本体50は、ビードのX方向上流側を囲い、流延面26aと近接するように設けられる。外シール部材は、チャンバ本体50内のシーリング性を高めるためのものであり、外幅シール64とからなる。外サイドシール65は、側方遮風板54のX方向全域にわたって、ロール端部24beの周面に近接するように側方遮風板54から突出する。
(もっと読む)
流延装置、流延膜の形成方法及び溶液製膜方法
【課題】溶液製膜方法において、フィルムの厚みムラを防止する。
【解決手段】流延装置15は、ケーシング23を有する。ケーシング23内には流延バンド26が移動自在に設けられる。シール部材31〜33により、ケーシング23内は、移動方向上流側から下流側にかけて順次、流延室23a、乾燥室23b及び剥取室23cに分けられる。流延室23aには流延ダイ40が設けられる。流延ダイ40はドープを流延バンド26に向けて流出する。流出したドープは、流延ダイ40から流延バンド26にかけてビード42を形成し、流延バンド26上にて流延膜43を形成する。流延室23aにおいて、ビード42よりも下流側にサイドブランチ型消音器50が設けられる。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】樹脂組成物の酸化劣化を抑え、高品位なシームレスベルトを低コストで製造できる方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】樹脂組成物の熔融体への気泡の混入、押し出し時の熔融体の逆流、ピストンへの熔融体の貼り付きを抑え、連続かつ安定して熔融体を吐出することで高品位なシームレスベルトを安価に製造する。
【解決手段】
樹脂組成物の熔融体を有する環状流路に、樹脂組成物からなるペレットを投入する工程と、環状流路内の樹脂組成物と接する押圧面が樹脂組成物の融点未満に温調されたピストンで、環状流路に投入されたペレットを押圧して熔融体中にペレットを押し込むことでペレットを熔融させると共に、環状ダイから熔融体を半径方向に吐出させる工程と、吐出された熔融体を円筒の一部に密着させる工程と、熔融体を円筒の一部に密着させた状態で、円筒と環状ダイとを軸方向に相対移動させて円筒の壁面に熔融体を塗布して熔融体の筒状の層を形成する工程と、筒状の層を固化させる工程と、を含むシームレスベルトの製造方法。
(もっと読む)
1 - 20 / 161
[ Back to top ]