
Fターム[4F205HA03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | ハンドレイアップ成形 (58)
Fターム[4F205HA03]に分類される特許
21 - 40 / 58
複合材でつくられるノズルまたは末広ノズル要素の製造方法
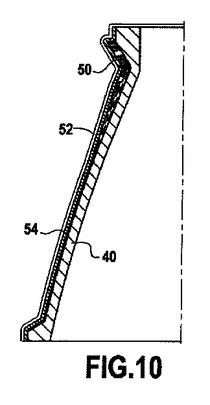
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 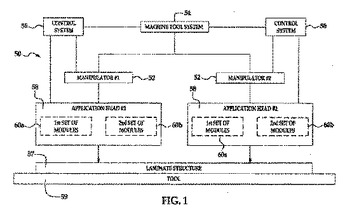 (もっと読む)
(もっと読む)
浴槽の製造方法

【課題】手入れが簡単で、耐久性の高いプラスチック製の浴槽に高級感のある木目模様等の装飾が施された浴槽とその製造方法を提供する。
【解決手段】浴槽1は内面側から見ると、突板25が透明プラスチック層21とガラス繊維23を介して光沢のある木目模様として視認することができ、極めて高い美観を発揮することになる。また、突板25どうしの接合部は塗装部17の裏側に位置するので、接合部が多少ずれていても浴槽1の内面側から見えない。従って、浴槽1全体の美観を損ねることはない。このように浴槽1は高級感のある木目模様が施されているが、実質的にはプラスチック製なので、手入れが簡単で、高い耐久性を有する。上記浴槽1は各部材の積層により製造される。
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 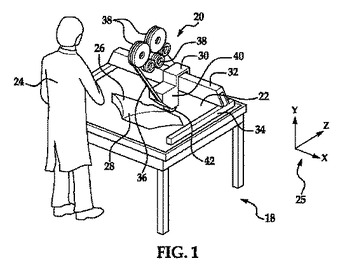 (もっと読む)
(もっと読む)
ハンドレイアップ成形品の製造方法
【課題】 樹脂成分の強化繊維への含浸性に優れ、且つ機械強度と靭性に優れるハンドレイアップ成形品の製造方法を提供する。
【解決手段】 シクロオレフィンモノマー、ヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒、架橋剤を含んでなる成形用組成物をアクリル系炭素繊維に含浸させた後に硬化させることを特徴とするハンドレイアップ成形品の製造方法。該成形用組成物は、更に充填剤を含むことが好ましい。
(もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
多色成形品の製造方法及びこの製造方法を用いて作製した多色FRP成形品
【課題】本発明は、スプレーによる色分けやマスキングによる色分けが困難なほどに柄模様が微細であっても、この微細な柄模様(凹凸)の凹部(底部)と凸部(頂部)が色分けされることにより、微細な柄模様が多色化された多色成形品の製造方法及びこの製造方法によって製造された多色成形品を提供することを目的とする。
【解決手段】本発明は、凹凸による型模様を備え、前記型模様が、前記凹凸の底部Aによって形成される第1パターンと、前記凹凸の頂部Bによって形成される第2パターンと、前記頂部Bよりも高い頂部Cによって形成される第3パターンとを有するFRP型を用い、それぞれのパターン毎に異なる色のゲルコート樹脂を塗布した後、スキージングすることにより、微細な多色模様を形成する多色成形品の製造方法、及び、この製造方法で製造した多色成形品である。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してFRP型、及びFRP成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れるFRP成形品の製造方法及びこの製造方法により作製したFRP成形品を提供することを目的とする。
【解決手段】本発明は、FRP型の織り目模様を施す表面の上にガラス繊維マットを載せて、このガラス繊維マットに不飽和ポリエステル樹脂を含浸させ、この上に織物を載せて、この織物に不飽和ポリエステル樹脂を含浸させた後、前記不飽和ポリエステル樹脂が半硬化となった状態で、前記織物を引き剥がすことにより、前記織物の織り目模様を転写してFRP型を作製する工程と、このFRP樹脂型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 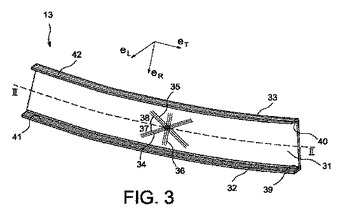 (もっと読む)
(もっと読む)
円筒形処理槽の製造方法
【課題】円筒形合併処理浄化槽および円筒形ディスポーザ生ごみ排水処理槽等の円筒形処理槽の製造工程を低減し、成形型を複数個使用することなく、浄化槽本体が成形でき、更に、浄化槽本体の厚みを設置条件に応じた厚みに成形することができる円筒形処理槽の製造方法を提供する。
【解決手段】ガラス繊維強化プラスチックよりなる浄化槽の上部槽と下部槽とを別々に成形する円筒形処理槽の製造方法であって、成形型として上部槽及び下部槽に共通の部分を成形するための共通型により、下部槽を成形する工程と、上部槽のみに設けられる点検口を成形するための形状部を備えた補助成形型を予め共通型に取り付けることより、上部槽を成形する工程と、前記上部槽と前記下部槽とにそれぞれフランジ部分を設け、該フランジ部分を接合する工程を有することで、製造工程の簡略化及び製造コストの低減が図れると共に、製品精度を向上させることができる。
(もっと読む)
複合材料コンポーネントを作製するためのシステムと方法
複合材料コンポーネントを作製して使用するためのシステムと方法が開示される。複合材料コンポーネントは好ましくはパターンとして構築され、所定のフィラーに必要なパーツの全てが単一のパターン連続体に含まれる。これらの連続パターンを使用することにより、材料を切り出して折り畳むことができ、パーツは、単一のフィラーを形成する個々のパーツが互いに取り外し可能に接続されるように形成することができるので、これらのパーツを効果的且つ効率的に整理することができる。次いで、フィラーパネルは、縁がずれた折り畳みスタックに構成される。好ましくは、折り畳み領域がやや異なる二つの形状が使用される。異なるパターンを使用して、最初の二つのパネルを0度に配置し、次の二つのパネルを45度に配置し、次いでパターン全体に亘って角度位置を互い違いにすることができる。パターンは、折り畳み線を作りやすくするために、好ましくは、連続する各パネル対の間に三角形部分又はタブを含む。次いで、複合材料コンポーネントシステムの一部を形成するこれらのタブは、フィラーパネルが形成された後で廃棄される。 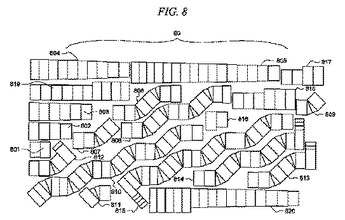 (もっと読む)
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法
【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
航空機の前縁構造及びそれの製造方法
【課題】エネルギを消費することなく、航空機の前縁部における防氷及び除氷を実現する。
【解決手段】繊維強化複合材料における少なくとも繊維に、撥水性材料を含浸する工程(P1)と、繊維強化複合材料を順次積層すると共に、少なくともその最表面の層を撥水性材料を含浸させた繊維強化複合材料によって形成することにより、前縁部の形状を有する積層体を作成する工程(P2)と、前縁部形状の積層体を硬化させる工程(P3)と、を含む。
(もっと読む)
繊維束接合体及びその製造方法並びにタンク
【課題】繊維束を接合するにあたり、接合部の肥大化を抑制するとともに、高張力の負荷にも耐え得る高い接合強度を得る。
【解決手段】第1の繊維束41と第2の繊維束42とが接合部44において長手方向に接合されてなる繊維束接合体40である。接合部44は、第1の繊維束41の端部41aと第2の繊維束42の端部42aとを、同軸上で重ね合わせずに配置した状態で、第1及び第2の繊維束41、42よりも細い第3の繊維束43を介して接合して構成したものである。
(もっと読む)
熱膨張ツーリングコールを使用してハット型に強化された複合部品を形成する装置及び方法
複合部品を形成する装置及び方法が与えられる。複合部品の形成方法はベースツール上に初期複合材料を配置し、複合材料上にツーリングマンドレルを配置し、ツーリングマンドレル上に付加的な複合材料を配置し、ツーリングマンドレル上に存在する複合材料の少なくとも一部を複合物形成ツールで被覆し、少なくとも部分的に複合材料を硬化するために複合材料を加熱し、複合物形成ツールの第1の部分が複合材料の加熱期間中に複合物形成ツールの第2の部分よりも程度において大きくサイズを変更することを許容するステップを含んでいる。これに関して、複合物形成ツールの第2の部分は複合物形成ツールの第1の部分よりもベースツールに近い。ツールの異なる部分の異なる膨張を許容する複合物形成ツールも提供される。 (もっと読む)
飛行機のための改良された複合樹脂窓枠構造物
複合樹脂の飛行機胴体に設置するための複合樹脂窓枠(1)と、それを生産する方法。この複合樹脂窓枠は、航空機の窓用透明部材を受けて堅固に取付けるための内側フランジ(2)と、飛行機の胴体構造に接続するように適合された外側フランジ(3)とを有する。枠は、当該構造に対して垂直な、さらに別のフランジ等のさらに別の強度向上部材を何ら必要としない、ほぼ平坦な構成を有する。複合樹脂窓枠は、窓用透明部材を複合樹脂胴体に堅固に取付けるのに十分な強度を有する。  (もっと読む)
(もっと読む)
21 - 40 / 58
[ Back to top ]