
Fターム[4F205HA03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | ハンドレイアップ成形 (58)
Fターム[4F205HA03]に分類される特許
41 - 58 / 58
モールド製品及びその製造方法

モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
FRP製中空成形品の成形方法

【課題】 FRP材を硬化させる工程で中子を排出することができ、従来に比べて工程数を削減でき、成形時間も短縮できるFRP製中空成形品の成形方法の提供。
【解決手段】 合成ワックスでインフォーム型(中子)2を作製する工程と、作製したインフォーム型2の外面にFRP材3を貼付するとともに貼付したFRP材3にワックス排出孔4を形成する工程と、FRP材3とインフォーム型2を加熱してFRP材3を熱硬化させていき、溶融するインフォーム型2の合成ワックス5をワックス排出孔4から排出するとともに、FRP材3を完全に熱硬化させてFRP製中空成形品1とする工程と、を有するFRP製中空成形品の成形方法。FRP材3を硬化させる工程で中子2を除去させることができ、それによって従来に比べて工程数を削減でき、成形時間も短縮できる。また、排出される合成ワックス5には溶解液などが混じっていないので、リサイクル、再利用に便利である。
(もっと読む)
FRP成形体の補強構造及びその製造方法
【課題】FRP補強体のFRP成形体への接着時の作業性を向上し、また比較的廉価の汎用型を用いてFRP補強体の補強体側片の高さを容易に変更可能とし、長手方向に直交する断面形状の自由度の高いFRP補強体を作製する。
【解決手段】FRP成形体22が曲面を有する板状に成形される。FRP補強体16は、FRP成形体22の曲面にこの曲面に沿って所定の方向に延びて設けられ、かつFRP補強体16の長手方向に直交する断面がFRP成形体22とともに閉断面に形成される。このFRP補強体16の補強体主部16aが平面帯状に形成される。補強体主部16aの両側縁に一対の補強体側片16b,16bがそれぞれ連設され、これらの補強体側片16b,16bの他側縁がFRP成形体22の曲面に沿う曲線にそれぞれ形成される。
(もっと読む)
浴槽
【課題】マイクロビーズを均一に分散させて安定した保温効果を発揮でき、あるいはマイクロビーズを必要に応じて偏在させることにより、局部的に他と異なる熱特性を発揮できるようにした浴槽を提供する。
【解決手段】浴槽が繊維強化プラスチックで形成される浴槽本体1と、浴槽本体1の内面全体を覆う内層体2とで構成されている。浴槽本体1は、熱硬化性樹脂からなる母材3と、母材3に混入されるマイクロビーズ4と、繊維質強化材5などを構成材にして、これらの構成材を塗装ガンで内層体2に吹き付けて形成する。
(もっと読む)
繊維強化プラスチック成形体及びその製造方法
【課題】
熱線に対する遮蔽効果の高く、製造が容易な繊維強化プラスチック成形体及びその製造方法を提供すること。
【解決手段】
繊維強化プラスチック成形体1を、ゲルコート層2、バックアップコート層3、強化繊維層4、及び含浸用樹脂層5から構成し、特に、これら各層の少なくともいずれかに熱線反射性粒子を分散配置することを特徴とする。
好ましくは、熱線反射性粒子は、セラミックス、中空セラミックス、酸化チタン、バナジウム、ケイ化物の少なくとも一つを含むことを特徴とする。
(もっと読む)
炭素繊維強化複合材料
【課題】
従来のように力学特性に優れ、かつ、優れた耐久性を有する炭素繊維強化複合材料を提供する。
【解決手段】
少なくともマトリックス樹脂[A]、粘土鉱物からなる薄片体[B]および炭素繊維[C]からなる炭素繊維強化複合材料において、該マトリックス樹脂[A]が熱硬化性樹脂からなり、該薄片体[B]は平均厚さが0.1nm以上5nm以下でかつ平均長さが1nm以上1μm以下であり、該炭素繊維[C]の引張伸度が1.8%以上4%以下であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
強化プラスチック成形品
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
水門の扉体のFRP製スキンプレート、FRP製桁材、FRP製ガセットプレート、FRP製ゴム押え板、FRP製水位調節用角落し板、FRP製扉体、水門のFRP製戸当り
【課題】 ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】 型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
大型成形品生産型
【課題】多種類の周辺型を用意しておけば、共通型に対して周辺型だけを交換着脱することによりFRPのハンドレイアップ成形による多種類の大型成形品の成形に対応でき、型にかかるコストを低減できると共に型の保管に場所を取らない大型成形品生産型を提供する。
【解決手段】主要部4aと主要部4aの周辺に設けた周辺部4bとを一体に有し、主要部4aが共通形状で周辺部4bが異形状である多品種の大型成形品1をFRPのハンドレイアップで成形する生産型1である。そして大型成形品4の主要部4aに相当する部分を成形する共通型1aと周辺部4bに相当する部分を成形する多品種の周辺型1bを有し、共通型1aに周辺型1bを交換着脱自在に取り付ける。
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 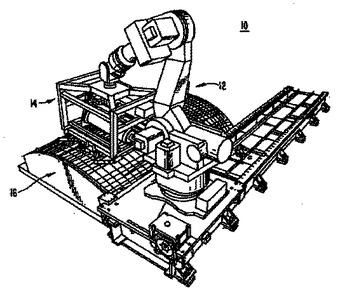 (もっと読む)
(もっと読む)
成形用樹脂組成物および繊維強化プラスチック成形品の製造方法
【課題】 FRPを成形するに際し、常温あるいは硬化炉を用いた成形時に、表面が乾燥性に優れた、生産性の良好な成形用樹脂組成物及びこれを用いた繊維強化プラスチック成形品の製造方法を提供すること。
【解決手段】 (a)不飽和二塩基酸、飽和二塩基酸、ジアルキレングリコール及びアルキレングリコールを反応させて得られる数平均分子量が1000〜2500の不飽和ポリエステル、(b)ジシクロマレートを有する不飽和ポリエステル、(c)架橋性単量体、(d)0.5〜15ppmのナフテン酸銅、(e)金属石鹸として100〜500重量ppmのナフテン酸コバルト及びまたはオクテン酸コバルト、(f)30〜200ppmのオクテン酸カリウム、(g)0.01〜1.0重量%の水酸基末端の1,4ポリブタジエン、(h)パラフィンワックスを含有してなる成形用樹脂組成物およびこれを用いた繊維強化プラスチック成形品の製造方法。
(もっと読む)
浴室床の成形装置及び成形方法
【課題】 部屋の間取り等に応じた所望の大きさの浴室床を比較的簡単に且つ安価に成形することのできる浴室床の成形装置、及びその装置を使用する成形方法を提供する。
【解決手段】 浴室床における床板及び排水口の表面形状を天地反転させてなる型形状を上面に有し、浴室床の面積よりも大きなベース型体11と、浴室床における溝部の形状に対応した突条の型形状を有し、ベース型体11に対して任意の位置に着脱自在に載置される置き型12とを具備する。特に、置き型12は、床板の一辺に対して略直角となる辺に溝部を成形するための部材で、且つ成形する床板の大きさに拘わらず一定寸法に設定された第一置き型24と、一辺または他辺に溝部を成形するための部材で、且つ成形する床板の大きさに応じて高さが設定される第二置き型25とから構成されている。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
41 - 58 / 58
[ Back to top ]